You might also like
- Actuators: Version 2 EE IIT, Kharagpur 1Document29 pagesActuators: Version 2 EE IIT, Kharagpur 1Khaled MahranNo ratings yet
- Control ValvesDocument11 pagesControl Valvespranjal priyeNo ratings yet
- Control Valves: Types, Characteristics and EffectivenessDocument11 pagesControl Valves: Types, Characteristics and EffectivenessHitesh MittalNo ratings yet
- Control ValveDocument11 pagesControl Valve700rcchNo ratings yet
- Module 3Document30 pagesModule 3Sk.Abdul NaveedNo ratings yet
- Oilgear CartridgeDocument12 pagesOilgear Cartridgesuresh muthuramanNo ratings yet
- 7 - Control Valve CharacteristicsDocument11 pages7 - Control Valve CharacteristicsAhmed ShahabiNo ratings yet
- Control Components in Hydraulic SystemDocument27 pagesControl Components in Hydraulic Systemyuvaraja sNo ratings yet
- 1.1.1 Functions of Flow-Control ValvesDocument24 pages1.1.1 Functions of Flow-Control Valvesatashi baran mohantyNo ratings yet
- Characteristics of Control ValveDocument9 pagesCharacteristics of Control ValvecomodusNo ratings yet
- 15th Int. AMME Conference Split Spool Flow Divider AnalysisDocument13 pages15th Int. AMME Conference Split Spool Flow Divider AnalysisRichard SchmidtNo ratings yet
- CapgeminiDocument21 pagesCapgeminiDinesh KumarNo ratings yet
- Control Components in Hydraulic System: Valves"Document15 pagesControl Components in Hydraulic System: Valves"Pankaj Kumar ChauhanNo ratings yet
- Assignment No 3 IHPDocument6 pagesAssignment No 3 IHPJaid KhanNo ratings yet
- SpiraxSarco-B6-Control Hardware Electric Pneumatic ActuationDocument112 pagesSpiraxSarco-B6-Control Hardware Electric Pneumatic Actuationdanenic100% (1)
- ME 434 Basic Hydraulic and Pneumatic Systems QuizDocument36 pagesME 434 Basic Hydraulic and Pneumatic Systems Quizsalem bahsanNo ratings yet
- Control ValveDocument98 pagesControl ValveUtku KepcenNo ratings yet
- Hydraulic ValvesDocument19 pagesHydraulic ValvesRahul SinghNo ratings yet
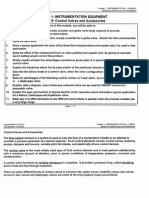
- Chapter 1: Instrumentation Equipment MODULE 8: Control Valves and AccessoriesDocument39 pagesChapter 1: Instrumentation Equipment MODULE 8: Control Valves and AccessoriesSibabrata ChoudhuryNo ratings yet
- Control Valves and AccessoriesDocument39 pagesControl Valves and Accessoriesitsurturn000No ratings yet
- Control Valves: Block 6 Control Hardware: Electric/Pneumatic ActuationDocument112 pagesControl Valves: Block 6 Control Hardware: Electric/Pneumatic ActuationSumedha ChathurangaNo ratings yet
- Kolej Kemahiran Tinggi MARA Lenggong, Perak: Tutorial SheetDocument6 pagesKolej Kemahiran Tinggi MARA Lenggong, Perak: Tutorial SheetHAJAR KHALIDNo ratings yet
- Control Valves in Process PlantDocument8 pagesControl Valves in Process Plantmukramah.yusufNo ratings yet
- Control Valave TrainerDocument5 pagesControl Valave TrainerHitesh MehtaNo ratings yet
- Guidelines For Selecting The Proper Valve CharacteristicDocument6 pagesGuidelines For Selecting The Proper Valve CharacteristicIamPedroNo ratings yet
- Introduction To Valve ElectricDocument16 pagesIntroduction To Valve ElectricNguyễn Dương Anh NgọcNo ratings yet
- Control Valve CharacteristicsDocument16 pagesControl Valve Characteristicsdivyansh kashyapNo ratings yet
- Chapter 4Document46 pagesChapter 4Thành CôngNo ratings yet
- REPORTpp 1Document16 pagesREPORTpp 1gajulavamshikrishna02No ratings yet
- Size Control Valves For Lab-Scale Laminar Flow: Fluids and Solids HandlingDocument5 pagesSize Control Valves For Lab-Scale Laminar Flow: Fluids and Solids HandlingNattapong PongbootNo ratings yet
- Size Control Valves For Lab-Scale Laminar Flow: Fluids and Solids HandlingDocument5 pagesSize Control Valves For Lab-Scale Laminar Flow: Fluids and Solids HandlingNattapong PongbootNo ratings yet
- Fluid Power Valves GuideDocument35 pagesFluid Power Valves GuidePink FloydaNo ratings yet
- Control Components in Hydraulic SystemDocument68 pagesControl Components in Hydraulic SystemYashwanth Mg100% (1)
- ControlValveCharacteristics HTMLDocument14 pagesControlValveCharacteristics HTMLempanadaNo ratings yet
- TT US PODirectionalDocument8 pagesTT US PODirectionalxxshNo ratings yet
- Control Valves Interview QuestionsDocument7 pagesControl Valves Interview QuestionsDerbel WalidNo ratings yet
- About Control ValvesDocument17 pagesAbout Control ValvesSaurabh BarangeNo ratings yet
- Control Valve Characteristics StudyDocument19 pagesControl Valve Characteristics StudydhruvNo ratings yet
- Flow Contrl ValveDocument10 pagesFlow Contrl ValvePremangshu SahaNo ratings yet
- Control Valve Characteristics ReportDocument10 pagesControl Valve Characteristics ReportHimanshu JatNo ratings yet
- Control Valve Characteristics - International Site For Spirax SarcoDocument19 pagesControl Valve Characteristics - International Site For Spirax SarcoRujisak MuangsongNo ratings yet
- Unit 3 Control Components in Hydraulic SystemDocument16 pagesUnit 3 Control Components in Hydraulic SystemAbhishek KumbalurNo ratings yet
- Valve ModelingDocument10 pagesValve ModelingmsNo ratings yet
- ChE 404-Chapter 08Document38 pagesChE 404-Chapter 08aliNo ratings yet
- DesignRules For HighDampingDocument8 pagesDesignRules For HighDampingRajesh MalikNo ratings yet
- High Precision Control For Hydraulic CylinderDocument13 pagesHigh Precision Control For Hydraulic Cylindervito marzullo ErtNo ratings yet
- GAPS Guidelines: Water Measurement Using Two Inch (50 MM) Drain TestsDocument5 pagesGAPS Guidelines: Water Measurement Using Two Inch (50 MM) Drain Testsasad khanNo ratings yet
- Control Valve Selection For Hydraulic SystemsDocument7 pagesControl Valve Selection For Hydraulic SystemszodedNo ratings yet
- Cylinders in Series: Essential To ChooseDocument28 pagesCylinders in Series: Essential To ChooseWondatir GoshimNo ratings yet
- Droplet Size and Spray Pattern Characteristics of An Electronic Flow Controller For Spray NozzlesDocument19 pagesDroplet Size and Spray Pattern Characteristics of An Electronic Flow Controller For Spray Nozzlesrobert.cesarNo ratings yet
- Control Valve Question and Answer - 2Document13 pagesControl Valve Question and Answer - 2TATA STEELNo ratings yet
- ABS Valve Flow CharacteristicsDocument6 pagesABS Valve Flow CharacteristicsNyoman RakaNo ratings yet
- Control ValveDocument102 pagesControl ValveAnil Bag100% (2)
- Chapter2 Hydraulics Control in Machine ToolsDocument67 pagesChapter2 Hydraulics Control in Machine ToolsBasha KumeraNo ratings yet
- Lab 4Document15 pagesLab 4Madhumita KumarNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Prevention of Actuator Emissions in the Oil and Gas IndustryFrom EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNo ratings yet
- Flapper NozzleDocument12 pagesFlapper Nozzlesrikar_tpl100% (1)
- Actuators: Version 2 EE IIT, Kharagpur 1Document30 pagesActuators: Version 2 EE IIT, Kharagpur 1Khaled MahranNo ratings yet
- Actuators: Version 2 EE IIT, Kharagpur 1Document30 pagesActuators: Version 2 EE IIT, Kharagpur 1Khaled MahranNo ratings yet
- Actuators: Version 2 EE IIT, Kharagpur 1Document34 pagesActuators: Version 2 EE IIT, Kharagpur 1Khaled MahranNo ratings yet
- Industrial Hydraulic CircuitsDocument16 pagesIndustrial Hydraulic CircuitskingkakingNo ratings yet
- Flapper NozzleDocument12 pagesFlapper Nozzlesrikar_tpl100% (1)
- Training Basic HydraulicsDocument50 pagesTraining Basic Hydraulicssalicurri88% (8)
- Dokumen - Tips - Tech ss80v Manual 05 CarburettorDocument12 pagesDokumen - Tips - Tech ss80v Manual 05 CarburettorKhaled MahranNo ratings yet
- L-27 (SM) (Ia&c) ( (Ee) Nptel)Document16 pagesL-27 (SM) (Ia&c) ( (Ee) Nptel)Reuben Seno TseyNo ratings yet
- 5040 A Product Spec Sheet 2011Document2 pages5040 A Product Spec Sheet 2011Khaled MahranNo ratings yet
- Hydraulic and Pneumatic SystemsDocument47 pagesHydraulic and Pneumatic SystemsnuncafalhaNo ratings yet
- Handbook of Hydraulics For The Solution of Hydraulic Engineering ProblemsDocument7 pagesHandbook of Hydraulics For The Solution of Hydraulic Engineering ProblemsKhaled MahranNo ratings yet
- Handbook of Hydraulics For The Solution of Hydraulic Engineering ProblemsDocument6 pagesHandbook of Hydraulics For The Solution of Hydraulic Engineering ProblemsKhaled MahranNo ratings yet
- Hydraulic SystemsDocument63 pagesHydraulic SystemsBhaskar ReddyNo ratings yet
- 01 Introduction To Industrial Automation and ControlDocument18 pages01 Introduction To Industrial Automation and ControlPallavi SinglaNo ratings yet
- Handbook of Hydraulics For The Solution of Hydraulic Engineering ProblemsDocument6 pagesHandbook of Hydraulics For The Solution of Hydraulic Engineering ProblemsKhaled MahranNo ratings yet
- Handbook of Hydraulics For The Solution of Hydraulic Engineering ProblemsDocument6 pagesHandbook of Hydraulics For The Solution of Hydraulic Engineering ProblemsKhaled MahranNo ratings yet
- Flow Control Valves: Figure 4A.1 Symbol For Flow Control Valves One Way Flow Control ValveDocument4 pagesFlow Control Valves: Figure 4A.1 Symbol For Flow Control Valves One Way Flow Control ValveKhaled MahranNo ratings yet
- High PressureDocument1 pageHigh PressureKhaled MahranNo ratings yet
- BB831 Xa01xen E1Document75 pagesBB831 Xa01xen E1Khaled Mahran100% (1)
- Hydraulic and Pneumatic SystemsDocument47 pagesHydraulic and Pneumatic SystemsnuncafalhaNo ratings yet
- Training Tail Lift Technology Mod 4 Signs & Symbols enDocument19 pagesTraining Tail Lift Technology Mod 4 Signs & Symbols enArmin PatelNo ratings yet
- Eisenhower's Productivity Matrix: Prioritize TasksDocument1 pageEisenhower's Productivity Matrix: Prioritize TasksKhaled MahranNo ratings yet
- TT Hydraulic System Care and MaintenanceDocument2 pagesTT Hydraulic System Care and MaintenanceMariglen KurtiNo ratings yet
- Basic Hydraulic Systems and ComponentsDocument67 pagesBasic Hydraulic Systems and Componentsnareshkumaran100% (8)
- Design and Development of Pneumatic Lab Activities For A Course On Fluid PowerDocument35 pagesDesign and Development of Pneumatic Lab Activities For A Course On Fluid PowerKhaled MahranNo ratings yet
- Basic Hydraulics: 17 June 2015 1Document69 pagesBasic Hydraulics: 17 June 2015 1Khaled MahranNo ratings yet
- Koomey S S Manual PDFDocument95 pagesKoomey S S Manual PDFThomas Irwin Dsouza100% (5)
- Bft60a Bfw60a Eu WebDocument618 pagesBft60a Bfw60a Eu WebvixentdNo ratings yet
- Data Sheet Firemiks FM 4000 GP F Aut 2016-11-14Document3 pagesData Sheet Firemiks FM 4000 GP F Aut 2016-11-14muthuvelaaNo ratings yet
- Control Refrigeration Systems with Digital InputDocument5 pagesControl Refrigeration Systems with Digital InputRichard BakerNo ratings yet
- Volvo Penta 3.0 GS, 4.3 GL-GS-Gi, 5.0 GL-Gi, 5.7 GS-GSi, 7.4 Gi-GSi, 8.2 GSi Sez.7Document33 pagesVolvo Penta 3.0 GS, 4.3 GL-GS-Gi, 5.0 GL-Gi, 5.7 GS-GSi, 7.4 Gi-GSi, 8.2 GSi Sez.7Luciano LiuzziNo ratings yet
- Ultra Quiet Oil-Free Air Compressor ManualDocument16 pagesUltra Quiet Oil-Free Air Compressor Manualmmeneses07No ratings yet
- Skid E Mit AGB PDFDocument37 pagesSkid E Mit AGB PDFForum PompieriiNo ratings yet
- Section 1. Manual - Balanced Pressure Proportioning Pump Skid .Document36 pagesSection 1. Manual - Balanced Pressure Proportioning Pump Skid .Wilmar EstepaNo ratings yet
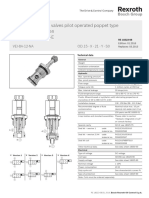
- Od15x21ys0 Vei 8a 12 Na PoppetDocument4 pagesOd15x21ys0 Vei 8a 12 Na PoppetGabrielNo ratings yet
- Brochure Aqualift F XL 01Document8 pagesBrochure Aqualift F XL 01sagarNo ratings yet
- 1 SS Ci 004Document26 pages1 SS Ci 004chells.sakthiNo ratings yet
- NP 5223 SLR1 PDFDocument246 pagesNP 5223 SLR1 PDFJuan Emanuel VenturelliNo ratings yet
- Pinnacle-Manual Apr2016 Web2Document179 pagesPinnacle-Manual Apr2016 Web2Ruben Dario Cortez GarciaNo ratings yet
- GIKDocument2 pagesGIKDoss MartinNo ratings yet
- Kenr8379kenr8379-03 SisDocument6 pagesKenr8379kenr8379-03 SisqwureyquweryNo ratings yet
- PAAE263027 Manual enDocument472 pagesPAAE263027 Manual enGanapathi SankarNo ratings yet
- Odour Scrubber Equipment DesignDocument12 pagesOdour Scrubber Equipment DesignSaleem BaigNo ratings yet
- X IomDocument28 pagesX IomMoustafa HelmyNo ratings yet
- Instrument Air Design GuideDocument39 pagesInstrument Air Design Guidesapu11jagat5855No ratings yet
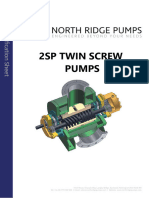
- 2SP Series Twin Screw Pump EnglishDocument17 pages2SP Series Twin Screw Pump EnglishDurrani SonsNo ratings yet
- GPK2 PN 500: 2-Way High Pressure Ball ValvesDocument4 pagesGPK2 PN 500: 2-Way High Pressure Ball ValvesRolando Jara YoungNo ratings yet
- General Notes:: LegendsDocument1 pageGeneral Notes:: LegendsajindesignjoshualopezNo ratings yet
- Holland XL Ar452 Users Manual 565370Document8 pagesHolland XL Ar452 Users Manual 565370Angel FraustoNo ratings yet
- 4472-2V-EP Operacion Ingles PDFDocument125 pages4472-2V-EP Operacion Ingles PDFLeonel Losada CardozoNo ratings yet
- Avamo Broschuere EN-2019-11Document12 pagesAvamo Broschuere EN-2019-11Aman Meidanloo0% (1)
- En 12186gas Pressure Regulating Stations For Transmission and Distribution - Functional RequirementsDocument26 pagesEn 12186gas Pressure Regulating Stations For Transmission and Distribution - Functional RequirementsMartijn Groot100% (7)
- Hydraulic and Pneumatic SystemsDocument69 pagesHydraulic and Pneumatic SystemsRAMAR MNo ratings yet
- Gas-Lift Workshop Technical Presentations ReviewDocument23 pagesGas-Lift Workshop Technical Presentations ReviewsatyendraNo ratings yet
- Mostly Asked Questions in Interview With Thermal Power PlantDocument43 pagesMostly Asked Questions in Interview With Thermal Power PlantWwNo ratings yet
- Citizen's Charter: Bharat Petroleum Corporation Limited अक्टूबि 2014 October 2014Document57 pagesCitizen's Charter: Bharat Petroleum Corporation Limited अक्टूबि 2014 October 2014Murtaza ShaikhNo ratings yet
- Lincoln P203Document88 pagesLincoln P203ANo ratings yet