You might also like
- User Guide Rpfieu Saft Saft 1.11Document85 pagesUser Guide Rpfieu Saft Saft 1.11sergio100% (1)
- 100 Sap Basis Interviwe QuestionsDocument10 pages100 Sap Basis Interviwe Questionsapi-3766700100% (5)
- Restrict MIRO If Materials Under Quality InspectionDocument4 pagesRestrict MIRO If Materials Under Quality InspectionSameer BagalkotNo ratings yet
- Notification - Sending Mail Process FlowDocument14 pagesNotification - Sending Mail Process FlowshafisfjNo ratings yet
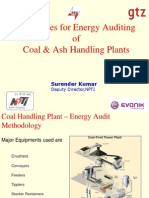
- EE MethodologyDocument72 pagesEE MethodologyNitipal SinghNo ratings yet
- Effective Implementation of an ISO 50001 Energy Management System (EnMS)From EverandEffective Implementation of an ISO 50001 Energy Management System (EnMS)Rating: 4 out of 5 stars4/5 (1)
- Integrated Cement - 452 - JK - LAKSHMI - CEMENT - LTD - SIROHI - 0 PDFDocument76 pagesIntegrated Cement - 452 - JK - LAKSHMI - CEMENT - LTD - SIROHI - 0 PDFarun kumarNo ratings yet
- SCL Corporate PresentationDocument60 pagesSCL Corporate Presentationgangadhar_reddybNo ratings yet
- Dalmia Cement AriyalurDocument31 pagesDalmia Cement AriyalurMohammed Shafi AhmedNo ratings yet
- Best Practice Presentation by Sesa Sterlite Limited Smelter Unit JharsugudaDocument47 pagesBest Practice Presentation by Sesa Sterlite Limited Smelter Unit JharsugudaRajesh ThekkepurathNo ratings yet
- BasicSkills Plant Self-Assessment Grid - Quarry Operations 1/3Document51 pagesBasicSkills Plant Self-Assessment Grid - Quarry Operations 1/3rupesh soni100% (1)
- Preheater & Precalciner Performance StudyDocument14 pagesPreheater & Precalciner Performance StudyDilnesa EjiguNo ratings yet
- Daily production and dispatch reportDocument4 pagesDaily production and dispatch reportvamsiNo ratings yet
- Ar Sap Report GCV NCVDocument34 pagesAr Sap Report GCV NCVAMITAVA RAYNo ratings yet
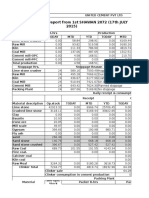
- Daily Production Report From 1st SHAWAN 2072 (17th JULY 2015)Document3 pagesDaily Production Report From 1st SHAWAN 2072 (17th JULY 2015)vinodsnNo ratings yet
- Performance Driven Maintenance Feb 52013Document25 pagesPerformance Driven Maintenance Feb 52013recaiNo ratings yet
- Daily Power Generation Report: Fuel ReceivedDocument10 pagesDaily Power Generation Report: Fuel ReceivedJacky KaruppaiahNo ratings yet
- Daily Production Report From 1st SHAWAN 2072 (17th JULY 2015)Document6 pagesDaily Production Report From 1st SHAWAN 2072 (17th JULY 2015)Vinod Kumar VermaNo ratings yet
- Coal Blending FormulaDocument3 pagesCoal Blending FormulaMochammad AdamNo ratings yet
- Carbon Foot Print Calculation Case StudyDocument5 pagesCarbon Foot Print Calculation Case Studylahidu lakshanNo ratings yet
- Plant Operational Data of NTPC StationsDocument47 pagesPlant Operational Data of NTPC Stationsrohit_me083No ratings yet
- Scrap MGT - Optimization SolutionsDocument25 pagesScrap MGT - Optimization SolutionsRodolfoMarínNo ratings yet
- Guidelines For Energy Auditing of Coal & Ash Handling PlantsDocument32 pagesGuidelines For Energy Auditing of Coal & Ash Handling PlantsMKPashaPashaNo ratings yet
- India Cement Tool-FinalDocument80 pagesIndia Cement Tool-FinalhaibhNo ratings yet
- Talcher IB Secl: Date 03.06.2022 DD - Mm.yyyyDocument6 pagesTalcher IB Secl: Date 03.06.2022 DD - Mm.yyyyNaresh Kumar MeenaNo ratings yet
- EE Benchmarking For Cement IndustrysDocument41 pagesEE Benchmarking For Cement Industrysshoaibhassan23100% (2)
- Calculation SHEETDocument35 pagesCalculation SHEETIrfan AhmedNo ratings yet
- Summary of Blended Coal FeedingDocument3 pagesSummary of Blended Coal FeedingS V NAGESHNo ratings yet
- Production Report Production (MT) : On Date Month On Date MonthDocument15 pagesProduction Report Production (MT) : On Date Month On Date MonthMahla Raj KumarNo ratings yet
- New CEO Award Idea SubmissionDocument21 pagesNew CEO Award Idea SubmissionSafrin SangiaNo ratings yet
- Increased Production Capacity and Reduced Costs Through ECRS AnalysisDocument24 pagesIncreased Production Capacity and Reduced Costs Through ECRS Analysisfitashah2634No ratings yet
- 10-Breakdown Analysis, Key Indicators & Informatic SystemDocument26 pages10-Breakdown Analysis, Key Indicators & Informatic SystemElwathig BakhietNo ratings yet
- Productivity of Cement Industry of PakistanDocument37 pagesProductivity of Cement Industry of Pakistansyed usman wazir100% (9)
- Process Roadmap 2016Document10 pagesProcess Roadmap 2016Safrin SangiaNo ratings yet
- Addressing Multi-Fuel Calciner Combustion ChallengesDocument40 pagesAddressing Multi-Fuel Calciner Combustion ChallengesDilnesa EjiguNo ratings yet
- RCA Kiln Nar2 Due To AnalyzerDocument31 pagesRCA Kiln Nar2 Due To AnalyzerSafrin SangiaNo ratings yet
- Calculation For Boiler (Chan May)Document2 pagesCalculation For Boiler (Chan May)kaspersky2009No ratings yet
- Save Energy, Save the WorldDocument23 pagesSave Energy, Save the WorldSmit ShahNo ratings yet
- Process Plant ManagerDocument1 pageProcess Plant ManagerRam Babu RamzzNo ratings yet
- Energy Consumption Norms For Cement Sector Under Energy Conservation Act - 2001Document28 pagesEnergy Consumption Norms For Cement Sector Under Energy Conservation Act - 2001Sarah FrazierNo ratings yet
- ShreddingDocument10 pagesShreddingFlora MaeNo ratings yet
- Afr Mix Ratio Geo/Ims/Lab/Fmt/06/V1.1Document34 pagesAfr Mix Ratio Geo/Ims/Lab/Fmt/06/V1.1Santanu PachhalNo ratings yet
- WBCSD Co2 Protocol enDocument80 pagesWBCSD Co2 Protocol enjuan domaniczkyNo ratings yet
- RDF CompositionDocument2 pagesRDF Compositionmaz zlsNo ratings yet
- Process Measurements ScheduleDocument25 pagesProcess Measurements ScheduleShivesh RanjanNo ratings yet
- Cement Process Engineering Vade Mecum: 2. StatisticsDocument15 pagesCement Process Engineering Vade Mecum: 2. StatisticsVictorAndresMillaSalazarNo ratings yet
- Low Sulfer Coal BlendingDocument18 pagesLow Sulfer Coal BlendingSuparjianto Qhaedir Al FaatihNo ratings yet
- AFR Workshop Pondok Kemangi, April 25, 2012Document7 pagesAFR Workshop Pondok Kemangi, April 25, 2012Safrin SangiaNo ratings yet
- PR RFR IS 08-01 v1.1 Refractory Management StandardDocument8 pagesPR RFR IS 08-01 v1.1 Refractory Management StandardJuan Nacimba NacimbaNo ratings yet
- Cooling TowerDocument5 pagesCooling TowerfaisalnadimNo ratings yet
- AI in Production A Game Changer For Manufacturers With Heavy AssetsDocument7 pagesAI in Production A Game Changer For Manufacturers With Heavy AssetsJohn GiannakopoulosNo ratings yet
- Optimizing Coal Blends for Power Generation EfficiencyDocument23 pagesOptimizing Coal Blends for Power Generation EfficiencyRc TuppalNo ratings yet
- Kiln Performance Tracking ToolDocument997 pagesKiln Performance Tracking ToolJunaid MazharNo ratings yet
- EE Industrias JaponDocument90 pagesEE Industrias JaponWladimir TamayoNo ratings yet
- Plant Improvements For Environment Conservation - CHKDocument7 pagesPlant Improvements For Environment Conservation - CHKJunaid MazharNo ratings yet
- Cement FactorDocument2 pagesCement FactorramdeyomasNo ratings yet
- RDF Feeding For Kilns 2014Document164 pagesRDF Feeding For Kilns 2014sempatik721No ratings yet
- Rm-1 1st Chamber Liners ReplacementDocument1 pageRm-1 1st Chamber Liners Replacementsivareddy143No ratings yet
- AFR TT 2013 - Preliminary Program Rev 2Document1 pageAFR TT 2013 - Preliminary Program Rev 2Safrin SangiaNo ratings yet
- Installed Capacity 2015-16Document4 pagesInstalled Capacity 2015-16MuhammadNo ratings yet
- Reduce CO2 emissions with calcined clay cementDocument3 pagesReduce CO2 emissions with calcined clay cementtimothyNo ratings yet
- Group - 5-Cement ProductionDocument147 pagesGroup - 5-Cement ProductionAli Aliyev100% (1)
- Design parameters and production reports of Coal Mill No. 03Document6 pagesDesign parameters and production reports of Coal Mill No. 03Anoop TiwariNo ratings yet
- Iso 50001 Guide and Check List UkDocument47 pagesIso 50001 Guide and Check List UkAnggoro Antono0% (1)
- TAMM41 Material Management Extras PDFDocument61 pagesTAMM41 Material Management Extras PDF5udr4jadNo ratings yet
- Sap BasisDocument41 pagesSap Basisapi-3766700100% (3)
- Sap Basis For StarterDocument10 pagesSap Basis For Starterbargujar100% (10)
- BRFDocument54 pagesBRFVenki KasaNo ratings yet
- SAP Basis Training IIDocument22 pagesSAP Basis Training IIAmarnath90% (10)
- Business Process Procedure: Quality ManagementDocument16 pagesBusiness Process Procedure: Quality ManagementSameer BagalkotNo ratings yet
- SAP Basis Training IDocument22 pagesSAP Basis Training IAmarnath100% (19)
- Rayaruforyouthfinal PDFDocument26 pagesRayaruforyouthfinal PDFAnna NightingaleNo ratings yet
- Production With HU-IntellectDocument17 pagesProduction With HU-IntellectSameer Bagalkot100% (1)
- Business Process Procedure: Quality ManagementDocument16 pagesBusiness Process Procedure: Quality ManagementSameer BagalkotNo ratings yet
- WN Op1709 en PDFDocument600 pagesWN Op1709 en PDFRonitNo ratings yet
- General Maintenance: Who Will Do? Process FlowDocument7 pagesGeneral Maintenance: Who Will Do? Process FlowSameer BagalkotNo ratings yet
- BMBC Stock Details Classification ReportDocument7 pagesBMBC Stock Details Classification ReportSameer BagalkotNo ratings yet
- MRP, SFC, REM scenarios and areas in SAPDocument10 pagesMRP, SFC, REM scenarios and areas in SAPSameer BagalkotNo ratings yet
- 11.16 - Batches and Serial Number Tracing PDFDocument22 pages11.16 - Batches and Serial Number Tracing PDFSameer BagalkotNo ratings yet
- Excel Shortcut ListDocument1 pageExcel Shortcut ListpravinsuryaNo ratings yet
- Config Document QMDocument4 pagesConfig Document QMSameer BagalkotNo ratings yet
- Excel Shortcut ListDocument1 pageExcel Shortcut ListpravinsuryaNo ratings yet
- Multi Plant Planning-MRPDocument8 pagesMulti Plant Planning-MRPSameer BagalkotNo ratings yet
- MRP, SFC, REM scenarios and areas in SAPDocument10 pagesMRP, SFC, REM scenarios and areas in SAPSameer BagalkotNo ratings yet
- Production With HU-IntellectDocument17 pagesProduction With HU-IntellectSameer BagalkotNo ratings yet
- Steps in WCMDocument1 pageSteps in WCMSameer BagalkotNo ratings yet
- Waaree Energies Ltd. Ticket No: 40518 Production Plan Updation in SAP Through Excel File Attachement Create Document Type: T Code DC10Document4 pagesWaaree Energies Ltd. Ticket No: 40518 Production Plan Updation in SAP Through Excel File Attachement Create Document Type: T Code DC10Sameer BagalkotNo ratings yet
- Steps in WCMDocument1 pageSteps in WCMSameer BagalkotNo ratings yet
- Schedule counter-based PM plan (40Document71 pagesSchedule counter-based PM plan (40carchilisNo ratings yet
- Instruction-Config Manual - PDF MAIL To Vendor - EDIDocument8 pagesInstruction-Config Manual - PDF MAIL To Vendor - EDIguru_3112No ratings yet
- Marketing Plan Restoran: October 2015Document29 pagesMarketing Plan Restoran: October 2015Ricky ImandaNo ratings yet
- ACC 102 ReviewerDocument18 pagesACC 102 ReviewerFlo-an Marie Gello-aniNo ratings yet
- Master Production Scheduling ExplainedDocument1 pageMaster Production Scheduling ExplainedHasbi HasanNo ratings yet
- Property Law-II ProjectDocument19 pagesProperty Law-II ProjectVanshita GuptaNo ratings yet
- Laporan Keuangan Tahunan Tahun 2020Document113 pagesLaporan Keuangan Tahunan Tahun 2020Rinal AldiansyahNo ratings yet
- Journal of Business Research 117 (2020) 163-175Document13 pagesJournal of Business Research 117 (2020) 163-175NicolasNo ratings yet
- Conflict Minerals Reporting Template (CMRT) : Link To Terms & ConditionsDocument3 pagesConflict Minerals Reporting Template (CMRT) : Link To Terms & ConditionsDevika raksheNo ratings yet
- IRR - Amendments-For SharingDocument45 pagesIRR - Amendments-For SharingClyde Beth Bumatay CaraangNo ratings yet
- Project Report Ritesh SonawaneDocument66 pagesProject Report Ritesh SonawaneRitesh SonawaneNo ratings yet
- Axis CTF FillableDocument1 pageAxis CTF FillablemayankNo ratings yet
- Final Project Report - PendingDocument27 pagesFinal Project Report - Pendingvban200No ratings yet
- Organization Development and Change 10th Edition Cummings Test Bank 1Document36 pagesOrganization Development and Change 10th Edition Cummings Test Bank 1carolynthompsonpbragjqyfe100% (25)
- Comparative Balance SheetDocument8 pagesComparative Balance Sheet1028No ratings yet
- Evolution of Beauty Dove Case StudyDocument21 pagesEvolution of Beauty Dove Case StudyVisakh Viswanathan100% (1)
- Ipr Unit 2 Part 2Document42 pagesIpr Unit 2 Part 2Tanay SHAHNo ratings yet
- Tutorial 1 SolutionsDocument2 pagesTutorial 1 SolutionsrayenNo ratings yet
- Amway's Indian Network Marketing Dream Gone AwryDocument8 pagesAmway's Indian Network Marketing Dream Gone AwryMwenda MongweNo ratings yet
- N-LC-01 Bank of America v. CADocument2 pagesN-LC-01 Bank of America v. CAKobe Lawrence VeneracionNo ratings yet
- Delhi's transportation hub at Anand ViharDocument17 pagesDelhi's transportation hub at Anand ViharshishirkrNo ratings yet
- 8 - Solution Evaluation 2019 - FINALDocument53 pages8 - Solution Evaluation 2019 - FINALDaniela Fernández CastilloNo ratings yet
- HR Data Analysis Assessment QuestionsDocument2 pagesHR Data Analysis Assessment QuestionsKIng KumarNo ratings yet
- Aringin High School: Actual Days of Attendance To Work Actual Time Log Actual Accomplishment/OutputDocument2 pagesAringin High School: Actual Days of Attendance To Work Actual Time Log Actual Accomplishment/OutputAngie GunsNo ratings yet
- Estroboscopio TMRS1Document12 pagesEstroboscopio TMRS1Daniel NaVa RNo ratings yet
- Why and How Do You Define A Minimum Viable Product (MVP)Document1 pageWhy and How Do You Define A Minimum Viable Product (MVP)Maryam ShamkhaliNo ratings yet
- Project Report On Project AppraisalDocument22 pagesProject Report On Project Appraisalwake_up_sid09No ratings yet
- Taller 1Document2 pagesTaller 1juan camilo montenegro cañonNo ratings yet
- Swot AlibabaDocument6 pagesSwot AlibabavianywidillaNo ratings yet
- Forex Hours Market SessionsDocument9 pagesForex Hours Market SessionsShamil Ps100% (3)
- Kaizen Meaning in English - Google SearchDocument1 pageKaizen Meaning in English - Google Search6xvd7zwx7cNo ratings yet