You might also like
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Ciclos Manual (Milling)Document49 pagesCiclos Manual (Milling)Alejandro CouceiroNo ratings yet
- Sect 6 Fixed SubroutinesDocument16 pagesSect 6 Fixed Subroutinesjuan carlos mejia riveraNo ratings yet
- Doosan G76Document17 pagesDoosan G76Pham LongNo ratings yet
- Cnccodes Msnc500 enDocument14 pagesCnccodes Msnc500 enigorNo ratings yet
- Geometric CommandsDocument9 pagesGeometric CommandschanhNo ratings yet
- E E 2 7 5 Lab: FIR & IIR Filters in MatlabDocument11 pagesE E 2 7 5 Lab: FIR & IIR Filters in MatlabTapas MandalNo ratings yet
- 115 Drill CyclesDocument20 pages115 Drill CyclesHoang LamNo ratings yet
- Phasing-UHF-and-VHF-dipole-antennasDocument3 pagesPhasing-UHF-and-VHF-dipole-antennasJuan Guillermo Palacio UribeNo ratings yet
- Understand SINAD, ENOB, SNR, THD, THD + N, and SFDRDocument8 pagesUnderstand SINAD, ENOB, SNR, THD, THD + N, and SFDRushapvermaNo ratings yet
- Ofdm (Main Project) VHDL SIMULATION & SYNTHESISDocument54 pagesOfdm (Main Project) VHDL SIMULATION & SYNTHESISv2brother100% (2)
- CYCLE72 IntroDocument2 pagesCYCLE72 Introمحمد عبدهNo ratings yet
- Turning Parameters: Cut OptionDocument27 pagesTurning Parameters: Cut OptionflorentinaNo ratings yet
- Fasteners Part-3 Is.1369.1.1993Document9 pagesFasteners Part-3 Is.1369.1.1993Manish ThakurNo ratings yet
- FIR & IIR Filters in MATLABDocument11 pagesFIR & IIR Filters in MATLABKishore KumarNo ratings yet
- Initial Phase Work Report PDFDocument15 pagesInitial Phase Work Report PDFAyesha SaddiqaNo ratings yet
- M2521 Flash ListDocument61 pagesM2521 Flash ListRogelio PedrozaNo ratings yet
- Thread G76Document4 pagesThread G76winkymanNo ratings yet
- DECONZ: Zero-Phase Deconvolution: TopicsDocument20 pagesDECONZ: Zero-Phase Deconvolution: TopicsVijay YadavNo ratings yet
- User'S Manual, Program Harm Spatial Harmonic Magnetomotive ForcesDocument7 pagesUser'S Manual, Program Harm Spatial Harmonic Magnetomotive ForcesguestNo ratings yet
- UNIT-1: Wireless Propagation Mechanisms, Statistical Multipath Channel Models and Evolution From 1G To 4GDocument83 pagesUNIT-1: Wireless Propagation Mechanisms, Statistical Multipath Channel Models and Evolution From 1G To 4GManas RakshitNo ratings yet
- CamBam TrainingDocument68 pagesCamBam TrainingMario SantaNo ratings yet
- An Analysis and Comparison of Frequency-Domain and Time-Domain Input ShapingDocument3 pagesAn Analysis and Comparison of Frequency-Domain and Time-Domain Input ShapingOmar OmarNo ratings yet
- A Dual Frequency Circularly Polarized UHF-RFID/WLAN Circular Patch Antenna For RFID ReadersDocument5 pagesA Dual Frequency Circularly Polarized UHF-RFID/WLAN Circular Patch Antenna For RFID Readersfusisi00No ratings yet
- NSMA - Antenna Systems - Standard Format For Digitized Antenna PatternsDocument32 pagesNSMA - Antenna Systems - Standard Format For Digitized Antenna PatternsShoaib Arif BukhariNo ratings yet
- Tapers and Taper TurningDocument51 pagesTapers and Taper Turningarifinders100% (4)
- Fits TolerancesDocument26 pagesFits TolerancesHardeep Singh BaliNo ratings yet
- VOPM: The Unofficial ManualDocument6 pagesVOPM: The Unofficial ManualNatanyaNo ratings yet
- 1792 Brochure LPKF Drilling Milling Routing Tools en PDFDocument4 pages1792 Brochure LPKF Drilling Milling Routing Tools en PDFperiodoNo ratings yet
- Statistical Multipath Model Lecture4 PDFDocument16 pagesStatistical Multipath Model Lecture4 PDFkivetiNo ratings yet
- Phasing Side Mounted DipolesDocument3 pagesPhasing Side Mounted DipolesmehdimatinfarNo ratings yet
- 1984 Surf Roughness PGDocument8 pages1984 Surf Roughness PGMaey AkimNo ratings yet
- 1984 Surf Roughness PGDocument8 pages1984 Surf Roughness PGSajjan SNo ratings yet
- Open ROADDocument92 pagesOpen ROADwinNo ratings yet
- 1984 Surf Roughness PGDocument8 pages1984 Surf Roughness PGHussn YazdanNo ratings yet
- E TN CBD Aisc Asd89 011Document8 pagesE TN CBD Aisc Asd89 011Alvaro CalacioNo ratings yet
- Data Encoding Line Coding and Transmission Modes atDocument13 pagesData Encoding Line Coding and Transmission Modes atAjay ReddyNo ratings yet
- What'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngDocument30 pagesWhat'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngAriel TerrensNo ratings yet
- Product Information DRS60 DRS61 Incremental Encoders en IM0011203Document24 pagesProduct Information DRS60 DRS61 Incremental Encoders en IM0011203Jorge Tamayo MancillaNo ratings yet
- Deckel FPXNC Dialog 4 Dialog 11 Programming RkloppDocument260 pagesDeckel FPXNC Dialog 4 Dialog 11 Programming RkloppStelian Crisan100% (1)
- OFDM ReportDocument45 pagesOFDM ReportNagarajan MalmuruganNo ratings yet
- Temps_utile manual (TU v.1.3) guideDocument7 pagesTemps_utile manual (TU v.1.3) guideDragos AndrianaNo ratings yet
- Comandi Ansys APDLDocument51 pagesComandi Ansys APDLRiccardinoFuffoloNo ratings yet
- Diseño de Filtros IIR y FIRDocument11 pagesDiseño de Filtros IIR y FIRacajahuaringaNo ratings yet
- Line Coding TechniquesDocument13 pagesLine Coding TechniquesSahilPrabhakarNo ratings yet
- Design of A TRL Calibration Kit For MicrostripDocument15 pagesDesign of A TRL Calibration Kit For MicrostripCarlos Eduardo Condori OchoaNo ratings yet
- Design and Simulation of A Planar 4 4 Butler Matrix in Microstrip Technology For X Band ApplicationsDocument4 pagesDesign and Simulation of A Planar 4 4 Butler Matrix in Microstrip Technology For X Band ApplicationsQasim ElahiNo ratings yet
- LTE CourseDocument164 pagesLTE Coursefgfdfdsd9104100% (2)
- Radio Frequency Identification and Sensors: From RFID to Chipless RFIDFrom EverandRadio Frequency Identification and Sensors: From RFID to Chipless RFIDNo ratings yet
- Radio Frequency Transistors: Principles and practical applicationsFrom EverandRadio Frequency Transistors: Principles and practical applicationsRating: 4 out of 5 stars4/5 (3)
- Non-Linearities in Passive RFID Systems: Third Harmonic Concept and ApplicationsFrom EverandNon-Linearities in Passive RFID Systems: Third Harmonic Concept and ApplicationsNo ratings yet
- Radio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142From EverandRadio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142No ratings yet
- Newnes Radio and Electronics Engineer's Pocket Book: Revised by the Editorial Staff of Electronics Today InternationalFrom EverandNewnes Radio and Electronics Engineer's Pocket Book: Revised by the Editorial Staff of Electronics Today InternationalNo ratings yet
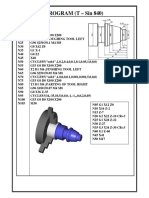
- MILLING PROGRAMDocument2 pagesMILLING PROGRAMomar tahaNo ratings yet
- Advanced Programming Methods of CNC Machine ToolsDocument8 pagesAdvanced Programming Methods of CNC Machine Toolsomar tahaNo ratings yet
- Cchapter: Guide SystemsDocument9 pagesCchapter: Guide Systemsomar tahaNo ratings yet
- MDP 662 Quiz1Document1 pageMDP 662 Quiz1omar tahaNo ratings yet
- MDP 662 Quiz1Document1 pageMDP 662 Quiz1omar tahaNo ratings yet
- Lect - 9 - 2 - CNC Turning Programing-Stock Removal, Grooving, ThreadingDocument4 pagesLect - 9 - 2 - CNC Turning Programing-Stock Removal, Grooving, Threadingomar tahaNo ratings yet
- Lect 10 Turning Programing Solved ProblemsDocument4 pagesLect 10 Turning Programing Solved Problemsomar tahaNo ratings yet
- Lect 10 Turning Programing Solved ProblemsDocument4 pagesLect 10 Turning Programing Solved Problemsomar tahaNo ratings yet
- Drilling - Production Process - Related OperationsDocument17 pagesDrilling - Production Process - Related OperationsMehmet Islam SaifulNo ratings yet
- Add Info B-63874en 11Document42 pagesAdd Info B-63874en 11HA HIEN CNCNo ratings yet
- Dehaye CatalogDocument544 pagesDehaye CatalogRogier van der HeideNo ratings yet
- PDFDocument11 pagesPDFjaniirNo ratings yet
- Special Purpose MachineDocument23 pagesSpecial Purpose Machineankush100% (1)
- EU XX Mobilcut SeriesDocument3 pagesEU XX Mobilcut SeriesChinda OgbondaNo ratings yet
- BS Au 264-1995 (1999) Iso - 2345-1994 PDFDocument10 pagesBS Au 264-1995 (1999) Iso - 2345-1994 PDFamerNo ratings yet
- Chrysler GAGE StandardDocument97 pagesChrysler GAGE StandardAli Hernandez100% (2)
- Spindle Deflections in High-Speed Machine ToolsDocument8 pagesSpindle Deflections in High-Speed Machine ToolsFabrizio GrassoNo ratings yet
- Theory of Metal Cutting FundamentalsDocument24 pagesTheory of Metal Cutting FundamentalsSreehari ViswanathanNo ratings yet
- ShaftDocument15 pagesShaftj sNo ratings yet
- Ensat Self Tapping Inserts 302 Series ImperialDocument1 pageEnsat Self Tapping Inserts 302 Series ImperialAce Industrial SuppliesNo ratings yet
- 7118 Jntua B.tech 4-1 Me r15 SyllabusDocument31 pages7118 Jntua B.tech 4-1 Me r15 SyllabusprasadbabuNo ratings yet
- Lukas Erzett - Catalog - 2018 GBDocument443 pagesLukas Erzett - Catalog - 2018 GBGabriel DobrescuNo ratings yet
- ArtCAM Pro Jewellery Edition User Guide by DelcamDocument130 pagesArtCAM Pro Jewellery Edition User Guide by DelcamAnda MunteanNo ratings yet
- 2110 Product Sheet SSP PrintfileDocument4 pages2110 Product Sheet SSP PrintfileDavid CascoNo ratings yet
- Lathe Bed DesignDocument56 pagesLathe Bed DesignMike100% (4)
- Repair Procedures: Connection Field Repair (Refacing)Document5 pagesRepair Procedures: Connection Field Repair (Refacing)islam atif100% (1)
- Ball Bearing Case Studies enDocument8 pagesBall Bearing Case Studies ensubodh ranjanNo ratings yet
- Bs Centre DrillsDocument1 pageBs Centre Drillselango22No ratings yet
- RWF DraftDocument87 pagesRWF Draftabhimanyutiwari1234No ratings yet
- NCSIMUL MACHINE CNC Machine VerificationDocument2 pagesNCSIMUL MACHINE CNC Machine Verificationnnn766No ratings yet
- MU06 Rosca Americana Grossa Unc TecemDocument1 pageMU06 Rosca Americana Grossa Unc TecemnevesgoNo ratings yet
- High Speed Cutting MachineDocument2 pagesHigh Speed Cutting Machinefog900No ratings yet
- AKL10 Laser Technology LiveDocument49 pagesAKL10 Laser Technology LiveXin ChenNo ratings yet
- Normas D 1666 - 87 R99Document19 pagesNormas D 1666 - 87 R99Edwin PachecoNo ratings yet
- In Process InspectionDocument4 pagesIn Process InspectionSuraj RawatNo ratings yet
- Tool Wear, Tool LifeDocument25 pagesTool Wear, Tool LifeG7 SsrNo ratings yet
- Robocut: α-C iB seriesDocument32 pagesRobocut: α-C iB seriesNcir TaherNo ratings yet
- Summer Training Die Tech India PVT LTD Mambakkam SriperabudurDocument71 pagesSummer Training Die Tech India PVT LTD Mambakkam SriperabudurArifNo ratings yet