You might also like
- USGS PP 610 Principal Gold Producing Districts in United StatesDocument237 pagesUSGS PP 610 Principal Gold Producing Districts in United StatesRussell Hartill100% (3)
- Chemical Analysis of Nickel, Cobalt, and High-Temperature AlloysDocument38 pagesChemical Analysis of Nickel, Cobalt, and High-Temperature AlloysLuigi HernándezNo ratings yet
- L12-Cathodic & Anodic ProtectionDocument41 pagesL12-Cathodic & Anodic ProtectionAmir Khalid100% (1)
- Lecture Cathodic ProtectionDocument23 pagesLecture Cathodic ProtectionNoman RazaNo ratings yet
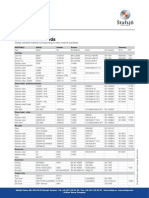
- Material standards cross reference guideDocument2 pagesMaterial standards cross reference guideSatyamEng80% (5)
- ElectroplatingDocument26 pagesElectroplatingYakshit Goel80% (10)
- Arc Welding in DetailDocument34 pagesArc Welding in DetailSohen PatelNo ratings yet
- Copper Cycle LabDocument4 pagesCopper Cycle LabShubham ChattopadhyayNo ratings yet
- Electroplating GuideDocument27 pagesElectroplating GuideBayan O. Abu SaadaNo ratings yet
- 7 Forms of Corrosion IDocument39 pages7 Forms of Corrosion IJesus De la RosaNo ratings yet
- Metal Coating Processes GuideDocument9 pagesMetal Coating Processes GuideIrfan IslamyNo ratings yet
- Lecture - 03 Electroplating and ElectrolessDocument31 pagesLecture - 03 Electroplating and ElectrolessRidho QuluqNo ratings yet
- Thermal AnalysisDocument40 pagesThermal AnalysisGarima UppadhyayNo ratings yet
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Centrifugally Cast Inserted Grinding Rollers SpecificationDocument6 pagesCentrifugally Cast Inserted Grinding Rollers Specificationsiva100% (1)
- Evergreen Class 12th Question BankDocument43 pagesEvergreen Class 12th Question BankIndrajeet kumarNo ratings yet
- 1 Specification For Hot Dip Zinc Galvanization of Steel (Rolled & Fabricated) ScopeDocument8 pages1 Specification For Hot Dip Zinc Galvanization of Steel (Rolled & Fabricated) ScopeRajneesh KatochNo ratings yet
- WINSEM2018-19 - CHY1701 - ETH - SJT304 - VL2018195004125 - Reference Material I - EC - Module-4-Corrosion ProtectionDocument61 pagesWINSEM2018-19 - CHY1701 - ETH - SJT304 - VL2018195004125 - Reference Material I - EC - Module-4-Corrosion ProtectionkumarklNo ratings yet
- Metal FinishingDocument29 pagesMetal FinishingEeraúNo ratings yet
- Electrodeposition PDFDocument4 pagesElectrodeposition PDFcb gNo ratings yet
- Dr. N. Srikantamurthy, Dept. of Chemistry Metal FinishingDocument6 pagesDr. N. Srikantamurthy, Dept. of Chemistry Metal FinishingLolNo ratings yet
- Electroless Deposition Processes and ApplicationsDocument68 pagesElectroless Deposition Processes and ApplicationsbirhangebrieNo ratings yet
- CORROSION MODULE 4 (1)Document106 pagesCORROSION MODULE 4 (1)sk10000067No ratings yet
- * وا ةءافك رثكلاا ةدام وه دوثاكلا اطاشن رثكلاا ةداملا وا ةلكاتملا ةداملا * ةيبطقلا بلق ضرغل يه ةيراطبلا Active to passive * ساحن و ةضفلاو بهذلا لثم دونلااDocument11 pages* وا ةءافك رثكلاا ةدام وه دوثاكلا اطاشن رثكلاا ةداملا وا ةلكاتملا ةداملا * ةيبطقلا بلق ضرغل يه ةيراطبلا Active to passive * ساحن و ةضفلاو بهذلا لثم دونلااMohammed HusseinNo ratings yet
- Class 8-9 SMAWDocument48 pagesClass 8-9 SMAWSaurabh TripathiNo ratings yet
- Corrosion ProtectionDocument37 pagesCorrosion Protectionmaaz siddiqueNo ratings yet
- Cathodic Protection Applications of Sacrificial AnodeDocument7 pagesCathodic Protection Applications of Sacrificial AnodeSurya PrakashNo ratings yet
- CorrosionDocument30 pagesCorrosionAyush AgarwalNo ratings yet
- Name:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeDocument29 pagesName:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeSonu DarondeNo ratings yet
- Chem For Eng 1Document123 pagesChem For Eng 1Am AsdfghjklNo ratings yet
- Electrodeposition of MetalDocument4 pagesElectrodeposition of MetalvkmsNo ratings yet
- Corrosion Part 2Document23 pagesCorrosion Part 2ronnie1992No ratings yet
- Elect Oly SisDocument14 pagesElect Oly Sissamwelch1819No ratings yet
- Electrochemistry XIDocument30 pagesElectrochemistry XISalma RasyidahNo ratings yet
- Chapter 3:basic Principle of Electro DepositionDocument32 pagesChapter 3:basic Principle of Electro DepositionbirhangebrieNo ratings yet
- Cathodic Protection of Pipes (CPDocument25 pagesCathodic Protection of Pipes (CPnimish ugemugeNo ratings yet
- CL EEE22 Ch1103 19 DecemberDocument46 pagesCL EEE22 Ch1103 19 DecemberSanjid HasanNo ratings yet
- Chem For Eng 1Document122 pagesChem For Eng 1Lindsay LabagnoyNo ratings yet
- Anodic ProtectionDocument50 pagesAnodic ProtectionEngr Arfan Ali DhamrahoNo ratings yet
- Electrical Conductivity of Chromate Conversion Coating On Electrodeposited ZincDocument6 pagesElectrical Conductivity of Chromate Conversion Coating On Electrodeposited ZincMoeen Iqbal ShahNo ratings yet
- Electrochemistry: Larry Brown Tom HolmeDocument79 pagesElectrochemistry: Larry Brown Tom HolmeJJJJJNo ratings yet
- Arc Welding FundamentalsDocument49 pagesArc Welding FundamentalsNordiana IdrisNo ratings yet
- Corrosion Seminar Report: Metallic CoatingsDocument8 pagesCorrosion Seminar Report: Metallic CoatingsAkhil AjithNo ratings yet
- Electroplating Process & VariablesDocument7 pagesElectroplating Process & VariablesRoynika shaluNo ratings yet
- 1952 VEDANT - Exp.9.electropl.Document3 pages1952 VEDANT - Exp.9.electropl.Shriansh KulkarniNo ratings yet
- Basic Corrosion (Oxidation & Aqueous)Document29 pagesBasic Corrosion (Oxidation & Aqueous)Alhadidstoner NabilNo ratings yet
- ElectroplatingDocument12 pagesElectroplatingVishal SNo ratings yet
- FALLSEM2015 16 CP3624 24 Aug 2015 RM01 Module 5 CoordinatorDocument43 pagesFALLSEM2015 16 CP3624 24 Aug 2015 RM01 Module 5 CoordinatorPlaya 5No ratings yet
- Anodizing Process ExplainedDocument8 pagesAnodizing Process ExplainedMohammed HusseinNo ratings yet
- Basic Corrosion (Oxidation & Aqueous) : Prepared Nasrizal Mohd Rashdi LecturerDocument29 pagesBasic Corrosion (Oxidation & Aqueous) : Prepared Nasrizal Mohd Rashdi LecturerAlhadidstoner NabilNo ratings yet
- 202me472 Oh 6Document63 pages202me472 Oh 6Hussain Al-DawoodNo ratings yet
- 2nd ProjectDocument72 pages2nd ProjectrohanNo ratings yet
- DV06PUB4 Study GuideDocument5 pagesDV06PUB4 Study GuideSavio FernandesNo ratings yet
- Corrosion Analysis of Mild Steel: Supervisor: DR Abdul Wadood Presented By: Saba Sohail (19) & Ahsan Abdul RaufDocument30 pagesCorrosion Analysis of Mild Steel: Supervisor: DR Abdul Wadood Presented By: Saba Sohail (19) & Ahsan Abdul RaufSaba SohailNo ratings yet
- Electroplating: A Guide to the History, Process, Benefits and ApplicationsDocument33 pagesElectroplating: A Guide to the History, Process, Benefits and ApplicationsAhmed ImranNo ratings yet
- WeldingDocument43 pagesWeldingsanjeevani rawatNo ratings yet
- Electroplating: Electroplating Is A General Name For Processes That Create A MetalDocument9 pagesElectroplating: Electroplating Is A General Name For Processes That Create A MetalLollllNo ratings yet
- F Arcwelding 131118222251 Phpapp02Document42 pagesF Arcwelding 131118222251 Phpapp02hassan aliNo ratings yet
- F_Intro to Cathodic Protection_2023_P4Document75 pagesF_Intro to Cathodic Protection_2023_P4aseNo ratings yet
- Final Corrosion Science Trimester-IDocument60 pagesFinal Corrosion Science Trimester-IKISHAN SHUKLANo ratings yet
- Metal Corrosion and Its Prevention: Material ScienceDocument49 pagesMetal Corrosion and Its Prevention: Material Sciencedr nfNo ratings yet
- University of Science and Technology of Southern PhilippinesDocument84 pagesUniversity of Science and Technology of Southern PhilippinesMoguri OwowNo ratings yet
- Electroplating and Corrosion: Unit-4Document50 pagesElectroplating and Corrosion: Unit-4Hadis SyoumNo ratings yet
- Electroplating ProcessDocument11 pagesElectroplating ProcessMuhammad AzhariNo ratings yet
- Protective Coating On MetalsDocument18 pagesProtective Coating On MetalsHarshit joshiNo ratings yet
- Corrosion Prevention and ControlDocument19 pagesCorrosion Prevention and ControlJosa FatyNo ratings yet
- Amorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryFrom EverandAmorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryNo ratings yet
- NotesDocument17 pagesNotesGarima UppadhyayNo ratings yet
- UV InstrumentationDocument5 pagesUV InstrumentationGarima UppadhyayNo ratings yet
- Phase RuleDocument30 pagesPhase RuleVansh YadavNo ratings yet
- UV-Vis Spectroscopy - FinalDocument34 pagesUV-Vis Spectroscopy - FinalGarima UppadhyayNo ratings yet
- PolymersDocument38 pagesPolymersGarima UppadhyayNo ratings yet
- Solid Solution - Phase Rule - Ds MamDocument10 pagesSolid Solution - Phase Rule - Ds MamGarima UppadhyayNo ratings yet
- IR radiation spectrometer components and operationDocument2 pagesIR radiation spectrometer components and operationGarima UppadhyayNo ratings yet
- Basic Properties: 1.alkali MetalsDocument5 pagesBasic Properties: 1.alkali MetalsGanesh sargarNo ratings yet
- Tech Tips: Metals in Contact - Avoiding Electrochemical IncompatibilityDocument2 pagesTech Tips: Metals in Contact - Avoiding Electrochemical IncompatibilityEng-Ahmed AllamNo ratings yet
- WPI (Wholesale Price Index) in 2004-05 BaseDocument6 pagesWPI (Wholesale Price Index) in 2004-05 BaseMayankNo ratings yet
- NSEC Solved Paper 2007 PDFDocument10 pagesNSEC Solved Paper 2007 PDFMd MasoodNo ratings yet
- Structural Bolts, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthDocument8 pagesStructural Bolts, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthSendi Dwi OktaviandiNo ratings yet
- Catalyst PoisonsDocument21 pagesCatalyst PoisonsXuanMaiBuiNo ratings yet
- Activity 8 - Half-Life For BSMEDocument5 pagesActivity 8 - Half-Life For BSMEVania Lyn BagsawanNo ratings yet
- Brochure English - Pickling, Cleaning, PassivatingDocument4 pagesBrochure English - Pickling, Cleaning, PassivatingSerge1976100% (1)
- Transition Metal Ion Metal Aqua Ion With OH With Excess OHDocument1 pageTransition Metal Ion Metal Aqua Ion With OH With Excess OHsammam mahdi samiNo ratings yet
- Investigating Silver Nitrate Titrations: + (Aq) (Aq) (S)Document4 pagesInvestigating Silver Nitrate Titrations: + (Aq) (Aq) (S)Elisa PattonNo ratings yet
- 11 Sample Papers ChemistryDocument6 pages11 Sample Papers ChemistryAnsh GuptaNo ratings yet
- Iso TS 04949-2016Document15 pagesIso TS 04949-2016Laukik FegdeNo ratings yet
- NiceDocument24 pagesNiceARONXDYTNo ratings yet
- Qualitative Test For Ephedrine and Its DerivativesDocument5 pagesQualitative Test For Ephedrine and Its Derivatives11113432No ratings yet
- STOICHIOMETRYDocument5 pagesSTOICHIOMETRYGadde Gopala KrishnaNo ratings yet
- SE1 Chemistry Final Exam2022 Paper4 QDocument9 pagesSE1 Chemistry Final Exam2022 Paper4 QDerron LimNo ratings yet
- Supergene Copper Isotope Systematics at The Bayugo Cu-Au Porphyry Deposit, Philippines: Fluid Pathways and Exploration ImplicationsDocument3 pagesSupergene Copper Isotope Systematics at The Bayugo Cu-Au Porphyry Deposit, Philippines: Fluid Pathways and Exploration ImplicationsDaniel BerríosNo ratings yet
- Water Treatment Products IntroductionDocument7 pagesWater Treatment Products IntroductionAthanasoulis KostasNo ratings yet
- Atomic Structure & The Periodic Table 3 MS PDFDocument5 pagesAtomic Structure & The Periodic Table 3 MS PDFjoshNo ratings yet
- Qualigen Price List 2018Document87 pagesQualigen Price List 2018SandeepNo ratings yet
- Chem Mock Brand School Chem Pre-Mock 2 SolutionsDocument12 pagesChem Mock Brand School Chem Pre-Mock 2 SolutionsLiu JoeNo ratings yet
- Iron Carbon Diagram of Steel PDFDocument6 pagesIron Carbon Diagram of Steel PDFshihabscb1971100% (1)
- PT Petrolab Services: Test DetailDocument2 pagesPT Petrolab Services: Test DetailDaniel Fr SinagaNo ratings yet