You might also like
- 3D Concrete Printing Technology: Construction and Building ApplicationsFrom Everand3D Concrete Printing Technology: Construction and Building ApplicationsNo ratings yet
- Capital Modular XC Functional 251109Document73 pagesCapital Modular XC Functional 251109Olimpiu Stoicuta100% (3)
- M.tech ThesisDocument58 pagesM.tech ThesisSudeesh Patel100% (1)
- Technical Seminar Report On Extended RealityDocument30 pagesTechnical Seminar Report On Extended Reality1HK17CS102 NEHA MITTAL100% (4)
- Cable Stay Bridge Design PDFDocument38 pagesCable Stay Bridge Design PDFAnonymous DEzGgC0knNo ratings yet
- Mini Project Front Page (Repaired)Document15 pagesMini Project Front Page (Repaired)Relangi SrinivasNo ratings yet
- Workshop (03W 2205)Document152 pagesWorkshop (03W 2205)Евгений Губарев0% (2)
- FF Natops Mirage IIIDocument38 pagesFF Natops Mirage IIIgiuliva67100% (2)
- Eclectic IqDocument17 pagesEclectic IqriyanNo ratings yet
- APES March 2016 Quick-Study CardDocument2 pagesAPES March 2016 Quick-Study CardSami Ullah Khan NiaziNo ratings yet
- Protege Transmission RebuildDocument29 pagesProtege Transmission RebuildBrody RivestNo ratings yet
- Final Report 11385 May2012Document66 pagesFinal Report 11385 May2012Mohmmad BreakNo ratings yet
- Dayananda Sagar University School of EngineeringDocument9 pagesDayananda Sagar University School of EngineeringMohd AbbasNo ratings yet
- Time Series Analysis of Rainfall Runoff Using Fuzzy LogicDocument46 pagesTime Series Analysis of Rainfall Runoff Using Fuzzy LogicAkshay K SharmaNo ratings yet
- CVR Jour No.11Document112 pagesCVR Jour No.11vempadareddyNo ratings yet
- CV - Muhammed Hasnain Kabir NayeemDocument3 pagesCV - Muhammed Hasnain Kabir NayeemMuhammed NayeemNo ratings yet
- Geotechnical Report for University of Veterinary SciencesDocument108 pagesGeotechnical Report for University of Veterinary SciencesRawid KhanNo ratings yet
- INDUSTRY SPECIFIC PROJECTDocument22 pagesINDUSTRY SPECIFIC PROJECTArshik MitraNo ratings yet
- Finalversion PDFDocument89 pagesFinalversion PDFBhaskar SharmaNo ratings yet
- "Stability of High Rise Buildings": Bachelor of Technology in Civil EngineeringDocument13 pages"Stability of High Rise Buildings": Bachelor of Technology in Civil EngineeringSudhanshu PatelNo ratings yet
- Devyani's ResearchDocument3 pagesDevyani's ResearchshahrukhzkNo ratings yet
- An Efficient Algorithm For Classification of Deluge Time Series DataDocument37 pagesAn Efficient Algorithm For Classification of Deluge Time Series DataVijendhar ReddyNo ratings yet
- Mode I Fracture Behavior of E-Glass Jute Epoxy Hybrid CompositeDocument54 pagesMode I Fracture Behavior of E-Glass Jute Epoxy Hybrid CompositeDevaraj DNo ratings yet
- Amt Project JustifyDocument21 pagesAmt Project JustifyHamza AliNo ratings yet
- Internship Report on Materials Testing and ConstructionDocument36 pagesInternship Report on Materials Testing and ConstructionKlien ParkerNo ratings yet
- Final Thesis SukanyaDocument43 pagesFinal Thesis SukanyaSukanya DubeyNo ratings yet
- Design, Build and Test Small Scale Liquid Rocket EngineDocument67 pagesDesign, Build and Test Small Scale Liquid Rocket EngineS DMNo ratings yet
- Name: Sattena Vinay: CareerDocument4 pagesName: Sattena Vinay: Careervinay sathenaNo ratings yet
- SOHAM DAS CFD reportDocument22 pagesSOHAM DAS CFD reportArshik MitraNo ratings yet
- Study of The Behaviour of Setting Time of Ready-Mix Concrete With Use of Retarding AdmixtureDocument64 pagesStudy of The Behaviour of Setting Time of Ready-Mix Concrete With Use of Retarding AdmixturePooja AlahakoonNo ratings yet
- Finite Element Analysis of Interfering Strip FootingsDocument67 pagesFinite Element Analysis of Interfering Strip FootingslohitsnNo ratings yet
- Ayush Walke Micro Project - NON-DESTRUCTIVE TESTDocument23 pagesAyush Walke Micro Project - NON-DESTRUCTIVE TESTYash ChahandeNo ratings yet
- Co-EFFICIENT OF FRICTION THROUGH PIPELINE PROJECT REPORTDocument19 pagesCo-EFFICIENT OF FRICTION THROUGH PIPELINE PROJECT REPORTDafQa creationsNo ratings yet
- PG ProjectDocument38 pagesPG ProjectRajNo ratings yet
- Evaluation of Airport Runway Pavements in Relation To Increasing Air Travel Demand in BangladeshDocument178 pagesEvaluation of Airport Runway Pavements in Relation To Increasing Air Travel Demand in BangladeshMercury LTNo ratings yet
- Rsfec Project Report - FinalDocument81 pagesRsfec Project Report - FinalBhararth MjNo ratings yet
- Vaayusastra internship reportDocument73 pagesVaayusastra internship reportVIJAY SPNo ratings yet
- E-Waste Thesis Final Version - Ganesh SinghDocument99 pagesE-Waste Thesis Final Version - Ganesh Singhsunny101No ratings yet
- g4 - Stress Analysis of Operating Gas Pipeline Installed by HorizontalDocument144 pagesg4 - Stress Analysis of Operating Gas Pipeline Installed by HorizontalDevin DickenNo ratings yet
- Certified Piping Engineer Seeks Stress Engineer RoleDocument3 pagesCertified Piping Engineer Seeks Stress Engineer RoledineshsirasatNo ratings yet
- Prathyusha ReportDocument59 pagesPrathyusha ReportkarthikNo ratings yet
- Nagaraju Doc327Document14 pagesNagaraju Doc327Siva Prasad PasupuletiNo ratings yet
- VTU Project Report Six Leg Vehicle AgricultureDocument3 pagesVTU Project Report Six Leg Vehicle AgriculturePrajwal NayakNo ratings yet
- Curriculam Vitae VenkateshDocument5 pagesCurriculam Vitae Venkateshvenkatesh patelNo ratings yet
- Dharmendra Kumar Chaubey: Chaubey@iitk - Ac.inDocument1 pageDharmendra Kumar Chaubey: Chaubey@iitk - Ac.inSAMSON GLOBALNo ratings yet
- Rocket Motor Head-end Structural AnalysisDocument83 pagesRocket Motor Head-end Structural AnalysisRudra Sai SandeepNo ratings yet
- Final Project WorkDocument61 pagesFinal Project WorkMidhun KvNo ratings yet
- School of Engineering and Technology: Naga Nikhil Kaushik ADocument62 pagesSchool of Engineering and Technology: Naga Nikhil Kaushik APREETHAM M 19BBTCS112No ratings yet
- Deep Space Optical Terminals DesignDocument20 pagesDeep Space Optical Terminals DesignParu RJNo ratings yet
- Deepak CVDocument7 pagesDeepak CVdeepakmitrNo ratings yet
- Report on Seminar on Nano-TechnologyDocument25 pagesReport on Seminar on Nano-TechnologyRahul BirajdarNo ratings yet
- Modeling and Simulation of Frequency Reconfigurable Microstrip Patch Antenna For Wimax ApplicationsDocument54 pagesModeling and Simulation of Frequency Reconfigurable Microstrip Patch Antenna For Wimax Applicationskasi sirishaNo ratings yet
- Comparative Analysis of Manual Strapping Method (MSM) and Electro-Optical Distance Ranging (EODR) Method of Tank CalibrationDocument39 pagesComparative Analysis of Manual Strapping Method (MSM) and Electro-Optical Distance Ranging (EODR) Method of Tank CalibrationShifat UllahNo ratings yet
- WAHAB KHAN OS project ReportDocument19 pagesWAHAB KHAN OS project ReportRaj KamalNo ratings yet
- Rahul Girkar ResumeDocument4 pagesRahul Girkar ResumerahulNo ratings yet
- Variable Cant and Sweep Winglets for Flight PerformanceDocument53 pagesVariable Cant and Sweep Winglets for Flight Performancenarasimhan vamshi CsNo ratings yet
- 33-11KV substation maintenance report by Jbit batch 1Document48 pages33-11KV substation maintenance report by Jbit batch 1jsaivardhan23No ratings yet
- Curriculum Vitae: M.Tech (Struct), Ph.D. Mobile: +91-7807123690Document3 pagesCurriculum Vitae: M.Tech (Struct), Ph.D. Mobile: +91-7807123690Velchuri SairamNo ratings yet
- Slod Project 192014005Document23 pagesSlod Project 192014005C.Rajesh ReddyNo ratings yet
- Theoretical Analysis of Solar Space Heating Using Thermal RegeneratorDocument39 pagesTheoretical Analysis of Solar Space Heating Using Thermal Regeneratorsneha sahuNo ratings yet
- Report of Industrial TrainingDocument37 pagesReport of Industrial TrainingSakthivel Tamilarasan100% (1)
- U19EC072 Internship ReportDocument37 pagesU19EC072 Internship ReportDinesh ChoudharyNo ratings yet
- Last ReportDocument19 pagesLast ReportPratik SaindanePatilNo ratings yet
- Frond End Web DevelopmentDocument38 pagesFrond End Web DevelopmentSakthivel TamilarasanNo ratings yet
- Me16b20m000005 MTech ThesisDocument62 pagesMe16b20m000005 MTech ThesisNikhil GowthamNo ratings yet
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsFrom EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNo ratings yet
- Segment Reporting-As17: Ca. Pankaj AgrwalDocument41 pagesSegment Reporting-As17: Ca. Pankaj AgrwalV ArvindNo ratings yet
- Accounting Standard (As) 17Document35 pagesAccounting Standard (As) 17sunitasutharNo ratings yet
- On ElectrospinningDocument27 pagesOn ElectrospinningV ArvindNo ratings yet
- Report On Simulation of Taylor Cone ProcessDocument39 pagesReport On Simulation of Taylor Cone ProcessV ArvindNo ratings yet
- Fully Automated Grass CutterDocument48 pagesFully Automated Grass CutterV ArvindNo ratings yet
- Cone-Beam Volumetric Imaging in Dental, Oral and Maxillofacial MedicineDocument221 pagesCone-Beam Volumetric Imaging in Dental, Oral and Maxillofacial MedicineOTNo ratings yet
- Banks - No ParticularsDocument12 pagesBanks - No ParticularsCes RiveraNo ratings yet
- Manpower ListDocument1 pageManpower ListrijulNo ratings yet
- Assignment On Satellite Transponder MD Saif H2016124031 Mounesh H2016124024 Department of Electronics and Communication BITS Pilani Hyderabad CampusDocument26 pagesAssignment On Satellite Transponder MD Saif H2016124031 Mounesh H2016124024 Department of Electronics and Communication BITS Pilani Hyderabad CampusMounesh PanchalNo ratings yet
- Oracle® Inventory: Consigned Inventory From Supplier Process Guide Release 12.1Document76 pagesOracle® Inventory: Consigned Inventory From Supplier Process Guide Release 12.1Guillermo ToddNo ratings yet
- Octans 3000 To RTS Gen5Document1 pageOctans 3000 To RTS Gen5Leandro Pereira delfinoNo ratings yet
- Essentials Project Kickoff Agenda Template 2Document3 pagesEssentials Project Kickoff Agenda Template 2Somina MembereNo ratings yet
- Engine Block Manufacturing ProcessDocument5 pagesEngine Block Manufacturing ProcessDavid U. AnyegwuNo ratings yet
- DrawingsDocument5 pagesDrawingsAnton_Young_1962No ratings yet
- Link-Belt Syntron Manual HandlingDocument160 pagesLink-Belt Syntron Manual Handlingjose castillo100% (1)
- Aer504 Lab ManualDocument50 pagesAer504 Lab Manualfloyd617No ratings yet
- AudiDocument42 pagesAudiPokret Socijalista TemerinNo ratings yet
- Spare Parts Manual BASH-CDocument37 pagesSpare Parts Manual BASH-CAmandeep Singh Gujral100% (3)
- GEA31885 TM2500 Brochure PDFDocument8 pagesGEA31885 TM2500 Brochure PDFThanapaet RittirutNo ratings yet
- Original Line Cylinders: BIMBA BIM-PFL-0119 Catalog 2019 - For Technical Assistance: 800-442-4622Document124 pagesOriginal Line Cylinders: BIMBA BIM-PFL-0119 Catalog 2019 - For Technical Assistance: 800-442-4622iqbal chaerulNo ratings yet
- M Tech SDM-Curriculum SyllabiDocument69 pagesM Tech SDM-Curriculum SyllabiDinesh AnbumaniNo ratings yet
- Thermofisher Precision Chiron Circulating Water Baths - Installation and Service Manual - Rev D PDFDocument33 pagesThermofisher Precision Chiron Circulating Water Baths - Installation and Service Manual - Rev D PDFelduNo ratings yet
- Advanced Full Text Search - SENR5359 - SR4B 2generatorsDocument11 pagesAdvanced Full Text Search - SENR5359 - SR4B 2generatorsmbgprsms100% (1)
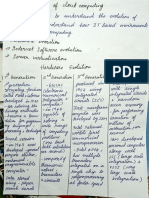
- Evolution of Cloud ComputingDocument3 pagesEvolution of Cloud ComputingVaishnavi ChockalingamNo ratings yet
- Fabric Ducting & Diffusers: Technical DataDocument32 pagesFabric Ducting & Diffusers: Technical DataruwangaroshalNo ratings yet
- Question Bank Unit 4Document4 pagesQuestion Bank Unit 4Omprakash ChandrakarNo ratings yet
- D 850 - 99 - Rdg1mc05oueDocument6 pagesD 850 - 99 - Rdg1mc05oueCasey RybackNo ratings yet
- Specification Jumbo Drill Sandvik DD311D-40EDocument4 pagesSpecification Jumbo Drill Sandvik DD311D-40ENathania Boas E S50% (2)
- Parts Catalog for Canon PowerShot S45 Digital CameraDocument15 pagesParts Catalog for Canon PowerShot S45 Digital CameraMáté BalázsNo ratings yet