You might also like
- Project Productivity ImprovementDocument36 pagesProject Productivity ImprovementHimanshuBhardwajNo ratings yet
- Design of A Pole BND Clamp PDFDocument33 pagesDesign of A Pole BND Clamp PDFEugene BusigaziNo ratings yet
- C6-Project Phase1Document15 pagesC6-Project Phase1H NiceNo ratings yet
- Planning Analysis and Design of Steel Structures in Commercial BuildingDocument53 pagesPlanning Analysis and Design of Steel Structures in Commercial BuildingSriram Kumaran100% (1)
- Training Report: Industrial Training of Automobile EngineeringDocument16 pagesTraining Report: Industrial Training of Automobile EngineeringPavneet SurjanNo ratings yet
- Presentation On Wire Drawing: Department of Mechanical EngineeringDocument10 pagesPresentation On Wire Drawing: Department of Mechanical EngineeringDaksh sharmaNo ratings yet
- Welding Machine - Project ReportDocument62 pagesWelding Machine - Project ReportTanvi KhuranaNo ratings yet
- Site Visit Report of BMRCL MetroDocument21 pagesSite Visit Report of BMRCL MetroYashodhara T SNo ratings yet
- Welding Machine - Project ReportDocument71 pagesWelding Machine - Project ReportTanvi Khurana65% (20)
- SHAHBAZ AHMAD-Mechanical Engineer: PEC: MECH/ 35518 D.O.B: 20 July, 1995Document2 pagesSHAHBAZ AHMAD-Mechanical Engineer: PEC: MECH/ 35518 D.O.B: 20 July, 1995ShahbazNo ratings yet
- Mech - Draftsman CVDocument5 pagesMech - Draftsman CVJIMSHAD MNo ratings yet
- DESCON Internship ReportDocument53 pagesDESCON Internship ReportTanzeel Ur Rehman100% (1)
- A Project Submitted in Partial Fulfilment of The Requirement For The Awards ofDocument36 pagesA Project Submitted in Partial Fulfilment of The Requirement For The Awards ofHari ArtsNo ratings yet
- Visveswaraiah Technological University: V Aim IndustriesDocument15 pagesVisveswaraiah Technological University: V Aim IndustriesChethan KumarNo ratings yet
- Summary of Experience: MD Aamir ShahnawazDocument4 pagesSummary of Experience: MD Aamir ShahnawazEr Md AamirNo ratings yet
- Design Report PayaDocument11 pagesDesign Report PayaSabir AliNo ratings yet
- TrainingDocument21 pagesTrainingumang panchalNo ratings yet
- Robot WeldingDocument25 pagesRobot WeldingAmit Rajguru75% (8)
- PROJECT (2021) Phase 1Document65 pagesPROJECT (2021) Phase 120115054 HICET STUDENT AIMLNo ratings yet
- Adobe Scan 16 Jun 2023Document4 pagesAdobe Scan 16 Jun 2023Shaikh ImranNo ratings yet
- Revised Detail Engineering Assessment Report of Six Storied Connecting BuildingDocument42 pagesRevised Detail Engineering Assessment Report of Six Storied Connecting Buildingzakaria200811060No ratings yet
- Staad G+5 BuildingDocument109 pagesStaad G+5 BuildingAnonymous avI29y100% (3)
- Summer Training ReportDocument28 pagesSummer Training ReportGarvit MidhaNo ratings yet
- "Automatic Paper Punching Machine With Cam MachansmDocument31 pages"Automatic Paper Punching Machine With Cam Machansmsourabh palNo ratings yet
- CV-Ali Zaidi - Department Lead - Civil & Structures (14 Yrs Experience) - Jan 2021Document6 pagesCV-Ali Zaidi - Department Lead - Civil & Structures (14 Yrs Experience) - Jan 2021smazNo ratings yet
- Fabrication Work For The Construction of Chenab Bridge Part IDocument2 pagesFabrication Work For The Construction of Chenab Bridge Part IIndra Mishra100% (2)
- 4.abrasive Belt GrinderDocument63 pages4.abrasive Belt GrinderIyappan Alagappan67% (15)
- Tank Cover MakingDocument27 pagesTank Cover MakingAmaljithNo ratings yet
- FinalDocument322 pagesFinalvardhangargNo ratings yet
- CV 01Document4 pagesCV 01mohd parvezNo ratings yet
- CV - Vishal SharmaDocument5 pagesCV - Vishal SharmaVISHAL SHARMANo ratings yet
- Sahil ApmDocument13 pagesSahil ApmVaibhav KokitkarNo ratings yet
- Application of Prestressed ConcreteDocument17 pagesApplication of Prestressed ConcreteSiddesh NaikNo ratings yet
- Training Report On Construction of Auditorium Building at S.P. College M. A. Road SrinagarDocument19 pagesTraining Report On Construction of Auditorium Building at S.P. College M. A. Road SrinagarAamir YatooNo ratings yet
- DBR - GeneralDocument26 pagesDBR - GeneralSuresh BabuNo ratings yet
- S.O.R. Bridge WorksDocument48 pagesS.O.R. Bridge WorksUmar KarimiNo ratings yet
- Kamlesh Yadav: Mobile: +91 / +918004349017Document3 pagesKamlesh Yadav: Mobile: +91 / +918004349017kamleshyadavmoneyNo ratings yet
- Mini Belt Grindetr MachineDocument22 pagesMini Belt Grindetr MachineBujarampet Divya50% (2)
- Structral Engineer - Mihir Joshi ResumeDocument5 pagesStructral Engineer - Mihir Joshi ResumeMRJMRJ1No ratings yet
- Production - Technology Lab Manual 181903Document29 pagesProduction - Technology Lab Manual 181903jhpatelNo ratings yet
- Fabrication of Abrasive Belt Grinder: Diploma in Mechanical EngineeringDocument35 pagesFabrication of Abrasive Belt Grinder: Diploma in Mechanical Engineering216 AkshayNo ratings yet
- CV 1Document3 pagesCV 1mohd parvezNo ratings yet
- 16 Scroll Saw 2017Document49 pages16 Scroll Saw 2017chockalingam athilingam100% (1)
- InternshipReport Final PDFDocument114 pagesInternshipReport Final PDFAshaari Cha-eNo ratings yet
- Post Tensioning in Building StructuresDocument84 pagesPost Tensioning in Building StructuresSree NivasNo ratings yet
- Model Zeroth Review PPT PhotoDocument14 pagesModel Zeroth Review PPT PhotoLovely Mohan0% (1)
- Drilling Machine ProjectDocument18 pagesDrilling Machine ProjectVikas SalveNo ratings yet
- Training Report On Construction of Auditorium Building at S.P. College M. A. Road SrinagarDocument18 pagesTraining Report On Construction of Auditorium Building at S.P. College M. A. Road SrinagarAamir YatooNo ratings yet
- Mudhra Presentation PDFDocument27 pagesMudhra Presentation PDFsk2689No ratings yet
- Brindavan College of Engineering: Visvesvaraya Technological UniversityDocument20 pagesBrindavan College of Engineering: Visvesvaraya Technological UniversityFaizan muhammedNo ratings yet
- I Girder Prestressing Methodology DRNDocument11 pagesI Girder Prestressing Methodology DRNAkarsh KorishettarNo ratings yet
- MFP Unit Iv Univ QaDocument20 pagesMFP Unit Iv Univ QaMechanicalNo ratings yet
- Reliability Analysis of Broaching MachineDocument34 pagesReliability Analysis of Broaching MachineSangram Kharade IINo ratings yet
- Mining Engineer Recruitment India - Sample CV2Document3 pagesMining Engineer Recruitment India - Sample CV2ArnabNo ratings yet
- Stress Analysis of Mast Structure For Water-Well Drilling MachineDocument8 pagesStress Analysis of Mast Structure For Water-Well Drilling MachineBruno Santos100% (1)
- Fabrication of Mini Hydraulic Zig Zag Bending Machine. (Report)Document55 pagesFabrication of Mini Hydraulic Zig Zag Bending Machine. (Report)mkkfakes100% (1)
- Structural Steel Design For Steel Intensive Structure by Dnyaneshwar Gawai and GroupDocument35 pagesStructural Steel Design For Steel Intensive Structure by Dnyaneshwar Gawai and GroupDnyaneshwar Gawai100% (1)
- Minor Project121055Document28 pagesMinor Project121055ArvindPathakNo ratings yet
- Task 4Document7 pagesTask 4oyetunde ridwanNo ratings yet
- Scutarus Schiavo M. - 07 JUL 2023 IssuedDocument1 pageScutarus Schiavo M. - 07 JUL 2023 Issuedrajit kumarNo ratings yet
- Engineering Apparatus Instructions: R.C. Niss 2009Document3 pagesEngineering Apparatus Instructions: R.C. Niss 2009rajit kumarNo ratings yet
- Adobe Scan 10-Apr-2023-3Document1 pageAdobe Scan 10-Apr-2023-3rajit kumarNo ratings yet
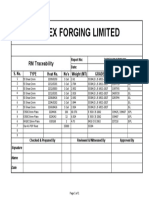
- RM TracebilityDocument1 pageRM Tracebilityrajit kumarNo ratings yet
- Signature Not VerifiedDocument1 pageSignature Not Verifiedrajit kumarNo ratings yet
- Scutarus Schiavo M. - 07 JUL 2023 IssuedDocument1 pageScutarus Schiavo M. - 07 JUL 2023 Issuedrajit kumarNo ratings yet
- Scutarus Schiavo M. - 07 JUL 2023 IssuedDocument1 pageScutarus Schiavo M. - 07 JUL 2023 Issuedrajit kumarNo ratings yet
- 000 000 447 904 - 001 - 00Document1 page000 000 447 904 - 001 - 00rajit kumarNo ratings yet
- Adobe Scan 10-Apr-2023-2Document1 pageAdobe Scan 10-Apr-2023-2rajit kumarNo ratings yet
- 01 Tuojh 2021 Ls 30 Twu 2021 RD : (01 January 2021 To 30 June 2021.)Document268 pages01 Tuojh 2021 Ls 30 Twu 2021 RD : (01 January 2021 To 30 June 2021.)ManojNo ratings yet
- C-9202 Rev.3 - Corrected - 08.09.20Document29 pagesC-9202 Rev.3 - Corrected - 08.09.20rajit kumarNo ratings yet
- Inspection and Maintenance of Steel girders-IRICEN PDFDocument351 pagesInspection and Maintenance of Steel girders-IRICEN PDFANOOP AGRAWALNo ratings yet
- Ind Nifty PseDocument2 pagesInd Nifty Pserajit kumarNo ratings yet
- Irs B1 2001Document51 pagesIrs B1 2001ghaghra bridge100% (9)
- Job Summary About The Business & Position Overview: Company NameDocument3 pagesJob Summary About The Business & Position Overview: Company Namerajit kumarNo ratings yet
- STR PART A FinalDocument9 pagesSTR PART A Finalrajit kumarNo ratings yet
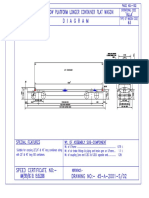
- Container WagonDocument4 pagesContainer Wagonrajit kumarNo ratings yet
- Revised Wagon Maintenance ManualDocument604 pagesRevised Wagon Maintenance Manualarun1389% (9)
- ChecklistDocument12 pagesChecklistrajit kumarNo ratings yet
- Quality ManualDocument22 pagesQuality ManualRajeeb MohammedNo ratings yet
- Fabrication IRSB1CorrecteduptoACS 11Document59 pagesFabrication IRSB1CorrecteduptoACS 11SelvamChidambaramNo ratings yet
- Jws Login Procedure-Pki Based SecurityDocument4 pagesJws Login Procedure-Pki Based Securityrajit kumarNo ratings yet
- Research Designs & Standards Organization: 1.0 Amendment HistoryDocument8 pagesResearch Designs & Standards Organization: 1.0 Amendment Historynvnrajesh123No ratings yet
- WPS & PQRDocument13 pagesWPS & PQRrajit kumarNo ratings yet
- Outsourced ProcessedDocument1 pageOutsourced Processedrajit kumarNo ratings yet
- Outsourced Records FormatDocument4 pagesOutsourced Records Formatrajit kumarNo ratings yet
- Painting DPR PDFDocument2 pagesPainting DPR PDFNityaprakash NayakNo ratings yet
- Meet Minitab 14Document138 pagesMeet Minitab 14damirzeNo ratings yet
- Qualification PersonnelsDocument1 pageQualification Personnelsrajit kumarNo ratings yet
- CH 7b - Shift InstructionsDocument20 pagesCH 7b - Shift Instructionsapi-237335979100% (1)
- Math10 q2 Week1 Module1 Polynomial-Functions For-ReproductionDocument32 pagesMath10 q2 Week1 Module1 Polynomial-Functions For-ReproductionChaz grant borromeo89% (9)
- XDocument2 pagesXSophiaFrancescaEspinosaNo ratings yet
- Management Information SystemDocument65 pagesManagement Information SystemMuhammad FaizanNo ratings yet
- Case Study 6Document6 pagesCase Study 6Shaikh BilalNo ratings yet
- Muetd - Session 3 - 2022 - 030716-08-1238 2Document1 pageMuetd - Session 3 - 2022 - 030716-08-1238 2Laila HaliliNo ratings yet
- Question Bank For MDocument22 pagesQuestion Bank For MchinnnababuNo ratings yet
- COT RPMS Rating Sheet For T I III For SY 2021 2022 JhanzDocument2 pagesCOT RPMS Rating Sheet For T I III For SY 2021 2022 Jhanzjhancelle golosindaNo ratings yet
- CRC Ace Far 1ST PBDocument9 pagesCRC Ace Far 1ST PBJohn Philip Castro100% (1)
- Mad-Lib ExerciseDocument2 pagesMad-Lib Exercisejbk23100% (2)
- Autodesk 2016 Product Keys 1Document3 pagesAutodesk 2016 Product Keys 1EfrEn QuingAtuñaNo ratings yet
- Models For Location SelectionDocument13 pagesModels For Location SelectionSajal ChakarvartyNo ratings yet
- FSED 1F Application Form FSEC For Building Permit Rev02Document2 pagesFSED 1F Application Form FSEC For Building Permit Rev02Angelito RegulacionNo ratings yet
- P22Document9 pagesP22Aastha JainNo ratings yet
- Unit-I Introduction To Compilers: CS6660-Compiler Design Department of CSE &IT 2016-2017Document95 pagesUnit-I Introduction To Compilers: CS6660-Compiler Design Department of CSE &IT 2016-2017amdevaNo ratings yet
- QQQQ PDFDocument484 pagesQQQQ PDFSagor Saha100% (1)
- H-Beam Catalogue JindalDocument4 pagesH-Beam Catalogue JindalVikram DalalNo ratings yet
- Survey-Questionnaire For The Study "Factors Affecting The Level of Comprehension in English of Grade 3 Students School Year 2021-2023"Document13 pagesSurvey-Questionnaire For The Study "Factors Affecting The Level of Comprehension in English of Grade 3 Students School Year 2021-2023"Rosalinda SamongNo ratings yet
- Design and Analysis Aircraft Nose and Nose Landing Gear PDFDocument8 pagesDesign and Analysis Aircraft Nose and Nose Landing Gear PDFTarik Hassan ElsonniNo ratings yet
- Physiology 102Document5 pagesPhysiology 102Javed AkhlaqNo ratings yet
- Voting BehaviorDocument23 pagesVoting BehaviorWela Paing FallitangNo ratings yet
- NMRDocument135 pagesNMRKhan Sameer100% (1)
- Real Estate License AgreementDocument2 pagesReal Estate License AgreementRocketLawyerNo ratings yet
- 3.3 Cell MembraneDocument19 pages3.3 Cell MembraneHanaa WazzanNo ratings yet
- M.S Engineering (Aerospace) Application Form: For Office UseDocument4 pagesM.S Engineering (Aerospace) Application Form: For Office Useshashasha123No ratings yet
- Stats 2B03 Test #1 (Version 4) October 26th, 2009Document7 pagesStats 2B03 Test #1 (Version 4) October 26th, 2009examkillerNo ratings yet
- Forward Planning DocumentDocument24 pagesForward Planning Documentapi-396981495No ratings yet
- Maintenance of Building ComponentsDocument4 pagesMaintenance of Building ComponentsIZIMBANo ratings yet
- Total Spanish Course: Learn Spanish With The Michel Thomas Method: Beginner Spanish Audio Course - Michel ThomasDocument5 pagesTotal Spanish Course: Learn Spanish With The Michel Thomas Method: Beginner Spanish Audio Course - Michel Thomasguhofyki0% (1)