You might also like
- API 653 hot tapping tanks guideDocument9 pagesAPI 653 hot tapping tanks guideHanindyo Ardhi100% (1)
- Astm B6-00Document3 pagesAstm B6-00kaminaljuyu100% (1)
- Non-Asbestos Gasket Material Data SheetDocument1 pageNon-Asbestos Gasket Material Data Sheetheena jainNo ratings yet
- BS 6759-1-1984, Safety Valves PDFDocument23 pagesBS 6759-1-1984, Safety Valves PDFS AM100% (1)
- Saint Gobain Valves & Hydrants - FH - DatascheetDocument4 pagesSaint Gobain Valves & Hydrants - FH - DatascheetMohammed sabatinNo ratings yet
- ASTM Compasse E208 Standart Method Dor Conducting Drop Weight Test To Determinate Nil Ductilly TransitionDocument13 pagesASTM Compasse E208 Standart Method Dor Conducting Drop Weight Test To Determinate Nil Ductilly TransitionAlexandre LaraNo ratings yet
- Pressure-Reducing Valves For Water Systems, ShipboardDocument10 pagesPressure-Reducing Valves For Water Systems, Shipboardreza amiriniaNo ratings yet
- UG-99 Standard Hydrostatic Test: ASME BPVC - VIII.1-2019 UG-99Document3 pagesUG-99 Standard Hydrostatic Test: ASME BPVC - VIII.1-2019 UG-99sergiotero100% (1)
- Oliver DBB ValvesDocument18 pagesOliver DBB ValvesFilip0% (1)
- Belgicast Pres. Mant. Comp. y MarDocument16 pagesBelgicast Pres. Mant. Comp. y MarDavid Luna MolinaNo ratings yet
- US Legal Binding Document for Seamless Copper Tube SpecificationDocument12 pagesUS Legal Binding Document for Seamless Copper Tube SpecificationAsha ValandNo ratings yet
- Mil HDBK 695d Change 2Document45 pagesMil HDBK 695d Change 2dhoo_babyNo ratings yet
- Flange RotationDocument1 pageFlange RotationAnkit LonareNo ratings yet
- DVS Code ListDocument7 pagesDVS Code ListAudia Vivian0% (1)
- Astm F2769Document10 pagesAstm F2769Hernando Andrés Ramírez GilNo ratings yet
- Astm A515Document4 pagesAstm A515Pierre PapeenNo ratings yet
- Iso 11949 - 1995Document7 pagesIso 11949 - 1995screwroiNo ratings yet
- Din en 1320-1996Document18 pagesDin en 1320-1996edcam13No ratings yet
- Astm F441Document7 pagesAstm F441Quat Le DinhNo ratings yet
- Conductimetric Analysis of Water Soluble Ionic Contamination of Blasting AbrasivesDocument3 pagesConductimetric Analysis of Water Soluble Ionic Contamination of Blasting AbrasivesCristhian CoariteNo ratings yet
- BS en 13828Document24 pagesBS en 13828krishan chamalkaNo ratings yet
- Vecom - Japanese BlackDocument2 pagesVecom - Japanese Blackdiaccessltd_17172961No ratings yet
- MIL-STD-193L Painting Procedures and Marking For Vehicles, Construction Equipment, Material Handling Equipment, and Spare PartsDocument47 pagesMIL-STD-193L Painting Procedures and Marking For Vehicles, Construction Equipment, Material Handling Equipment, and Spare PartsCemalNo ratings yet
- SAUNDERS Industrial Diaphragm ValvesDocument52 pagesSAUNDERS Industrial Diaphragm ValvesGohilakrishnan ThiagarajanNo ratings yet
- Din 2393-2 PDFDocument5 pagesDin 2393-2 PDFKarthikeyan NNo ratings yet
- ASTM D3299 Tanques Fabricados em Fibra de VidroDocument17 pagesASTM D3299 Tanques Fabricados em Fibra de VidroAugusto André100% (1)
- BS en 681-3-2000 Elastomeric Seals - Materials Requirements For Pipe Joint Seals Used in Water and Drainage ApplicationsDocument24 pagesBS en 681-3-2000 Elastomeric Seals - Materials Requirements For Pipe Joint Seals Used in Water and Drainage ApplicationsChandrasekar Krishnamurthy100% (1)
- RMA Rubber HandbookDocument4 pagesRMA Rubber HandbookM.Muthumanickam0% (3)
- Aluminium en AW 6082Document3 pagesAluminium en AW 6082doshi78No ratings yet
- Design Guidelines For PE & ROTO Lined Carbon Steel PipingDocument8 pagesDesign Guidelines For PE & ROTO Lined Carbon Steel PipingKamatchi Nathan100% (1)
- A338 Steel StandardDocument2 pagesA338 Steel StandardguilhermehsssNo ratings yet
- Ash Astm d5630Document1 pageAsh Astm d5630Kanwal NainNo ratings yet
- Assembly Instructions For Taper JointsDocument12 pagesAssembly Instructions For Taper JointsmohdNo ratings yet
- International Iso 8434-1: First Edition 1994-05-15Document44 pagesInternational Iso 8434-1: First Edition 1994-05-15олегNo ratings yet
- Iso 12944 PDFDocument31 pagesIso 12944 PDFReminNo ratings yet
- ASTM A182 Grade F51 Requirement As Per API 6A-60KDocument8 pagesASTM A182 Grade F51 Requirement As Per API 6A-60KPalkesh TrivediNo ratings yet
- SheraplexDocument2 pagesSheraplexDv Maria Pradhika0% (1)
- ASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsDocument11 pagesASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsKlich77No ratings yet
- PASCAL Check Valves CatalogueDocument19 pagesPASCAL Check Valves Cataloguecrys100% (1)
- Asme B30.26 Rigging HardwareDocument54 pagesAsme B30.26 Rigging HardwareRonald RegentNo ratings yet
- Flange Dim EN1092 1 BS4504 PDFDocument18 pagesFlange Dim EN1092 1 BS4504 PDFSathykumar Murugesan100% (1)
- PI Tectyl-506 TE031-01Document2 pagesPI Tectyl-506 TE031-01nicusebpNo ratings yet
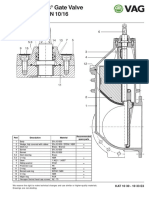
- Vag Ekoplus Gate Valve: DN 350... 400 PN 10/16Document2 pagesVag Ekoplus Gate Valve: DN 350... 400 PN 10/16winston11No ratings yet
- ASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsDocument31 pagesASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsSamsudin AhmadNo ratings yet
- Astm F3125 F3125M 18Document6 pagesAstm F3125 F3125M 18Amine ait talebNo ratings yet
- Cleaning, Flushing, and Purification of Petroleum Fluid Hydraulic SystemsDocument11 pagesCleaning, Flushing, and Purification of Petroleum Fluid Hydraulic SystemsCarlos Tuyo100% (1)
- DIN 30677 Part 2 Thermosets For ValvesDocument6 pagesDIN 30677 Part 2 Thermosets For ValvesGradinariu IonutNo ratings yet
- MSS SP-98 2012Document10 pagesMSS SP-98 2012ISRAEL PORTILLO100% (2)
- ASTM F146 Gaskets Fluid ResistanceDocument5 pagesASTM F146 Gaskets Fluid ResistanceDieguitoOmarMoralesNo ratings yet
- AIR1707B - Patterns of O-Ring FailuresDocument20 pagesAIR1707B - Patterns of O-Ring FailuresEmiliya Emiliya100% (1)
- BS EN 1333-2006 法兰及其接缝.管道部件.PN的定义和选择Document6 pagesBS EN 1333-2006 法兰及其接缝.管道部件.PN的定义和选择gdj1973No ratings yet
- Consistent MDB Template for Equipment ComplianceDocument3 pagesConsistent MDB Template for Equipment ComplianceAsteria A. SusantoNo ratings yet
- ASTM E 1003 Practica Estandar para PHDocument12 pagesASTM E 1003 Practica Estandar para PHrodoNo ratings yet
- MIL-STD-370 - Soldaduras AluminioDocument18 pagesMIL-STD-370 - Soldaduras AluminioJP BPNo ratings yet
- 213000Document5 pages213000Saber ElkassasNo ratings yet
- 14-4 Roof & Deck InsulationDocument6 pages14-4 Roof & Deck InsulationZuberYousufNo ratings yet
- MRS1184Document10 pagesMRS1184Samoon IbrahimNo ratings yet
- Din4226 100 2002Document18 pagesDin4226 100 2002Tecnología del Hormigón100% (1)
- Mil STD 40007Document19 pagesMil STD 40007engine100% (2)
- Iso 2531 - 1998Document54 pagesIso 2531 - 1998hyper meshNo ratings yet
- MIL-DTL-53039E - Standart - Son KatDocument26 pagesMIL-DTL-53039E - Standart - Son KatCEMRE YAŞLINo ratings yet
- Mıl PRF 32550 Standart - AstarDocument18 pagesMıl PRF 32550 Standart - AstarCEMRE YAŞLINo ratings yet
- MIL-PRF-22750G - Standart - Son KatDocument23 pagesMIL-PRF-22750G - Standart - Son KatCEMRE YAŞLINo ratings yet
- Determination of Emittance of Materials Near Room Temperature Using Portable EmissometersDocument8 pagesDetermination of Emittance of Materials Near Room Temperature Using Portable EmissometersSalma FarooqNo ratings yet
- BS en Iso 2063 - 2005Document22 pagesBS en Iso 2063 - 2005CEMRE YAŞLINo ratings yet
- FORD - (RQT-001101-002492) (2017 Yılı)Document154 pagesFORD - (RQT-001101-002492) (2017 Yılı)CEMRE YAŞLINo ratings yet
- Din en Iso 6270 - en - 02Document10 pagesDin en Iso 6270 - en - 02CEMRE YAŞLINo ratings yet
- Din 4102-1Document33 pagesDin 4102-1CEMRE YAŞLINo ratings yet
- FORD - (RQT-001101-002492) (2017 Yılı)Document154 pagesFORD - (RQT-001101-002492) (2017 Yılı)CEMRE YAŞLINo ratings yet
- Din en Iso 6270 Corrigendum 1 - en - 01Document2 pagesDin en Iso 6270 Corrigendum 1 - en - 01CEMRE YAŞLINo ratings yet
- AGCO - CSEN04073 (2012 Yılı)Document5 pagesAGCO - CSEN04073 (2012 Yılı)CEMRE YAŞLINo ratings yet
- Mil PRF 14105eDocument16 pagesMil PRF 14105eCEMRE YAŞLINo ratings yet
- AGCO - GD10000101 (2007 Yılı)Document22 pagesAGCO - GD10000101 (2007 Yılı)CEMRE YAŞLI100% (1)
- FORD - FLTM BI 103-01 (2001 Yılı)Document3 pagesFORD - FLTM BI 103-01 (2001 Yılı)CEMRE YAŞLINo ratings yet
- CFSEN04018 Technical Requirements for Cab PartsDocument6 pagesCFSEN04018 Technical Requirements for Cab PartsCEMRE YAŞLINo ratings yet
- AGCO - GD10000101 (2007 Yılı)Document22 pagesAGCO - GD10000101 (2007 Yılı)CEMRE YAŞLI100% (1)
- Agco - Cfsen04009 (2011 Yılı)Document6 pagesAgco - Cfsen04009 (2011 Yılı)CEMRE YAŞLINo ratings yet
- Astm D523Document5 pagesAstm D523CEMRE YAŞLINo ratings yet
- Aep 64e (A)Document25 pagesAep 64e (A)LjubomirSinđelićNo ratings yet
- Reactive Coatings For Fire Protection of Steel Elements: September 2017Document32 pagesReactive Coatings For Fire Protection of Steel Elements: September 2017CEMRE YAŞLI100% (1)
- Astm D 1296 01Document2 pagesAstm D 1296 01Elena BarónNo ratings yet
- Astm D1364Document4 pagesAstm D1364Enmanuel Dominguez100% (3)
- Mil DTL 53022eDocument22 pagesMil DTL 53022eCEMRE YAŞLINo ratings yet
- D185 PDFDocument3 pagesD185 PDFChandraditya Iman FirmanshaNo ratings yet
- D 522 - 93 Rduymi05m0eDocument4 pagesD 522 - 93 Rduymi05m0ewpwmhatNo ratings yet
- Resistance per cm Wire GraphDocument4 pagesResistance per cm Wire GraphDev Div KNo ratings yet
- Digital Panel Meters BDDocument24 pagesDigital Panel Meters BDMuhammad Fajar Bhayangkara PNo ratings yet
- Phy Sample 1Document2 pagesPhy Sample 1Fatima SlimNo ratings yet
- Verification of Ohm's Law.: Department of Electrical & Electronic Engineering (EEE)Document4 pagesVerification of Ohm's Law.: Department of Electrical & Electronic Engineering (EEE)Nasir Mahmud AparNo ratings yet
- D.C. Machines and Transformers LabDocument41 pagesD.C. Machines and Transformers Labsrinivas gangishettiNo ratings yet
- MZ N910Document65 pagesMZ N910Ivo Inagaki AristidesNo ratings yet
- Emerson PS48300-4 NetSure 701Document76 pagesEmerson PS48300-4 NetSure 701VFin100% (1)
- Single Phase TransformerDocument29 pagesSingle Phase Transformerkaran nirmala gajanan shindeNo ratings yet
- Experiment No. 1 Introduction To MultisimDocument23 pagesExperiment No. 1 Introduction To MultisimLynndon VillamorNo ratings yet
- Zapi MPBDocument58 pagesZapi MPBАндрей9100% (3)
- B.Tech ECE Scheme and SyllabiDocument99 pagesB.Tech ECE Scheme and SyllabiAnuj DevgunNo ratings yet
- CHGDocument22 pagesCHGDadang Lukmanul Hakim100% (1)
- Thevenins Theorem Lab Report-LibreDocument12 pagesThevenins Theorem Lab Report-LibreAL Rajhi ZakariaNo ratings yet
- Experimental Verification of Network Theorems, UGC Practical - Physics - S - PaulDocument8 pagesExperimental Verification of Network Theorems, UGC Practical - Physics - S - PaulspNo ratings yet
- Diodes and Rectifiers PDFDocument23 pagesDiodes and Rectifiers PDFArjun PanditNo ratings yet
- Thermocouple and RTD Measurement Calibration ExperimentDocument6 pagesThermocouple and RTD Measurement Calibration Experimenthellothere50% (6)
- Answers To End-Of-Chapter Questions: A B A B ADocument2 pagesAnswers To End-Of-Chapter Questions: A B A B AsybejoboNo ratings yet
- How To Use A Digital Multimeter The Quick Guide To Learn How To Use A Digital Multimeter To Measure Voltage, Current and More Correctly, Diagnose and Fix Anything ElectronicDocument44 pagesHow To Use A Digital Multimeter The Quick Guide To Learn How To Use A Digital Multimeter To Measure Voltage, Current and More Correctly, Diagnose and Fix Anything ElectronicamseraucNo ratings yet
- Magnetism Worksheet Lp2Document1 pageMagnetism Worksheet Lp2reporterrajiniNo ratings yet
- Service Manual for Daewoo Color TV ModelsDocument43 pagesService Manual for Daewoo Color TV Modelshilario moyaNo ratings yet
- Measurements and Instrumentation Ec2351 Model Question PaperDocument11 pagesMeasurements and Instrumentation Ec2351 Model Question PaperSathish BalaNo ratings yet
- Manual Tecnico HCD-GPX55Document82 pagesManual Tecnico HCD-GPX55Noel PovedaNo ratings yet
- Electric Machine Lab Experiment 1 IntroductionDocument8 pagesElectric Machine Lab Experiment 1 IntroductionOscarSamuelRmzJr.No ratings yet
- EIM ErrorsDocument63 pagesEIM ErrorsSam KeplerNo ratings yet
- RK2670 Series Withstand Voltage Tester ManualDocument42 pagesRK2670 Series Withstand Voltage Tester Manuallab.emea100% (1)
- Hipotronics - 100hvt-A & BDocument16 pagesHipotronics - 100hvt-A & BGabriel100% (1)
- Kipor KDE5000E 5000TA Service ManualDocument41 pagesKipor KDE5000E 5000TA Service Manualmenderman64% (11)
- AXOR Minispeed PDFDocument18 pagesAXOR Minispeed PDFAlexNo ratings yet
- Electrical Instrument FundamentalsDocument18 pagesElectrical Instrument FundamentalsCheriessNo ratings yet
- Installation Instructions Mechanical Gauges/KitsDocument6 pagesInstallation Instructions Mechanical Gauges/KitsSebastian IgnacioNo ratings yet