You might also like
- Method Statement Pressure TestingDocument15 pagesMethod Statement Pressure TestingAkmaldeen AhamedNo ratings yet
- Method Statement For Domestic Water Piping Installation UG & AGDocument14 pagesMethod Statement For Domestic Water Piping Installation UG & AGBelal AlrwadiehNo ratings yet
- Human Factors Engineering - Valve Analysis: DEP 30.00.60.13-GenDocument24 pagesHuman Factors Engineering - Valve Analysis: DEP 30.00.60.13-GenBiswasNo ratings yet
- Eim CBLMDocument53 pagesEim CBLMlast jam100% (4)
- MOS-SRWSE-20220405-Mechanical Steel & Gavalnized Steel PipeDocument28 pagesMOS-SRWSE-20220405-Mechanical Steel & Gavalnized Steel PipeKhit MakaraNo ratings yet
- Method Statement Ductile Iron Flange Type Joint Pipe LTESTDocument8 pagesMethod Statement Ductile Iron Flange Type Joint Pipe LTESTmuhammad syauqi shaidanNo ratings yet
- SA04C2-00-MET-MS-00007 MS Excavation and BackfillingDocument47 pagesSA04C2-00-MET-MS-00007 MS Excavation and BackfillingABAID ULLAHNo ratings yet
- Method Statement: Waste Water Treatment ProjectDocument13 pagesMethod Statement: Waste Water Treatment ProjectRisdianto Kaham100% (1)
- Answers - Questionnaire-Bonder06-TT+LaminationDocument6 pagesAnswers - Questionnaire-Bonder06-TT+Laminationchandana kumarNo ratings yet
- MS-PIPING-001Rev.a, Laying & Jointing DI PipingDocument14 pagesMS-PIPING-001Rev.a, Laying & Jointing DI PipingBiswasNo ratings yet
- SA04C2-MS-MET-AAG-00018 Method Statement For HDPE Pipe InstallationDocument13 pagesSA04C2-MS-MET-AAG-00018 Method Statement For HDPE Pipe InstallationABAID ULLAHNo ratings yet
- Method Statement For GRP Flange Assembly WorkDocument17 pagesMethod Statement For GRP Flange Assembly WorkAhmed ImranNo ratings yet
- 1.MS - GRP PipesDocument12 pages1.MS - GRP Pipes721917114 47No ratings yet
- 9.section - 9 QAPDocument77 pages9.section - 9 QAPheroNo ratings yet
- Method Statement-DI-MWSPDocument19 pagesMethod Statement-DI-MWSPKumar Abhishek100% (1)
- Method Statement - Telecom NetworkDocument44 pagesMethod Statement - Telecom NetworkchethanshivramNo ratings yet
- Road Crossing Method of StatementDocument4 pagesRoad Crossing Method of StatementKo Zay100% (1)
- Complete Project ReportDocument85 pagesComplete Project ReportPrashant VyasNo ratings yet
- 1.2 Pressure Test Methodology - 23!06!22 - UpdatedDocument10 pages1.2 Pressure Test Methodology - 23!06!22 - UpdatedAbdullah Al JubayerNo ratings yet
- Method Statement of Potable Water and Firefighting Network ConstructionDocument51 pagesMethod Statement of Potable Water and Firefighting Network Constructionmohdshahul543No ratings yet
- Method Statement of Installation of Ductile Iron FlangeDocument10 pagesMethod Statement of Installation of Ductile Iron FlangeshahidNo ratings yet
- MS For Chamber ConstructionDocument17 pagesMS For Chamber ConstructionWilliam C. Pasamonte100% (1)
- Cgk063-Rfa-mos-m-xxx - Soil & Waste Water Underground Pipe Installation (r.1)Document39 pagesCgk063-Rfa-mos-m-xxx - Soil & Waste Water Underground Pipe Installation (r.1)diki anggriawanNo ratings yet
- Method Statement For Installatio of Water Booster PumpsDocument9 pagesMethod Statement For Installatio of Water Booster PumpsDiana Abu Hassan Hatoum100% (1)
- Cgk063 Rfa Mos M XXX - Fire Hydrant Underground Pipe InstallationDocument31 pagesCgk063 Rfa Mos M XXX - Fire Hydrant Underground Pipe Installationdiki anggriawanNo ratings yet
- MS-G-003 - General Method Statement For Horizontal PumpDocument19 pagesMS-G-003 - General Method Statement For Horizontal PumpNGUYEN VINHNo ratings yet
- Method of Statement For Installation of Water Supply System (UndergroundDocument30 pagesMethod of Statement For Installation of Water Supply System (UndergroundShah MuzzamilNo ratings yet
- Concreting-Method StatementDocument5 pagesConcreting-Method StatementMuhib sadeddeinNo ratings yet
- Sleeve CoatingDocument30 pagesSleeve Coatingmusheer100% (1)
- Hydrostatic Testing of Pressure Pipelines PDFDocument3 pagesHydrostatic Testing of Pressure Pipelines PDFEngineerSajidAlam100% (1)
- 1.sanitary Wastewater MOSDocument13 pages1.sanitary Wastewater MOSarshad iqbal0% (1)
- 06 Sec. 4 Sewer TestingDocument22 pages06 Sec. 4 Sewer TestinglingamkumarNo ratings yet
- Di Installation GuideDocument37 pagesDi Installation GuidehaivikramreddyNo ratings yet
- Msra For GRP Piping Installtion in Ro Plant: AE004-S3TU-MS-0002Document71 pagesMsra For GRP Piping Installtion in Ro Plant: AE004-S3TU-MS-0002adnan hanifNo ratings yet
- MOS-RO Pressure Vessel InstallationDocument16 pagesMOS-RO Pressure Vessel InstallationShams TabrezNo ratings yet
- 090151b2804cfda0 Method StatementDocument15 pages090151b2804cfda0 Method Statementemeka2012No ratings yet
- A07-Za-E-7002703 Baa A 00Document16 pagesA07-Za-E-7002703 Baa A 00RAMIL100% (1)
- MS-02-Method Statement For Surface Excavation WorksDocument22 pagesMS-02-Method Statement For Surface Excavation WorksAmila Priyadarshana DissanayakeNo ratings yet
- Tdoc 014 REV.01 - ITP FOR EXCAVATION & COMPACTION (ITP 002)Document1 pageTdoc 014 REV.01 - ITP FOR EXCAVATION & COMPACTION (ITP 002)mNo ratings yet
- Lanco Infratech Limited: Proposed Methodology of Construction 1. Collection of DrawingsDocument9 pagesLanco Infratech Limited: Proposed Methodology of Construction 1. Collection of Drawingslinesh3No ratings yet
- Ms - GRP Water TankDocument4 pagesMs - GRP Water TankYousaf RichuNo ratings yet
- Checklist - Sewer Pipe LayingDocument1 pageChecklist - Sewer Pipe Layingsafak ışıkNo ratings yet
- MS A. Method Statement of UPVC Pipe Installation & Testing For Soil Waste Vent & Rain 29.06.23Document19 pagesMS A. Method Statement of UPVC Pipe Installation & Testing For Soil Waste Vent & Rain 29.06.23Rashmiranjan SamalNo ratings yet
- Method Statement For Installation of PVC uPVC Drainage Piping Under or Above GroundDocument7 pagesMethod Statement For Installation of PVC uPVC Drainage Piping Under or Above GroundDong VanraNo ratings yet
- MC-PH01-P04-06A03-SAB-MTS-CIV-000003 Method Statement For Blinding Concr...Document16 pagesMC-PH01-P04-06A03-SAB-MTS-CIV-000003 Method Statement For Blinding Concr...ehteshamNo ratings yet
- Method Statement Pipeline - Iccp InstallationDocument10 pagesMethod Statement Pipeline - Iccp InstallationSumer LandNo ratings yet
- Method Statement - Drain PipingDocument17 pagesMethod Statement - Drain PipingAnish KumarNo ratings yet
- DOC851720-201-Installation ManualDocument98 pagesDOC851720-201-Installation ManualSanto ENo ratings yet
- Safe Work Method - ConcretingDocument11 pagesSafe Work Method - ConcretingJustin Ranjit100% (1)
- Method Statement & Itp For Waterproofing WorkDocument7 pagesMethod Statement & Itp For Waterproofing WorkRumi ZamNo ratings yet
- Procedure For Sectional Field Hydrotest For Di Pipes: Jainco Buildcon Pvt. Ltd.Document11 pagesProcedure For Sectional Field Hydrotest For Di Pipes: Jainco Buildcon Pvt. Ltd.AjayNo ratings yet
- UPVC Drainage Pipes & Fittings - ACDocument101 pagesUPVC Drainage Pipes & Fittings - ACsushant_moreyNo ratings yet
- Method Statement of Hydrostatic TestDocument28 pagesMethod Statement of Hydrostatic TestKarim Galal IsmailNo ratings yet
- Quality Assurance PlanDocument14 pagesQuality Assurance PlanBiswasNo ratings yet
- 26071-100-GPP-GCX-00162 - Method Statement of Bore Piling Work in Interconnecting Piperacks (Unit PR-321-21 (R84) and Unit PR-321-03 (R12) )Document38 pages26071-100-GPP-GCX-00162 - Method Statement of Bore Piling Work in Interconnecting Piperacks (Unit PR-321-21 (R84) and Unit PR-321-03 (R12) )Amy Amaliah HSENo ratings yet
- Method Statement Form - HDPE PN10,16 PipeDocument22 pagesMethod Statement Form - HDPE PN10,16 PipeSmith SuwanNo ratings yet
- ITP For Structure Steel Erection WorksDocument13 pagesITP For Structure Steel Erection WorksShewale PravinNo ratings yet
- Tasnee HDPE - LDPE Plant Project: Method Statement For Earthworks: Excavation and BackfillingDocument10 pagesTasnee HDPE - LDPE Plant Project: Method Statement For Earthworks: Excavation and BackfillingFarhanNo ratings yet
- BS 1247-2Document17 pagesBS 1247-2Fenner ElectromechanicalNo ratings yet
- 1.method Statement - INSTALLATION OF GRP WATER TANKSDocument11 pages1.method Statement - INSTALLATION OF GRP WATER TANKSsarmad spectrumNo ratings yet
- Method Statement For DI PipingDocument16 pagesMethod Statement For DI Pipingtomj9104No ratings yet
- RT Report Ppl0001Document1 pageRT Report Ppl0001BiswasNo ratings yet
- Dep 11Document37 pagesDep 11BiswasNo ratings yet
- Dep 7Document28 pagesDep 7BiswasNo ratings yet
- Plate and Frame Heat Exchangers (Amendments/Supplements To Iso 15547)Document12 pagesPlate and Frame Heat Exchangers (Amendments/Supplements To Iso 15547)BiswasNo ratings yet
- The Use of Si Quantities and Units (Endorsement OF ISO 31, ISO 1000 AND ISO 80000)Document7 pagesThe Use of Si Quantities and Units (Endorsement OF ISO 31, ISO 1000 AND ISO 80000)BiswasNo ratings yet
- General-Purpose Steam Turbines (Amendments/Supplements To Api 611)Document27 pagesGeneral-Purpose Steam Turbines (Amendments/Supplements To Api 611)BiswasNo ratings yet
- Special Purpose Steam Turbines (Amendments/Supplements To Iso 10437)Document36 pagesSpecial Purpose Steam Turbines (Amendments/Supplements To Iso 10437)BiswasNo ratings yet
- Lubrication, Shaft-Sealing and Oil-Control Systems and Auxiliaries (Amendments/Supplements To Iso 10438)Document42 pagesLubrication, Shaft-Sealing and Oil-Control Systems and Auxiliaries (Amendments/Supplements To Iso 10438)Biswas100% (1)
- Jurassic Production Facility (JPF) at Sabriya: Supplier Document Cover SheetDocument5 pagesJurassic Production Facility (JPF) at Sabriya: Supplier Document Cover SheetBiswasNo ratings yet
- KNPC Al-Zour Refinery Project EPC 0059: Specification For External Coating of Line PipesDocument24 pagesKNPC Al-Zour Refinery Project EPC 0059: Specification For External Coating of Line PipesBiswasNo ratings yet
- PR Pi 0001 011 - 01Document1 pagePR Pi 0001 011 - 01BiswasNo ratings yet
- Jurassic Production Facility (JPF) at Sabriya: Supplier Document Cover SheetDocument2 pagesJurassic Production Facility (JPF) at Sabriya: Supplier Document Cover SheetBiswasNo ratings yet
- Impressed Current CP Quality Control and Inspection Report FormDocument1 pageImpressed Current CP Quality Control and Inspection Report FormBiswasNo ratings yet
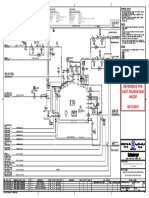
- Sabriya P&Id Used As Reference For East Raudhatain Hazop 08/12/2016Document1 pageSabriya P&Id Used As Reference For East Raudhatain Hazop 08/12/2016BiswasNo ratings yet
- Jurassic Production Facility (JPF) at Sabriya: Supplier Document Cover SheetDocument2 pagesJurassic Production Facility (JPF) at Sabriya: Supplier Document Cover SheetBiswasNo ratings yet
- Apply Grouting For ACC Equipment Quality Control and Inspection Report FormDocument1 pageApply Grouting For ACC Equipment Quality Control and Inspection Report FormBiswasNo ratings yet
- Manpower CertificationDocument3 pagesManpower Certificationerri gunawanNo ratings yet
- Fogler Chap 1 ProblemsDocument4 pagesFogler Chap 1 ProblemsJesús Alejandro SantillánNo ratings yet
- Manual BACS en PDFDocument85 pagesManual BACS en PDFRolandoNo ratings yet
- Allahabad: Limited, NainiDocument3 pagesAllahabad: Limited, Nainivjmshr112No ratings yet
- CV - Deepak SinghDocument4 pagesCV - Deepak Singhapi-27051669No ratings yet
- Mission ChecklistDocument14 pagesMission ChecklistKom WongsawatNo ratings yet
- Hybrid Powered VehiclesDocument142 pagesHybrid Powered VehiclesAvneet MultaniNo ratings yet
- Sypris Ancor Flange BrochureDocument2 pagesSypris Ancor Flange BrochureHector MejiaNo ratings yet
- CFR 2021 Title29 Vol5 Sec1910 29Document8 pagesCFR 2021 Title29 Vol5 Sec1910 29Thupten Gedun Kelvin OngNo ratings yet
- Turbo Generators & Exciters BHEL Haridwar, Production Block-1, HEEPDocument15 pagesTurbo Generators & Exciters BHEL Haridwar, Production Block-1, HEEPRahul Kumar GuptaNo ratings yet
- MetrolinkDocument56 pagesMetrolinkMetro Los Angeles100% (1)
- Maintenance Drawing List-12Document2 pagesMaintenance Drawing List-12thod3rNo ratings yet
- HTML - Slide PresentationDocument78 pagesHTML - Slide PresentationDinesh DevarajNo ratings yet
- Module 2: Transport LayerDocument41 pagesModule 2: Transport LayerDanish RoarNo ratings yet
- RT32012112019Document2 pagesRT32012112019ruchika sahuNo ratings yet
- 2006 Form 3 Physics Half-Yearly Exam (Dec 2006)Document4 pages2006 Form 3 Physics Half-Yearly Exam (Dec 2006)Raistlin Chan Ching KitNo ratings yet
- 3mn0409 00 MN Pa 100182 SW Fabulous Series by Acr Rev 2Document2 pages3mn0409 00 MN Pa 100182 SW Fabulous Series by Acr Rev 2Romlly Voice ElektroNo ratings yet
- Schedule of Rates For Construction - Designing Buildings WikiDocument1 pageSchedule of Rates For Construction - Designing Buildings WikiMarvin MessiNo ratings yet
- The Raudive DiodeDocument12 pagesThe Raudive Diodestone.people5124No ratings yet
- Towards An Ideal E-Governance Scenario in IndiaDocument14 pagesTowards An Ideal E-Governance Scenario in IndiaShamta SirohiNo ratings yet
- Earth Day Writing PagesDocument10 pagesEarth Day Writing PagesyulaguzmanNo ratings yet
- Booster Basics PresentationDocument49 pagesBooster Basics PresentationbinhjukiNo ratings yet
- Ugradapp 2020Document6 pagesUgradapp 2020John Vincent Navarro RiveraNo ratings yet
- Config L2circuit To l2vpnDocument18 pagesConfig L2circuit To l2vpnBon Tran HongNo ratings yet
- BT India Factsheet - NewDocument2 pagesBT India Factsheet - NewsunguntNo ratings yet
- Wind Energy (DAPINDER)Document24 pagesWind Energy (DAPINDER)Piyush Kumar RaiNo ratings yet
- A Proposal of EPOS SystemDocument15 pagesA Proposal of EPOS SystemBin Latif100% (1)
- Closing The Performance Loop-GE CLOCDocument13 pagesClosing The Performance Loop-GE CLOCMochamad SolehNo ratings yet
- Value Stream Mapping Using FlexSim Simulation SoftwareDocument14 pagesValue Stream Mapping Using FlexSim Simulation Softwaremano7428100% (1)