You might also like
- Extrusion FundamentalsDocument5 pagesExtrusion FundamentalsJoNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Extrusion LatestDocument27 pagesExtrusion LatestChanti ChaithanyaNo ratings yet
- Metal Forming Processes - FullDocument5 pagesMetal Forming Processes - FullArjun NbNo ratings yet
- Extrusion process guide: how it works and its benefits/TITLEDocument22 pagesExtrusion process guide: how it works and its benefits/TITLESantoshNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Sheet-Metal Forming Processes: Group 9 PresentationDocument90 pagesSheet-Metal Forming Processes: Group 9 PresentationjssrikantamurthyNo ratings yet
- 4.3 ExtrusionDocument19 pages4.3 ExtrusionSiddharth RajendranNo ratings yet
- Rolling & Extrusion Case StudyDocument20 pagesRolling & Extrusion Case StudyMahmoud KassabNo ratings yet
- Roll Forging.Document36 pagesRoll Forging.jaydee420No ratings yet
- Forging Process GuideDocument25 pagesForging Process GuideAdityasinh DesaiNo ratings yet
- EXTRUSION PROCESS DEFINITION AND METHODSDocument16 pagesEXTRUSION PROCESS DEFINITION AND METHODSSourav Saha100% (1)
- Manufacturing Engineering II (ch3)Document93 pagesManufacturing Engineering II (ch3)beila.amu.22No ratings yet
- Cold FormingDocument7 pagesCold FormingglaxionNo ratings yet
- Metal Forming Processes ExplainedDocument114 pagesMetal Forming Processes ExplainedManoj Kumar SNo ratings yet
- METAL WORKING EXTRUSION PROCESSDocument94 pagesMETAL WORKING EXTRUSION PROCESSSajjad0% (1)
- ExtrusionDocument5 pagesExtrusionklawsis100% (1)
- Cairo University Metallurgy Lecture on Metal Forming ProcessesDocument20 pagesCairo University Metallurgy Lecture on Metal Forming Processesيوسف عادل حسانينNo ratings yet
- Forging of Metals: PreparedDocument23 pagesForging of Metals: PreparedThandial SelvamNo ratings yet
- Extrusion ProcessesDocument6 pagesExtrusion ProcessesSreejith VaneryNo ratings yet
- ExtrusionDocument21 pagesExtrusionpingu111100% (1)
- Plasticity and Deformation Process: ExtrusionDocument25 pagesPlasticity and Deformation Process: ExtrusionHanaa ElnegmeNo ratings yet
- Mechanical Working of MetalsDocument96 pagesMechanical Working of Metalsashoku2No ratings yet
- Sheet Metal OperationsDocument27 pagesSheet Metal OperationsbmvinayNo ratings yet
- SEO-Optimized Title for Forging Die of Spanner DocumentDocument16 pagesSEO-Optimized Title for Forging Die of Spanner Documentvirendra pawarNo ratings yet
- Extrusion For ClassDocument49 pagesExtrusion For ClassNABIL HUSSAINNo ratings yet
- Casting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingDocument44 pagesCasting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingRaj PatelNo ratings yet
- Cold Working MethodsDocument34 pagesCold Working MethodsSarojKumarSinghNo ratings yet
- A Technical Seminar Rreport On Extrusion: Prateek Raj Roll No.Document18 pagesA Technical Seminar Rreport On Extrusion: Prateek Raj Roll No.Sam SachanNo ratings yet
- Forging ProcessDocument4 pagesForging ProcessSirat kalsii100% (1)
- Low-Pressure Casting: Edson Andrade Cruz A00810740 Marco Antonio Rodríguez JáureguiDocument8 pagesLow-Pressure Casting: Edson Andrade Cruz A00810740 Marco Antonio Rodríguez JáureguiEdsonAndradeCruzNo ratings yet
- Extrusion of Metals: An Overview of the Process and VariablesDocument27 pagesExtrusion of Metals: An Overview of the Process and VariablesAdityasinh DesaiNo ratings yet
- Advance Metal Forming ProcessDocument12 pagesAdvance Metal Forming ProcessRemo RamNo ratings yet
- CH 15Document34 pagesCH 15ACC SHNo ratings yet
- MT 2nd AssignmentDocument72 pagesMT 2nd AssignmentDixitNo ratings yet
- Al Die CastingDocument11 pagesAl Die CastingMallesh Munje100% (1)
- Tool DesignDocument48 pagesTool DesignPAVIN ENGGNo ratings yet
- Press & Press WorkDocument7 pagesPress & Press Workapi-19822628No ratings yet
- Mechanical Working of Metals MaterialDocument40 pagesMechanical Working of Metals MaterialRoyalmechNo ratings yet
- Manufacturing Technology forging and extrusion processesDocument41 pagesManufacturing Technology forging and extrusion processesBrandonNo ratings yet
- ExtrusionDocument4 pagesExtrusionXQF PyariLalNo ratings yet
- Metal Forging Guide: Processes, Defects, DesignDocument17 pagesMetal Forging Guide: Processes, Defects, DesigncemekaobiNo ratings yet
- Metal Forming ProcessesDocument40 pagesMetal Forming ProcessesRyat AtmadjaNo ratings yet
- Metal ExtrusionDocument41 pagesMetal ExtrusionRashiqah RazlanNo ratings yet
- Extrusion ProcessDocument24 pagesExtrusion Processchris mushunjeNo ratings yet
- Hot Extrusion Processes and EquipmentDocument57 pagesHot Extrusion Processes and EquipmentIrfan MahyunisNo ratings yet
- Metal Forming ProcessDocument27 pagesMetal Forming ProcessAravind MohanNo ratings yet
- Multi-operation die types and their functionsDocument3 pagesMulti-operation die types and their functionsCleng LaynesNo ratings yet
- Metal Forming: Extrusion, Wire Drawing and RollingDocument71 pagesMetal Forming: Extrusion, Wire Drawing and RollingSatyajeet SahooNo ratings yet
- Unit - IV Drawing of Rods, Wires and TubesDocument13 pagesUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNo ratings yet
- Casting 1Document26 pagesCasting 1Lal KishanNo ratings yet
- 05 Ch3 ForgingDocument26 pages05 Ch3 ForgingKamil BudimanNo ratings yet
- Forging and Its TypesDocument9 pagesForging and Its TypesHarinath GowdNo ratings yet
- 2017im148, Ptd Assignment 6 & 7Document8 pages2017im148, Ptd Assignment 6 & 7rehmatali11121314No ratings yet
- Forging DefectDocument4 pagesForging DefectRashmi Bhatt NautiyalNo ratings yet
- Sheet Metal FabricationDocument28 pagesSheet Metal Fabricationsamurai7_770% (2)
- Manufacturing Technology SubjectDocument44 pagesManufacturing Technology SubjectROHIT MEHRANo ratings yet
- Manufacturing Technology Program Subjects and Plastics FabricationDocument22 pagesManufacturing Technology Program Subjects and Plastics FabricationROHIT MEHRANo ratings yet
- Manufacturing Technology Gear MachiningDocument12 pagesManufacturing Technology Gear MachiningROHIT MEHRANo ratings yet
- Program: B.Tech Subject Name: Manufacturing Technology Subject Code: ME-405 Semester: 4Document24 pagesProgram: B.Tech Subject Name: Manufacturing Technology Subject Code: ME-405 Semester: 4ROHIT MEHRANo ratings yet
- IC 974 (LX) Eng 4-05Document11 pagesIC 974 (LX) Eng 4-05Michał WłodarkiewiczNo ratings yet
- 4 de Febrero de 2022: Nuevos Ryzen Con GraficosDocument2 pages4 de Febrero de 2022: Nuevos Ryzen Con GraficosCharlyBeltránSánchezNo ratings yet
- Technical Manual Weight Indicator: E-Lw: Software For Continuous Dosage in Unloading With Flow AdjustmentDocument103 pagesTechnical Manual Weight Indicator: E-Lw: Software For Continuous Dosage in Unloading With Flow AdjustmentValentin MaricaNo ratings yet
- Saes B 019Document10 pagesSaes B 019aymenmoatazNo ratings yet
- Prosafe RsDocument4 pagesProsafe RsAymanelorbanyNo ratings yet
- Test Strategy for <Product/Project name> v<VersionDocument11 pagesTest Strategy for <Product/Project name> v<VersionshygokNo ratings yet
- Fae PocketmodDocument6 pagesFae Pocketmodmasamune121No ratings yet
- Kenandy - Salesforce ERP - Off PageDocument2 pagesKenandy - Salesforce ERP - Off PageDominic AykaraNo ratings yet
- Teradata Stored ProceduresDocument2 pagesTeradata Stored ProcedureskdtftfjggjyhgNo ratings yet
- Buck Converter Battery Charger Using The Z8F042A MCU: Reference DesignDocument27 pagesBuck Converter Battery Charger Using The Z8F042A MCU: Reference DesignRohit SainiNo ratings yet
- Apr OvaDocument768 pagesApr OvaAlexandre ApoNo ratings yet
- Ap2011janm21 958230704 904229210Document6 pagesAp2011janm21 958230704 904229210Neeraj Kumar GuptaNo ratings yet
- Bentley MX - 2004 Edition MXROAD - Introduction 022004Document78 pagesBentley MX - 2004 Edition MXROAD - Introduction 022004ultravoilet4uNo ratings yet
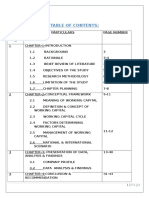
- Table of Contents and Introduction to Working Capital ManagementDocument50 pagesTable of Contents and Introduction to Working Capital ManagementB Swaraj100% (1)
- Reflective ReportDocument6 pagesReflective ReportZulkifli Che HusinNo ratings yet
- MicroPythonWebinar - IOTDocument37 pagesMicroPythonWebinar - IOTTawagin Mo Akong MertsNo ratings yet
- KH Spares CatalogueDocument187 pagesKH Spares CatalogueAdam TorbaczNo ratings yet
- Skype BruteDocument2 pagesSkype BruteMarko SavicNo ratings yet
- Cloud Forum Asia BrochureDocument6 pagesCloud Forum Asia BrochuregembelkayaNo ratings yet
- Evaluate Electrical Insulation with Compact PD DetectorDocument5 pagesEvaluate Electrical Insulation with Compact PD DetectorRenato CapeliniNo ratings yet
- 3870 Getting Started GuideDocument86 pages3870 Getting Started GuideKelcy VogelNo ratings yet
- Mifos® - Pilot and Rollout PlanDocument5 pagesMifos® - Pilot and Rollout Plananantamol1No ratings yet
- SGD - Installation Guide For Release 5 - 6 - F28100Document56 pagesSGD - Installation Guide For Release 5 - 6 - F28100Flavio SouzaNo ratings yet
- Pruftechnik Group Profile PDFDocument12 pagesPruftechnik Group Profile PDFhrstgaNo ratings yet
- NewPMDataQueryResult 20230315164653Document11 pagesNewPMDataQueryResult 20230315164653Narcisse TeguetioNo ratings yet
- Flyer Filter DFU 911 en PDFDocument1 pageFlyer Filter DFU 911 en PDFGrajdan CiprianNo ratings yet
- A Collection of Delphi/Lazarus Tips & Tricks: December 23, 2019Document34 pagesA Collection of Delphi/Lazarus Tips & Tricks: December 23, 2019cvetadonatiniNo ratings yet
- Camera Surveillance Using Raspberry PiDocument90 pagesCamera Surveillance Using Raspberry PiratheeshbrNo ratings yet
- MIL10Document18 pagesMIL10Karen RoyoNo ratings yet
- Introduction To Auto CadDocument31 pagesIntroduction To Auto CadazhiNo ratings yet
- Chip War: The Quest to Dominate the World's Most Critical TechnologyFrom EverandChip War: The Quest to Dominate the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (227)
- CompTIA A+ Certification All-in-One Exam Guide, Eleventh Edition (Exams 220-1101 & 220-1102)From EverandCompTIA A+ Certification All-in-One Exam Guide, Eleventh Edition (Exams 220-1101 & 220-1102)Rating: 5 out of 5 stars5/5 (2)
- Chip War: The Fight for the World's Most Critical TechnologyFrom EverandChip War: The Fight for the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (82)
- CompTIA Security+ All-in-One Exam Guide, Sixth Edition (Exam SY0-601)From EverandCompTIA Security+ All-in-One Exam Guide, Sixth Edition (Exam SY0-601)Rating: 5 out of 5 stars5/5 (1)
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- Hacking With Linux 2020:A Complete Beginners Guide to the World of Hacking Using Linux - Explore the Methods and Tools of Ethical Hacking with LinuxFrom EverandHacking With Linux 2020:A Complete Beginners Guide to the World of Hacking Using Linux - Explore the Methods and Tools of Ethical Hacking with LinuxNo ratings yet
- Model-based System and Architecture Engineering with the Arcadia MethodFrom EverandModel-based System and Architecture Engineering with the Arcadia MethodNo ratings yet
- iPhone X Hacks, Tips and Tricks: Discover 101 Awesome Tips and Tricks for iPhone XS, XS Max and iPhone XFrom EverandiPhone X Hacks, Tips and Tricks: Discover 101 Awesome Tips and Tricks for iPhone XS, XS Max and iPhone XRating: 3 out of 5 stars3/5 (2)
- CompTIA A+ Complete Review Guide: Exam Core 1 220-1001 and Exam Core 2 220-1002From EverandCompTIA A+ Complete Review Guide: Exam Core 1 220-1001 and Exam Core 2 220-1002Rating: 5 out of 5 stars5/5 (1)
- CompTIA A+ Complete Review Guide: Core 1 Exam 220-1101 and Core 2 Exam 220-1102From EverandCompTIA A+ Complete Review Guide: Core 1 Exam 220-1101 and Core 2 Exam 220-1102Rating: 5 out of 5 stars5/5 (2)
- Dancing with Qubits: How quantum computing works and how it can change the worldFrom EverandDancing with Qubits: How quantum computing works and how it can change the worldRating: 5 out of 5 stars5/5 (1)
- Amazon Web Services (AWS) Interview Questions and AnswersFrom EverandAmazon Web Services (AWS) Interview Questions and AnswersRating: 4.5 out of 5 stars4.5/5 (3)
- Computer Science: A Concise IntroductionFrom EverandComputer Science: A Concise IntroductionRating: 4.5 out of 5 stars4.5/5 (14)
- Cancer and EMF Radiation: How to Protect Yourself from the Silent Carcinogen of ElectropollutionFrom EverandCancer and EMF Radiation: How to Protect Yourself from the Silent Carcinogen of ElectropollutionRating: 5 out of 5 stars5/5 (2)
- From Cell Phones to VOIP: The Evolution of Communication Technology - Technology Books | Children's Reference & NonfictionFrom EverandFrom Cell Phones to VOIP: The Evolution of Communication Technology - Technology Books | Children's Reference & NonfictionNo ratings yet
- The No Bull$#!£ Guide to Building Your Own PC: No Bull GuidesFrom EverandThe No Bull$#!£ Guide to Building Your Own PC: No Bull GuidesNo ratings yet
- 2018 (40+) Best Free Apps for Kindle Fire Tablets: +Simple Step-by-Step Guide For New Kindle Fire UsersFrom Everand2018 (40+) Best Free Apps for Kindle Fire Tablets: +Simple Step-by-Step Guide For New Kindle Fire UsersNo ratings yet
- Kindle Fire Owner's Manual: The ultimate Kindle Fire guide to getting started, advanced user tips, and finding unlimited free books, videos and apps on Amazon and beyondFrom EverandKindle Fire Owner's Manual: The ultimate Kindle Fire guide to getting started, advanced user tips, and finding unlimited free books, videos and apps on Amazon and beyondRating: 4.5 out of 5 stars4.5/5 (4)