You might also like
- ISO IEC 29119-4 Test TechniquesDocument149 pagesISO IEC 29119-4 Test Techniquesiulian.pocotila5367100% (2)
- Redox ReactionsDocument37 pagesRedox ReactionsJack Lupino85% (13)
- Operating System Interview Questions & AnswersDocument17 pagesOperating System Interview Questions & AnswersBharat AttriNo ratings yet
- DC80D MK3 Genset Controller User Manual V1.1Document37 pagesDC80D MK3 Genset Controller User Manual V1.1nathalie gonzelez100% (1)
- Application of Tailored Blanks in The Automotive IndustryDocument11 pagesApplication of Tailored Blanks in The Automotive IndustryNiccolò CaroliNo ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- Al6061 T651 Coating TiAlN TiN TiNTiAlNDocument27 pagesAl6061 T651 Coating TiAlN TiN TiNTiAlNHamza HussainNo ratings yet
- An Overview of Magnesium Based Alloys For Aerospace and Automotive ApplicationsDocument36 pagesAn Overview of Magnesium Based Alloys For Aerospace and Automotive Applicationsisus nazarecaninNo ratings yet
- Stephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Document15 pagesStephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Muhammad Awais Naveed AwanNo ratings yet
- Optimization of Surface Roughness in Laser-Assisted Machining Metal Matrix CompositesDocument14 pagesOptimization of Surface Roughness in Laser-Assisted Machining Metal Matrix CompositesSai SNo ratings yet
- Karim 2020Document17 pagesKarim 2020EdNo ratings yet
- Analysis of Abrasive Wear Characterization and Its Correlation With Structure For Low and Medium Carbon SteelsDocument9 pagesAnalysis of Abrasive Wear Characterization and Its Correlation With Structure For Low and Medium Carbon SteelsDybillmgt 33No ratings yet
- Figner - FSSW Between Al and Steel Automotive Sheets Influence of Welding Parameters On Mechanical Properties and MicrostructureDocument12 pagesFigner - FSSW Between Al and Steel Automotive Sheets Influence of Welding Parameters On Mechanical Properties and MicrostructurePaula InesNo ratings yet
- Effect of Different Types of Graphene Coatings On Friction and Wear Performance of Aluminum AlloyDocument10 pagesEffect of Different Types of Graphene Coatings On Friction and Wear Performance of Aluminum AlloyDr Praveen KumarNo ratings yet
- Ijctt V4i7p159 PDFDocument4 pagesIjctt V4i7p159 PDFMadhan RajNo ratings yet
- Dry Machining of AluminiumDocument11 pagesDry Machining of AluminiumNikhil KumarNo ratings yet
- Cutting Tool Materials SeminarDocument21 pagesCutting Tool Materials SeminarSahad MkNo ratings yet
- Thesis On Aluminium Metal Matrix CompositesDocument7 pagesThesis On Aluminium Metal Matrix Compositesafcmwheic100% (1)
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- Comparison Between Cemented Carbide and PCD ToolsDocument20 pagesComparison Between Cemented Carbide and PCD ToolsEsmeralda MuñozNo ratings yet
- IIW Paper Molten Metal DepositionDocument6 pagesIIW Paper Molten Metal DepositionRagil AjiNo ratings yet
- Industrial Lasers and Applications in Automotive WeldingDocument24 pagesIndustrial Lasers and Applications in Automotive WeldingABRAHAM SILVA HERNANDEZNo ratings yet
- An Investigation On Cut Quality of Aluminum Matrix Composites Cut by Abrasive WaterjetDocument11 pagesAn Investigation On Cut Quality of Aluminum Matrix Composites Cut by Abrasive WaterjetIJRASETPublicationsNo ratings yet
- A Review On Cutting Tool Technology in Machining of Ni-Based SuperalloysDocument17 pagesA Review On Cutting Tool Technology in Machining of Ni-Based SuperalloysTaj mechNo ratings yet
- Optimization of Drilling Parameters On Surface Roughness of Al 1200-Sic Composites Using Taguchi AnalysisDocument9 pagesOptimization of Drilling Parameters On Surface Roughness of Al 1200-Sic Composites Using Taguchi AnalysisTHALUPULA PRASANTHNo ratings yet
- Silicon NitrideDocument8 pagesSilicon NitrideVikas KharbNo ratings yet
- Materials Today: ProceedingsDocument7 pagesMaterials Today: ProceedingsMajid RazaqNo ratings yet
- Khidhir 2011 IOP Conf. Ser. Mater. Sci. Eng. 17 012043Document11 pagesKhidhir 2011 IOP Conf. Ser. Mater. Sci. Eng. 17 012043Anugerah Raya PratamaNo ratings yet
- Vila 2012Document11 pagesVila 2012tonyNo ratings yet
- New Materials and Production Technologies ForDocument5 pagesNew Materials and Production Technologies ForLaura VishyaNo ratings yet
- 1 s2.0 S0301679X23006813 MainDocument17 pages1 s2.0 S0301679X23006813 MainNITESHNo ratings yet
- İpekoğlu 2019 IOP Conf. Ser. Mater. Sci. Eng. 629 012007Document8 pagesİpekoğlu 2019 IOP Conf. Ser. Mater. Sci. Eng. 629 012007AHMED SAMIR ALEMDARNo ratings yet
- Structural Analysis of Disc Brake RotorDocument4 pagesStructural Analysis of Disc Brake RotorseventhsensegroupNo ratings yet
- PCBN Cutting Tools Under Finishing Conditions - 2Document14 pagesPCBN Cutting Tools Under Finishing Conditions - 2Sriyono NozbNo ratings yet
- 2016 SpieringsDocument4 pages2016 SpieringsanietoNo ratings yet
- Materials 15 00412Document16 pagesMaterials 15 00412Murat CKNo ratings yet
- Comparison of Material Removal Rate of Aluminium Alloy AA6063 Using CVD Coated Tungsten Carbide Inserts With PVD Coated Cemented Carbide Inserts While CNC TurningDocument10 pagesComparison of Material Removal Rate of Aluminium Alloy AA6063 Using CVD Coated Tungsten Carbide Inserts With PVD Coated Cemented Carbide Inserts While CNC TurningSantosh PatelNo ratings yet
- Design of Aluminium StructuresDocument32 pagesDesign of Aluminium Structurescargetoianu2357100% (1)
- Brief Review On Dissimilar Welding Using Cold Metal TransferDocument10 pagesBrief Review On Dissimilar Welding Using Cold Metal TransferSrinivas KosuriNo ratings yet
- Approach For Polishing Diamond Coated Complicated Cutting Tool: Abrasive Flow Machining (AFM)Document15 pagesApproach For Polishing Diamond Coated Complicated Cutting Tool: Abrasive Flow Machining (AFM)JAYASIMHA S.L.N JayasimhaNo ratings yet
- Catherine 2021 IOP Conf. Ser. Mater. Sci. Eng. 1062 012054Document7 pagesCatherine 2021 IOP Conf. Ser. Mater. Sci. Eng. 1062 012054khaled matougNo ratings yet
- JCARME v2n1p1Document12 pagesJCARME v2n1p1VijayakumarBaskarNo ratings yet
- Heat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061Document6 pagesHeat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061V.v. TaguisNo ratings yet
- Analysis of A Drilling Hybrid Aluminum Metal Matrix Composites by Using SPSSDocument10 pagesAnalysis of A Drilling Hybrid Aluminum Metal Matrix Composites by Using SPSSIJAR JOURNALNo ratings yet
- Research Article: Laser Beam Welding of AA5052, AA5083, and AA6061 Aluminum AlloysDocument10 pagesResearch Article: Laser Beam Welding of AA5052, AA5083, and AA6061 Aluminum AlloysMohamad Marwan HamwiNo ratings yet
- Friction Stir Welding Thesis PDFDocument8 pagesFriction Stir Welding Thesis PDFcarolinalewiswashington100% (2)
- High-Speed Machining of Aluminium Alloy Using Vegetable Oil Based Small Quantity LubricationDocument16 pagesHigh-Speed Machining of Aluminium Alloy Using Vegetable Oil Based Small Quantity LubricationAsha NegiNo ratings yet
- Effect of Cutting Edge Preparation On Tool Performance in Hard-Turning of DF-3 Tool Steel With Ceramic ToolsDocument11 pagesEffect of Cutting Edge Preparation On Tool Performance in Hard-Turning of DF-3 Tool Steel With Ceramic ToolsKrebs_1977No ratings yet
- Design of Aluminum StructureDocument29 pagesDesign of Aluminum StructurerobcfuNo ratings yet
- Alu ENDocument44 pagesAlu ENlelixNo ratings yet
- International Journal of Refractory Metals & Hard Materials: ArticleinfoDocument8 pagesInternational Journal of Refractory Metals & Hard Materials: ArticleinfoAndres TorresNo ratings yet
- Jater-5 5 1Document8 pagesJater-5 5 1ochatejenifer50No ratings yet
- Aklilu PaperDocument26 pagesAklilu PaperdevendrasinhameNo ratings yet
- Phase 2 PDFDocument22 pagesPhase 2 PDFVarun GowdaNo ratings yet
- Applications of ADI in High Strength Thin Wall Automotive PartsDocument6 pagesApplications of ADI in High Strength Thin Wall Automotive PartsalgobozkurtNo ratings yet
- DT PaperDocument6 pagesDT PaperR Krishnakumar MA. ME.No ratings yet
- 2009 Sugihara - Development of A Cutting Tool With A Nanomicro-Textured Surface - Improvement of Anti-Adhesive Effect by Considering The Texture Patterns PDFDocument5 pages2009 Sugihara - Development of A Cutting Tool With A Nanomicro-Textured Surface - Improvement of Anti-Adhesive Effect by Considering The Texture Patterns PDFprasannaNo ratings yet
- Maina Review On Forming Techniques For Manufacturing PDFDocument26 pagesMaina Review On Forming Techniques For Manufacturing PDF임학진No ratings yet
- CH 2Document5 pagesCH 2alsltanyhasanNo ratings yet
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- 2013 - Donghuan LiuDocument7 pages2013 - Donghuan LiuAnis SuissiNo ratings yet
- Sujet AFS 2020 PrincipalDocument25 pagesSujet AFS 2020 PrincipalIbrahim Êl BæzNo ratings yet
- Steelwise Strength and EngagementDocument3 pagesSteelwise Strength and EngagementGiri DharanNo ratings yet
- Simulation of Bolt Prestressing in Steel Shear Connections: Emistaki@Document10 pagesSimulation of Bolt Prestressing in Steel Shear Connections: Emistaki@Anis SuissiNo ratings yet
- 22 EngDocument6 pages22 EngAnis SuissiNo ratings yet
- 1 s2.0 S0301679X09003107 MainDocument8 pages1 s2.0 S0301679X09003107 MainAnis SuissiNo ratings yet
- 2013 - Wayne ReitzDocument4 pages2013 - Wayne ReitzAnis SuissiNo ratings yet
- Fatigue Properties of High Strength Bolts: Marcelo, A.L., Uehara, A.Y., Utiyama, R.M., Ferreira, IDocument6 pagesFatigue Properties of High Strength Bolts: Marcelo, A.L., Uehara, A.Y., Utiyama, R.M., Ferreira, IleobalmeidaNo ratings yet
- Steelwise Strength and EngagementDocument3 pagesSteelwise Strength and EngagementGiri DharanNo ratings yet
- Nomenclature: X X y yDocument11 pagesNomenclature: X X y yAnis SuissiNo ratings yet
- Steelwise Strength and EngagementDocument3 pagesSteelwise Strength and EngagementGiri DharanNo ratings yet
- Engineering Failure Analysis: D. Croccolo, M. de Agostinis, N. VincenziDocument10 pagesEngineering Failure Analysis: D. Croccolo, M. de Agostinis, N. VincenziAnis SuissiNo ratings yet
- Calculation of The Effective Bearing Contact Radius For Precision Tightening of Bolted JointsDocument8 pagesCalculation of The Effective Bearing Contact Radius For Precision Tightening of Bolted JointsConradodaMattaNo ratings yet
- Torque Tension Testing of Fasteners Used For Nasa Flight Hardware ApplicationsDocument14 pagesTorque Tension Testing of Fasteners Used For Nasa Flight Hardware ApplicationsAnis SuissiNo ratings yet
- Self-Locking Fasteners: Ii%Iiiiiiiiiiiiiiiiiiiiii!Iiiiiiiiiiiii - I!I - ItilDocument2 pagesSelf-Locking Fasteners: Ii%Iiiiiiiiiiiiiiiiiiiiii!Iiiiiiiiiiiii - I!I - ItilAnis SuissiNo ratings yet
- Alu Etats MetallurgiquesDocument2 pagesAlu Etats MetallurgiquesAnis SuissiNo ratings yet
- Characterization of 2017A Anodized Aluminum Alloy by Infrared Thermographic Techniques and SEM Observations During Tensile TestingDocument9 pagesCharacterization of 2017A Anodized Aluminum Alloy by Infrared Thermographic Techniques and SEM Observations During Tensile TestingAnis SuissiNo ratings yet
- PVP2006-ICPVT-11-93165: Proposition of Helical Thread Modeling With Accurate Geometry and Finite Element AnalysisDocument6 pagesPVP2006-ICPVT-11-93165: Proposition of Helical Thread Modeling With Accurate Geometry and Finite Element AnalysisAnis SuissiNo ratings yet
- 1 s2.0 S1350630704001281 MainDocument12 pages1 s2.0 S1350630704001281 MainKURNIAWANNo ratings yet
- Loosening and Strength Failure Calculation Models of Screwed Joints Under Complex Working Condition LoadingDocument13 pagesLoosening and Strength Failure Calculation Models of Screwed Joints Under Complex Working Condition LoadingAnis SuissiNo ratings yet
- Thin-Walled StructuresDocument13 pagesThin-Walled StructuresAnis SuissiNo ratings yet
- Journal Pre-Proof: Tribology InternationalDocument35 pagesJournal Pre-Proof: Tribology InternationalAnis SuissiNo ratings yet
- Calculation of The Effective Bearing Contact Radius For Precision Tightening of Bolted JointsDocument8 pagesCalculation of The Effective Bearing Contact Radius For Precision Tightening of Bolted JointsConradodaMattaNo ratings yet
- 1 s2.0 S1350630704001281 MainDocument12 pages1 s2.0 S1350630704001281 MainKURNIAWANNo ratings yet
- Loosening and Strength Failure Calculation Models of Screwed Joints Under Complex Working Condition LoadingDocument13 pagesLoosening and Strength Failure Calculation Models of Screwed Joints Under Complex Working Condition LoadingAnis SuissiNo ratings yet
- Thread Fasteners Loosening TribologyDocument179 pagesThread Fasteners Loosening TribologysasunNo ratings yet
- Thread Modeling FukuokaDocument6 pagesThread Modeling FukuokaAnis SuissiNo ratings yet
- Calculation of The Effective Bearing Contact Radius For Precision Tightening of Bolted JointsDocument8 pagesCalculation of The Effective Bearing Contact Radius For Precision Tightening of Bolted JointsConradodaMattaNo ratings yet
- Journal Pre-Proof: Tribology InternationalDocument35 pagesJournal Pre-Proof: Tribology InternationalAnis SuissiNo ratings yet
- 10385-J UTBI-001 ManualDocument2 pages10385-J UTBI-001 ManualMatias GiammariniNo ratings yet
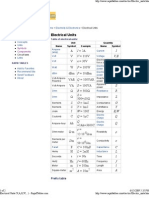
- Electrical UnitsDocument2 pagesElectrical Unitsevtoma100% (1)
- Energies 14 04973Document19 pagesEnergies 14 04973roméo legueNo ratings yet
- 5.platforming ProcessDocument91 pages5.platforming ProcessAn Lê TrườngNo ratings yet
- Adaptive Cruise Control (Acc)Document7 pagesAdaptive Cruise Control (Acc)bnc1No ratings yet
- APIU CARMT Syllabus Version 1.0 - Confidential For Review CommitteeDocument49 pagesAPIU CARMT Syllabus Version 1.0 - Confidential For Review CommitteeFuad HassanNo ratings yet
- Ucsf ChimeraDocument10 pagesUcsf ChimeraAhmed MashalyNo ratings yet
- MSC Aerospace Engineering PresentationDocument14 pagesMSC Aerospace Engineering PresentationMahmud Al HassanNo ratings yet
- Tutorial 6Document5 pagesTutorial 6Nixon GamingNo ratings yet
- P-G-R-T / P-G-R-S Truck: Preventative Maintenance GuideDocument2 pagesP-G-R-T / P-G-R-S Truck: Preventative Maintenance GuideKANG PRIYONo ratings yet
- Lesson 5 - Web DevelopmentDocument25 pagesLesson 5 - Web DevelopmentJoshua OmolewaNo ratings yet
- HX 16-Data SheetDocument2 pagesHX 16-Data SheetRaul SebastiamNo ratings yet
- SimulationDocument56 pagesSimulationErica SalasNo ratings yet
- Usp31nf26s1 - c731, General Chapters - 731 - LOSS ON DRYINGDocument1 pageUsp31nf26s1 - c731, General Chapters - 731 - LOSS ON DRYINGEfsha KhanNo ratings yet
- 878Document47 pages878IulianCiobanuNo ratings yet
- SAP SD Interview QuestionsDocument130 pagesSAP SD Interview QuestionsPraveen Kumar100% (1)
- Unit 1Document57 pagesUnit 121ELB370MOHAMMAD AREEB HASAN KHANNo ratings yet
- Economics PPT Game TheoryDocument11 pagesEconomics PPT Game TheoryPriyanshu Prajapati (Pp)No ratings yet
- Chapter - 7 Part II STDDocument43 pagesChapter - 7 Part II STDBelkacem AchourNo ratings yet
- Department of Civil Engineering Lakshmi Narain College of Technology BHOPAL-462021 (INDIA)Document48 pagesDepartment of Civil Engineering Lakshmi Narain College of Technology BHOPAL-462021 (INDIA)Vikash SinghNo ratings yet
- Parts of An Automobile and The FunctionDocument11 pagesParts of An Automobile and The Functionrajronson6938100% (8)
- Bazaar Tent StructureDocument5 pagesBazaar Tent StructurephilipyapNo ratings yet
- Chapter 8 - SynchronousDocument12 pagesChapter 8 - SynchronousLin ChongNo ratings yet
- E220-400M30S UserManual EN v1.0-1Document14 pagesE220-400M30S UserManual EN v1.0-1Predrag VisnjicNo ratings yet
- Effect of The Bacteria On The Porosity and Permeability On Self Healing ConcreteDocument11 pagesEffect of The Bacteria On The Porosity and Permeability On Self Healing ConcreteChinmay DayNo ratings yet
- Control Valves Data Sheet: Client: PlantDocument1 pageControl Valves Data Sheet: Client: PlantAnoNo ratings yet