You might also like
- Electrowinning of Copper: ElectrometallurgyDocument26 pagesElectrowinning of Copper: ElectrometallurgyJESSI MALDONADONo ratings yet
- Carbon electrodes for silicon metal productionDocument8 pagesCarbon electrodes for silicon metal productionMohamed EsmailNo ratings yet
- Electrocorrosion and Protection of Metals: General Approach with Particular Consideration to Electrochemical PlantsFrom EverandElectrocorrosion and Protection of Metals: General Approach with Particular Consideration to Electrochemical PlantsNo ratings yet
- Welder Interprovincial (Red Seal) Review ExamDocument30 pagesWelder Interprovincial (Red Seal) Review ExamBest Homely StoreNo ratings yet
- Dr. N. Srikantamurthy, Dept. of Chemistry Metal FinishingDocument6 pagesDr. N. Srikantamurthy, Dept. of Chemistry Metal FinishingLolNo ratings yet
- Unit 2 - Chapter 4. Plating Techniques - 2022 - 2023Document15 pagesUnit 2 - Chapter 4. Plating Techniques - 2022 - 2023socialmedianottstore60No ratings yet
- Elect Oly SisDocument14 pagesElect Oly Sissamwelch1819No ratings yet
- Electroplating ProcessDocument11 pagesElectroplating ProcessMuhammad AzhariNo ratings yet
- Electrodeposition PDFDocument4 pagesElectrodeposition PDFcb gNo ratings yet
- CL EEE22 Ch1103 19 DecemberDocument46 pagesCL EEE22 Ch1103 19 DecemberSanjid HasanNo ratings yet
- Chem For Eng 1Document123 pagesChem For Eng 1Am AsdfghjklNo ratings yet
- UNIT 4 Metal FinishingDocument17 pagesUNIT 4 Metal FinishingVasudev GuptaNo ratings yet
- Electroplating GuideDocument27 pagesElectroplating GuideBayan O. Abu SaadaNo ratings yet
- ElectroplatingDocument16 pagesElectroplatingheemadave50% (2)
- Electro Chemical MachiningDocument21 pagesElectro Chemical MachiningShashank AgarwalNo ratings yet
- Dokumen - Tips Electropolishing-58620fe2d578eDocument9 pagesDokumen - Tips Electropolishing-58620fe2d578eSy Nguyen VietNo ratings yet
- Electroplating and Current Efficiency - UeeeDocument27 pagesElectroplating and Current Efficiency - UeeeTanishq SharmaNo ratings yet
- Chem For Eng 1Document122 pagesChem For Eng 1Lindsay LabagnoyNo ratings yet
- Electroplating ProcessDocument32 pagesElectroplating ProcessjayNo ratings yet
- Electroplating SeminarDocument22 pagesElectroplating SeminarMahalakshmi SahasranamanNo ratings yet
- Electroplatingbyjatin 170301194422Document12 pagesElectroplatingbyjatin 170301194422Wulan KimiaNo ratings yet
- Introduction To Electro-Slag Remelting (ESR)Document22 pagesIntroduction To Electro-Slag Remelting (ESR)Jahanzeb BhattiNo ratings yet
- Coating PrcessDocument21 pagesCoating PrcessJatin GadhokNo ratings yet
- ElectroplatingDocument5 pagesElectroplatingPraneet PokhriyalNo ratings yet
- Introduction To Electrolysis: 2H 0 + 2SO 2H SO + 0Document14 pagesIntroduction To Electrolysis: 2H 0 + 2SO 2H SO + 0Priyadarshi MNo ratings yet
- Electro WinningDocument4 pagesElectro WinningJOSEPH HERBERT MABELNo ratings yet
- Electro Chemical Process: Shivam JaiswalDocument19 pagesElectro Chemical Process: Shivam JaiswalNadee BanneNo ratings yet
- ElectroplatingDocument26 pagesElectroplatingYakshit Goel80% (10)
- What is Electropolishing and Why is it UsedDocument4 pagesWhat is Electropolishing and Why is it Usedgopinath_rgsNo ratings yet
- Electrodeposition of MetalDocument4 pagesElectrodeposition of MetalvkmsNo ratings yet
- Cathodic Protection - Yamit KumarDocument16 pagesCathodic Protection - Yamit KumarShivam JhaNo ratings yet
- Metal Coating Processes GuideDocument9 pagesMetal Coating Processes GuideIrfan IslamyNo ratings yet
- ElectroplatingDocument23 pagesElectroplatingJayne Kazandra P. Ortega67% (3)
- Ucmp - Assignment 15P31A0383Document5 pagesUcmp - Assignment 15P31A0383Sài TejaNo ratings yet
- Metal FinishingDocument29 pagesMetal FinishingEeraúNo ratings yet
- Electroplating IIDocument53 pagesElectroplating IIGarima UppadhyayNo ratings yet
- Slides Metal FinishingDocument19 pagesSlides Metal FinishingRaghvan Rajiv100% (1)
- Electrolytic Processes: Unit-VDocument8 pagesElectrolytic Processes: Unit-VVARALAKSHMI SEERAPUNo ratings yet
- Electroplating Handbook GuideDocument13 pagesElectroplating Handbook GuideAbeerNo ratings yet
- ElectrolysisDocument24 pagesElectrolysisHelping ChampionNo ratings yet
- Hot-Dip Galvanizing Process ExplainedDocument18 pagesHot-Dip Galvanizing Process Explainedsample use100% (1)
- * وا ةءافك رثكلاا ةدام وه دوثاكلا اطاشن رثكلاا ةداملا وا ةلكاتملا ةداملا * ةيبطقلا بلق ضرغل يه ةيراطبلا Active to passive * ساحن و ةضفلاو بهذلا لثم دونلااDocument11 pages* وا ةءافك رثكلاا ةدام وه دوثاكلا اطاشن رثكلاا ةداملا وا ةلكاتملا ةداملا * ةيبطقلا بلق ضرغل يه ةيراطبلا Active to passive * ساحن و ةضفلاو بهذلا لثم دونلااMohammed HusseinNo ratings yet
- Science of Engineerin G Manufactu Re-Ii: Assignment - 1Document17 pagesScience of Engineerin G Manufactu Re-Ii: Assignment - 1amit_kumar_dtuNo ratings yet
- Module 3 Class 2Document14 pagesModule 3 Class 2Nikhil SekharanNo ratings yet
- Electroplating:: How Electroplating Is DoneDocument4 pagesElectroplating:: How Electroplating Is DoneRakshaMahaNo ratings yet
- Cathodic Protection PresentationDocument56 pagesCathodic Protection Presentationsameer_rect2429100% (13)
- Chemistry ProjectDocument10 pagesChemistry Projecttatepid434No ratings yet
- Corrosion Seminar Report: Metallic CoatingsDocument8 pagesCorrosion Seminar Report: Metallic CoatingsAkhil AjithNo ratings yet
- Applications of ElectrolysisDocument3 pagesApplications of ElectrolysisShahidan Latif100% (1)
- 1952 VEDANT - Exp.9.electropl.Document3 pages1952 VEDANT - Exp.9.electropl.Shriansh KulkarniNo ratings yet
- Electrochemistry Prelab 2Document2 pagesElectrochemistry Prelab 2Alexis ChicaizaNo ratings yet
- C 12 S 20Document21 pagesC 12 S 20Varda ShahidNo ratings yet
- Case Study: 1. ElectroplatingDocument11 pagesCase Study: 1. ElectroplatingNaresh KumarNo ratings yet
- DV06PUB4 Study GuideDocument5 pagesDV06PUB4 Study GuideSavio FernandesNo ratings yet
- Chemi ProjectDocument9 pagesChemi ProjectCh'ng Song ShuNo ratings yet
- Assignment 2 (Praful Rawat 160970104033)Document5 pagesAssignment 2 (Praful Rawat 160970104033)as hgfNo ratings yet
- Electroplating: Electroplating Is A General Name For Processes That Create A MetalDocument9 pagesElectroplating: Electroplating Is A General Name For Processes That Create A MetalLollllNo ratings yet
- Electroplating - WikipediaDocument51 pagesElectroplating - WikipediaCaleb AsharleyNo ratings yet
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- TransformersDocument24 pagesTransformersWonbae ChoiNo ratings yet
- NBA UGEngg Tier I ManualDocument230 pagesNBA UGEngg Tier I ManualVishalMehtreNo ratings yet
- Dinesh Jagdale: ExperienceDocument1 pageDinesh Jagdale: ExperienceVishalMehtreNo ratings yet
- Dinesh Jagdale: ExperienceDocument1 pageDinesh Jagdale: ExperienceVishalMehtreNo ratings yet
- Bgas - TTS - MCQ's - Part 1Document36 pagesBgas - TTS - MCQ's - Part 1mudassar100% (2)
- Activity No 8 Properties of MetalsDocument5 pagesActivity No 8 Properties of MetalsILIVEFOR MONSTA7No ratings yet
- Forged Engineering DataDocument4 pagesForged Engineering DataretrogradesNo ratings yet
- ISRI Scrap Specifications - 2006Document57 pagesISRI Scrap Specifications - 2006tambawalaNo ratings yet
- Lecture 12 (Alluminium and Its Alloy)Document16 pagesLecture 12 (Alluminium and Its Alloy)Nhihonium oxideNo ratings yet
- Plating Abbreviations GeneralDocument4 pagesPlating Abbreviations GeneralMustafa EyisoyNo ratings yet
- Exothermic Welconnection Strip-Tape ConectionDocument9 pagesExothermic Welconnection Strip-Tape ConectionBenny HillNo ratings yet
- Cement Hydration Chemical ReactionsDocument3 pagesCement Hydration Chemical ReactionsgoddieNo ratings yet
- Energy Changes, Rate, Reversible, NH3, H2SO4Document5 pagesEnergy Changes, Rate, Reversible, NH3, H2SO4HudaNo ratings yet
- Surface Treatment and Painting ProcedureDocument7 pagesSurface Treatment and Painting ProcedureMohamedNo ratings yet
- Nitriding 28pDocument28 pagesNitriding 28pLi HojunNo ratings yet
- (99+) Jharkhand Corporate Social Responsibility Council (JCSRC) - A Detailed Study - IJMSBR Open Access Journal and JANNES PUNITA - Academia - EduDocument7 pages(99+) Jharkhand Corporate Social Responsibility Council (JCSRC) - A Detailed Study - IJMSBR Open Access Journal and JANNES PUNITA - Academia - EduSudhir SharmaNo ratings yet
- The Discovery of Fluoride and FluorineDocument8 pagesThe Discovery of Fluoride and FluorineFuture LeadersNo ratings yet
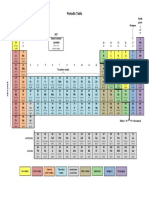
- Periodic TableDocument1 pagePeriodic Tablemusa sanyangNo ratings yet
- 3rd. Evidence of Science and Technology During Pre - HistoricDocument12 pages3rd. Evidence of Science and Technology During Pre - HistoricJohn Jerome Gironella100% (1)
- Superfinishing Processes: HoningDocument5 pagesSuperfinishing Processes: HoningAyman HussienNo ratings yet
- Electrochemical Cells: Prepared by Shadrach Quainoo Dps International Ghana ChemistryDocument15 pagesElectrochemical Cells: Prepared by Shadrach Quainoo Dps International Ghana Chemistryrolirai193No ratings yet
- Types of PaintsDocument2 pagesTypes of PaintsmariyaNo ratings yet
- Complete Chem (2-3) 15-25 - 20200428 - 0001Document11 pagesComplete Chem (2-3) 15-25 - 20200428 - 0001Wisdom PhanganNo ratings yet
- Ore Geology Reviews: Ozcan YigitDocument31 pagesOre Geology Reviews: Ozcan YigitMarcela BarreraNo ratings yet
- Aluminum Filler Metal Selection ChartDocument1 pageAluminum Filler Metal Selection ChartbrrrrzzzzNo ratings yet
- Metals and Alloys Multiple Choice QuestionsDocument13 pagesMetals and Alloys Multiple Choice Questionsjennifer lohNo ratings yet
- A752Document9 pagesA752Muhamed RafficNo ratings yet
- Religion and Global ConflictDocument27 pagesReligion and Global ConflictTAOHEEDNo ratings yet
- SIAM Commodity Prices - Monthly Monitor Report - April 2022Document44 pagesSIAM Commodity Prices - Monthly Monitor Report - April 2022vinay guptaNo ratings yet
- Reduce silica and increase production with Happy InductionDocument13 pagesReduce silica and increase production with Happy InductionNitesh kumar MandalNo ratings yet
- 0620 s16 QP 42 PDFDocument12 pages0620 s16 QP 42 PDFAlmeeraNo ratings yet
- Lecture 6Document23 pagesLecture 6boledi angelaNo ratings yet
- Metals Reactivity Series and Thermal DecompositionDocument5 pagesMetals Reactivity Series and Thermal DecompositionRaffaella LaxaldeNo ratings yet