You might also like
- Customer NameDocument8 pagesCustomer Namesyed Hassan50% (4)
- Treon Introduction - Industrial NodeDocument11 pagesTreon Introduction - Industrial NodeAibek AltynbekNo ratings yet
- CPB 30004 - CHAPTER 1 - INTRO Sept 2014Document52 pagesCPB 30004 - CHAPTER 1 - INTRO Sept 2014Ashwin MNo ratings yet
- Biodiesel CalculatorDocument4 pagesBiodiesel CalculatorAhmad DaoodNo ratings yet
- WRV ManualDocument52 pagesWRV ManualJacinto Morales100% (7)
- Batteries and Primitive Survival Ebook 2008 PDFDocument333 pagesBatteries and Primitive Survival Ebook 2008 PDFdamirepicNo ratings yet
- Ayat PDFDocument13 pagesAyat PDFMariam AliNo ratings yet
- Cascade TuningDocument18 pagesCascade TuningDidik RiswantoNo ratings yet
- Pid Temperature ControlDocument6 pagesPid Temperature ControlAnonymous OpRuX6VNo ratings yet
- Illustrative Example: A Blending Process: An Unsteady-State Mass Balance For The Blending SystemDocument22 pagesIllustrative Example: A Blending Process: An Unsteady-State Mass Balance For The Blending SystemHermes Yesser Pantoja CarhuavilcaNo ratings yet
- New Microsoft Office Word DocumentDocument15 pagesNew Microsoft Office Word DocumentSwapnil RaulNo ratings yet
- Fluent Tutorial 1 - Fluid Flow and Heat Transfer in A Mixing ElbowDocument56 pagesFluent Tutorial 1 - Fluid Flow and Heat Transfer in A Mixing Elbowklausosho100% (1)
- Ese652 - Process Control Ii Chapter 5.2 - Distillation ColumnDocument5 pagesEse652 - Process Control Ii Chapter 5.2 - Distillation ColumnJennifer HughesNo ratings yet
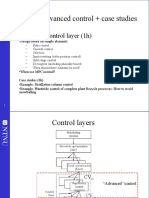
- Part 5: Advanced Control + Case StudiesDocument52 pagesPart 5: Advanced Control + Case StudiestahermohNo ratings yet
- Comparison of Advanced Distillation Control Methods: Final Technical ReportDocument47 pagesComparison of Advanced Distillation Control Methods: Final Technical ReportAjit Jadhav0% (1)
- Fume Hood PerformanceDocument21 pagesFume Hood PerformanceRashid100% (1)
- Gas Turbine Cogeneration - Principles and Practice: R. P. AllenDocument6 pagesGas Turbine Cogeneration - Principles and Practice: R. P. AllenGustavo Tnqp100% (1)
- Fuzzy Self Tuning of PID Controller For Multivariable ProcessDocument5 pagesFuzzy Self Tuning of PID Controller For Multivariable ProcessJournal of ComputingNo ratings yet
- The ECOSSE Control HyperCourseDocument234 pagesThe ECOSSE Control HyperCoursefri_13thNo ratings yet
- Testing of Porcelain Enamel Powder PropertiesDocument4 pagesTesting of Porcelain Enamel Powder PropertiesMiroslav LukačevićNo ratings yet
- Refrig LBDocument8 pagesRefrig LBMuhammad HafeezNo ratings yet
- Automation 4Document84 pagesAutomation 4heru hsNo ratings yet
- Funda of Multivariable ControlDocument69 pagesFunda of Multivariable Controlኪዳንኪ ማርያም ዘኢየሀልቅNo ratings yet
- Glycol DehydrationDocument3 pagesGlycol DehydrationSujith SekarNo ratings yet
- Rolling 1Document9 pagesRolling 1Harish HNo ratings yet
- (Elearnica) - Hardfacing Technologies For Improvement of Wear Characteristics of Hot WorkDocument13 pages(Elearnica) - Hardfacing Technologies For Improvement of Wear Characteristics of Hot WorkelmiraNo ratings yet
- Pressure Measuring InstrumentsDocument7 pagesPressure Measuring Instrumentspaves007No ratings yet
- Control of Heat Recovery Steam GeneratorDocument5 pagesControl of Heat Recovery Steam Generatordrmsrmurty9473100% (5)
- Process Dynamics and ControlDocument32 pagesProcess Dynamics and ControltapsiiiiNo ratings yet
- Purge Gas Purification and Recovery in Ammonia Plants: Process DescriptionDocument5 pagesPurge Gas Purification and Recovery in Ammonia Plants: Process DescriptionFerdian AziziNo ratings yet
- Prof. Dr. Essam E. Khalil CVDocument46 pagesProf. Dr. Essam E. Khalil CVMahmoud ShaabanNo ratings yet
- General Layout of The Plant: Power PlantsDocument15 pagesGeneral Layout of The Plant: Power Plantsamitandy134No ratings yet
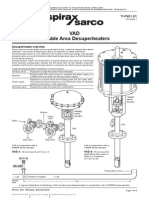
- VAD Variable Area Desuperheaters: Desuperheater OverviewDocument6 pagesVAD Variable Area Desuperheaters: Desuperheater OverviewLucasZanaNo ratings yet
- KG32903 Process Control and InstrumentationDocument40 pagesKG32903 Process Control and InstrumentationhellothereNo ratings yet
- DCC EngDocument1 pageDCC Engwahaha06No ratings yet
- De Super HeaterDocument2 pagesDe Super HeatergateauxboyNo ratings yet
- Mechanical Equipment: Nuclear Training Course 23001 (NEIT 230.1)Document59 pagesMechanical Equipment: Nuclear Training Course 23001 (NEIT 230.1)abuhurairaqaziNo ratings yet
- Chemical Enginineering Fourth YearDocument68 pagesChemical Enginineering Fourth YearHabib NuredinNo ratings yet
- 08b PDFDocument38 pages08b PDFProcess EngineerNo ratings yet
- Pressure and Tempreture MeasurementDocument61 pagesPressure and Tempreture MeasurementVarad DateNo ratings yet
- Understanding Heat Flux Limitations CCTI 2010Document8 pagesUnderstanding Heat Flux Limitations CCTI 2010B rgNo ratings yet
- ChemFiles Vol. 9, No. 4 - Microreactor TechnologyDocument20 pagesChemFiles Vol. 9, No. 4 - Microreactor TechnologyDr. Matthias Junkers-KochNo ratings yet
- Khan 2000Document18 pagesKhan 2000HIMANSHU YADAVNo ratings yet
- Catalytic Cracking: Fluid Catalytic Cracking and HydrocrackingDocument16 pagesCatalytic Cracking: Fluid Catalytic Cracking and HydrocrackingdGNo ratings yet
- PID Tuning Tips - The Fast Way To Tune Slow LoopsDocument4 pagesPID Tuning Tips - The Fast Way To Tune Slow Loopstomaz_filhoNo ratings yet
- Keep Advanced Control Systems OnlineDocument29 pagesKeep Advanced Control Systems OnlineBisto MasiloNo ratings yet
- Internal Heat ExchangerDocument39 pagesInternal Heat ExchangerNeal Christian ParatoNo ratings yet
- CCC Controllers: Recycle TripDocument1 pageCCC Controllers: Recycle TripBalasubramanianNo ratings yet
- Improve Control: Level LoopsDocument8 pagesImprove Control: Level LoopsCraigUnderwoodNo ratings yet
- Process Control 128Document60 pagesProcess Control 128Gagan SharmaNo ratings yet
- Unit 2 RacDocument40 pagesUnit 2 Racozair arshadNo ratings yet
- LEDEEN ActuatorsDocument24 pagesLEDEEN ActuatorssalmonsilalahiNo ratings yet
- Controller TuningDocument17 pagesController TuningtrshaaaNo ratings yet
- Process Control Elements in The LoopDocument1 pageProcess Control Elements in The LoopMark Tristan VallesterosNo ratings yet
- Flow and Heat Transfer in A Mixing ElbowDocument5 pagesFlow and Heat Transfer in A Mixing Elbowjose antonioNo ratings yet
- Module III Lec2Document7 pagesModule III Lec2Surajit SahaNo ratings yet
- Tutorial 1 - Fluid Flow and Heat Transfer in A Mixing Elbow PDFDocument56 pagesTutorial 1 - Fluid Flow and Heat Transfer in A Mixing Elbow PDFJay KrishnaNo ratings yet
- Fired Heaters - Improving Energy Efficiency in FurnacesDocument2 pagesFired Heaters - Improving Energy Efficiency in FurnacesReyes Sanchez100% (1)
- Starting Up The Power Station SimulatorDocument7 pagesStarting Up The Power Station SimulatoraajilNo ratings yet
- NEMS-NGC-LNL-EGT-ICS-003 - Instrumentation and Control System Philosophy - R01Document28 pagesNEMS-NGC-LNL-EGT-ICS-003 - Instrumentation and Control System Philosophy - R01Belford AbuhNo ratings yet
- Cheg Process ControlDocument279 pagesCheg Process Controltesfay gebreNo ratings yet
- ME8595-Thermal Engineering-II Valliammai PDFDocument19 pagesME8595-Thermal Engineering-II Valliammai PDFSiva SubramaniamNo ratings yet
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- Engineering Simulation and its Applications: Algorithms and Numerical MethodsFrom EverandEngineering Simulation and its Applications: Algorithms and Numerical MethodsNo ratings yet
- Profile On Woolen FabricsDocument21 pagesProfile On Woolen FabricsAhmad Daood100% (1)
- Acid Base PH Calculations WKST KEYDocument16 pagesAcid Base PH Calculations WKST KEYAhmad DaoodNo ratings yet
- Tam Plate Solar CookerDocument24 pagesTam Plate Solar CookerAhmad Daood0% (1)
- Profile On Textile Wall and Floor CoveringDocument18 pagesProfile On Textile Wall and Floor CoveringAhmad DaoodNo ratings yet
- Profile On Wicks For Lamp and StovesDocument18 pagesProfile On Wicks For Lamp and StovesAhmad DaoodNo ratings yet
- SKT 4000 C in Line Test ProcedureDocument2 pagesSKT 4000 C in Line Test ProcedureAhmad DaoodNo ratings yet
- IMIFK Stack SilencersDocument2 pagesIMIFK Stack SilencersAhmad DaoodNo ratings yet
- US Gasification DatabaseDocument9 pagesUS Gasification DatabaseAhmad DaoodNo ratings yet
- Biodiesel CalculatorDocument1 pageBiodiesel CalculatorAhmad DaoodNo ratings yet
- Updarft GasifierDocument1 pageUpdarft GasifierAhmad DaoodNo ratings yet
- Catalytic Reforming TechnologyDocument121 pagesCatalytic Reforming TechnologyAhmad Daood100% (3)
- Glycol Dehydrator Design Manual - 1976Document36 pagesGlycol Dehydrator Design Manual - 1976lutfi awn100% (3)
- Enhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceDocument25 pagesEnhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceAhmad DaoodNo ratings yet
- 2003 NTT Docomo CSRDocument22 pages2003 NTT Docomo CSRcattleyajenNo ratings yet
- Ten Interesting Things About Energy: by NASA - Gov, Adapted by Newsela Staff On 02.17.17 Word Count 857 Level 820LDocument4 pagesTen Interesting Things About Energy: by NASA - Gov, Adapted by Newsela Staff On 02.17.17 Word Count 857 Level 820LKayla ButzNo ratings yet
- Energy Conversion and Management: Miguel Becerra, José Morán, Alejandro Jerez, Francisco Cepeda, Miguel ValenzuelaDocument20 pagesEnergy Conversion and Management: Miguel Becerra, José Morán, Alejandro Jerez, Francisco Cepeda, Miguel Valenzuelaalejandro_jerez7606No ratings yet
- Morocco QEG Test and Measurement Report Version 2 - June 2014Document42 pagesMorocco QEG Test and Measurement Report Version 2 - June 2014Leonid VolkovNo ratings yet
- PVWatts Calculator PDFDocument2 pagesPVWatts Calculator PDFThisNo ratings yet
- Biomass EnergyDocument246 pagesBiomass Energybodepu100% (2)
- MEA Clean Energy Report EN 220726bDocument13 pagesMEA Clean Energy Report EN 220726bJibranNo ratings yet
- 00.0 Certificates Not To Be Issued February 22 15 03 2022Document3 pages00.0 Certificates Not To Be Issued February 22 15 03 2022light enveyNo ratings yet
- System Integrator List 14 Jan 2021Document9 pagesSystem Integrator List 14 Jan 2021Tender DocumentNo ratings yet
- 3 - Electrical System PDFDocument39 pages3 - Electrical System PDFnamduong3680% (1)
- Aeg Ewm 2500 2100Document60 pagesAeg Ewm 2500 2100Niknak68No ratings yet
- Catalog Power Quality and MeasurementsDocument164 pagesCatalog Power Quality and MeasurementspaninNo ratings yet
- Sirocco 1000w HTI: Versatile Lighting BalloonDocument2 pagesSirocco 1000w HTI: Versatile Lighting BalloonSiding BarroNo ratings yet
- ArmstrongDocument6 pagesArmstrongJorge Herrera100% (1)
- Fly Weel Energy StorageDocument13 pagesFly Weel Energy StorageHPSCRIBDNo ratings yet
- Nte 1951Document2 pagesNte 1951Eduardo_77No ratings yet
- Dogger Bank 4pp - A4 Case Study - SDocument4 pagesDogger Bank 4pp - A4 Case Study - SbkkbrazilNo ratings yet
- Load Calculator - Luminous India: Web ResultsDocument7 pagesLoad Calculator - Luminous India: Web ResultsnagarajuNo ratings yet
- Performance Corrections For Steam Turbines With Multi-Pressure CondenserDocument8 pagesPerformance Corrections For Steam Turbines With Multi-Pressure CondenserSujeet Kumar50% (2)
- Biohydrogen, Biomethane and Bioelectricity As Crucial Components of Biorefinery of Organic Wastes - A ReviewDocument13 pagesBiohydrogen, Biomethane and Bioelectricity As Crucial Components of Biorefinery of Organic Wastes - A ReviewIvanNo ratings yet
- Alternatives Fuel For IC EngineDocument4 pagesAlternatives Fuel For IC Engineroshansonawane077No ratings yet
- Substation Components and Bus SchemesDocument32 pagesSubstation Components and Bus Schemesvenki249No ratings yet
- 7 Ways To Improve Pump Efficiency - Smaller-CompressedDocument1 page7 Ways To Improve Pump Efficiency - Smaller-CompressedCharina Malolot VillalonNo ratings yet
- SINGLE-PHASE INDUCTION MOTORS (Electric Motor) PDFDocument13 pagesSINGLE-PHASE INDUCTION MOTORS (Electric Motor) PDFMomanddad la Lng100% (2)
- Chiller 201.26-rp1Document72 pagesChiller 201.26-rp1MJZE100% (1)
- Complementary Technical Information GuideDocument264 pagesComplementary Technical Information GuideAlex GeorgescuNo ratings yet
- Complex Engineering Problem: According To The Washington Accord Complex Engineering Problems Are Problems ThatDocument1 pageComplex Engineering Problem: According To The Washington Accord Complex Engineering Problems Are Problems ThatAhmad AnsariNo ratings yet