You might also like
- Heavy EquipmentDocument16 pagesHeavy Equipmentsile15No ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- 2015 Electrical Wiring v1-0Document29 pages2015 Electrical Wiring v1-0Dani Good Vibe100% (3)
- Wedding Photography ShortGuideDocument51 pagesWedding Photography ShortGuideAndrei PitigoiNo ratings yet
- 3443202acs800 Trouble Shooting PDFDocument22 pages3443202acs800 Trouble Shooting PDFSamprit BasuNo ratings yet
- Diagrama Electrico 320Document1 pageDiagrama Electrico 320Franky Fernandez100% (1)
- Mitigation of Power System Transients in A Multi - Machine System Using STATCOMDocument11 pagesMitigation of Power System Transients in A Multi - Machine System Using STATCOMIJRASETPublicationsNo ratings yet
- Siement GCBDocument28 pagesSiement GCBsumpeno enoNo ratings yet
- Gi 7.030 Asme B30.16, Asme B30.7 BS 3243, BS 4898Document3 pagesGi 7.030 Asme B30.16, Asme B30.7 BS 3243, BS 4898engmuhmudNo ratings yet
- Lutron MHB-382SD Dattalogger PDFDocument20 pagesLutron MHB-382SD Dattalogger PDFFernando Mar100% (1)
- Welco ME!: Presented byDocument18 pagesWelco ME!: Presented byDev KumarNo ratings yet
- SEMINAR ON IgctDocument22 pagesSEMINAR ON Igctapi-19757160No ratings yet
- IGCTDocument6 pagesIGCTsuresh5254No ratings yet
- Infineon Coreless Transformer Bodo ART v1.0 enDocument3 pagesInfineon Coreless Transformer Bodo ART v1.0 enLullaby summerNo ratings yet
- Prospects of IGCT Technology: High Power SemiconductorsDocument3 pagesProspects of IGCT Technology: High Power SemiconductorspjacqmaeNo ratings yet
- Flyer 023Document4 pagesFlyer 023Pankaj Kumar SinghNo ratings yet
- IgctDocument3 pagesIgctNavaneethaan Nathamoorthy100% (1)
- Comparison of IGBT and GTO For High Power Inverters PDFDocument9 pagesComparison of IGBT and GTO For High Power Inverters PDFLuis Eduardo RibeiroNo ratings yet
- ABB Cover Feature Layout 1Document4 pagesABB Cover Feature Layout 1FarnazNo ratings yet
- AND9072/D Effect of Gate-Emitter Voltage On Turn On Losses and Short Circuit CapabilityDocument5 pagesAND9072/D Effect of Gate-Emitter Voltage On Turn On Losses and Short Circuit CapabilityVíctor Burgos GonzálezNo ratings yet
- Efficiency Improvement of Motor Drive System by Using A GaN Three Phase InverterDocument6 pagesEfficiency Improvement of Motor Drive System by Using A GaN Three Phase Invertermdht1556No ratings yet
- Fkg1f Brochure enDocument2 pagesFkg1f Brochure endanielle1922 danNo ratings yet
- Fkg1f Brochure enDocument2 pagesFkg1f Brochure endanielle1922 danNo ratings yet
- An-5073 - Active Miller Clamp Technology - FairchildDocument3 pagesAn-5073 - Active Miller Clamp Technology - FairchildchandooNo ratings yet
- GE FKG1NWE-brochure-enDocument2 pagesGE FKG1NWE-brochure-enHassan_haNo ratings yet
- Fkg2S: Generator Circuit Breaker For Power Plants From 50 To 150 MWDocument2 pagesFkg2S: Generator Circuit Breaker For Power Plants From 50 To 150 MWHuynh Ngoc vanNo ratings yet
- Igbt SomethingDocument21 pagesIgbt SomethingpatrikNo ratings yet
- IGBT Overcurrent and Short Circuit Protection in Industrial Motor Drives PDFDocument6 pagesIGBT Overcurrent and Short Circuit Protection in Industrial Motor Drives PDFprathap394No ratings yet
- A New Current Source Converter Using SCGTDocument7 pagesA New Current Source Converter Using SCGTroggery pieroNo ratings yet
- Abb IgctDocument2 pagesAbb IgctzulryNo ratings yet
- A Hybrid Active Gate Drive For Switching Loss Reduction and Voltage Balancing of Series-Connected IGBTsDocument13 pagesA Hybrid Active Gate Drive For Switching Loss Reduction and Voltage Balancing of Series-Connected IGBTsMahesh KulkarniNo ratings yet
- GE FKG1N - Brochure-EnDocument2 pagesGE FKG1N - Brochure-EnHassan_haNo ratings yet
- Abstract - The Integrated Gate-Commutated Thyristor (IGCT) IsDocument4 pagesAbstract - The Integrated Gate-Commutated Thyristor (IGCT) IsAlejandra TorresNo ratings yet
- Igbt or IgctDocument6 pagesIgbt or IgctJulian De MarcosNo ratings yet
- IGCT Technology - A Quantum Leap For High-Power ConvertersDocument5 pagesIGCT Technology - A Quantum Leap For High-Power ConvertersSreenivas_Chim_9626No ratings yet
- Igct en 0805119Document2 pagesIgct en 0805119S Sivarao JonnalagaddaNo ratings yet
- Automatic Changeover With Three-Phase Supply in Educational InstitutionDocument16 pagesAutomatic Changeover With Three-Phase Supply in Educational InstitutionNeeraj PahadiaNo ratings yet
- CT-Concept PEE 0809Document3 pagesCT-Concept PEE 0809Indraz NilNo ratings yet
- 1A An-7003 Gate Resistor-Principles and Applications Rev00Document10 pages1A An-7003 Gate Resistor-Principles and Applications Rev00Barbara EllisNo ratings yet
- Estimation of Junction Temperature and Power Loss of IGBT Used in VVVF Inverter Using Numerical Solution From Data Sheet ParameterDocument6 pagesEstimation of Junction Temperature and Power Loss of IGBT Used in VVVF Inverter Using Numerical Solution From Data Sheet Parameterzeevko1249No ratings yet
- New High Power Semiconductors: High Voltage Igbts and GctsDocument7 pagesNew High Power Semiconductors: High Voltage Igbts and GctsSinan PravadaliogluNo ratings yet
- Igbt DriverDocument4 pagesIgbt DriverArmandinho CaveroNo ratings yet
- A New Current-Source Converter Using A Symmetric Gate-Commutated Thyristor (SGCT)Document8 pagesA New Current-Source Converter Using A Symmetric Gate-Commutated Thyristor (SGCT)Nusrat Mary ChowdhuryNo ratings yet
- IEGTDocument20 pagesIEGTBurak YanarNo ratings yet
- Modeling of IGBT-based Power Electronics Systems For Hybrid and Electric Vehicles - EDNDocument10 pagesModeling of IGBT-based Power Electronics Systems For Hybrid and Electric Vehicles - EDNgegiturNo ratings yet
- STGB 7 H 60 DFDocument25 pagesSTGB 7 H 60 DFFernando MadeiraNo ratings yet
- Recent Advancements in IGCT Technologies For High Power ElectronicsDocument10 pagesRecent Advancements in IGCT Technologies For High Power ElectronicsAnibal Pistol100% (1)
- IGBT Characteristic CurveDocument17 pagesIGBT Characteristic CurveSanaKayaniNo ratings yet
- 2600 BoqDocument3 pages2600 BoqKamal HyderNo ratings yet
- X - The Series Connection of IGBT's With Active Voltage SharingDocument8 pagesX - The Series Connection of IGBT's With Active Voltage SharingOsman T.No ratings yet
- Description and Application Manual: For 2SB315B SCALE Dual-Channel Plug-And-Play IGBT DriversDocument17 pagesDescription and Application Manual: For 2SB315B SCALE Dual-Channel Plug-And-Play IGBT Driversfenix1233No ratings yet
- IgbtprotectDocument9 pagesIgbtprotectMuMoMaNo ratings yet
- Approximate Loss Formulae For Estimation of IGBT SDocument7 pagesApproximate Loss Formulae For Estimation of IGBT Sjeos20132013No ratings yet
- 09 Cycloconverter - Protection Functions PDFDocument14 pages09 Cycloconverter - Protection Functions PDFIrving Dirzo CarrilloNo ratings yet
- For Quadrant DC Motor ControlDocument43 pagesFor Quadrant DC Motor ControlDarshanRupani100% (1)
- An-990 Application Characterization of IGBT'sDocument31 pagesAn-990 Application Characterization of IGBT'sVasco RodriguesNo ratings yet
- FKG2S We Brochure enDocument2 pagesFKG2S We Brochure enMichael ManzanoNo ratings yet
- IGCT Technology Baseline and Future Opportunities: Peter Steimer, Oscar Apeldoorn, Eric Carroll, Andreas NagelDocument6 pagesIGCT Technology Baseline and Future Opportunities: Peter Steimer, Oscar Apeldoorn, Eric Carroll, Andreas NagelculwavesNo ratings yet
- Cres PDFDocument5 pagesCres PDFRoussos GeorgiadisNo ratings yet
- IGBT/MOSFET Gate Drive Optocoupler: Optocouplers and Solid-State RelaysDocument9 pagesIGBT/MOSFET Gate Drive Optocoupler: Optocouplers and Solid-State Relaysme1816No ratings yet
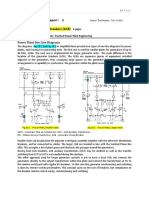
- 11 Generator Circuit Breakers Engineering ReportDocument2 pages11 Generator Circuit Breakers Engineering ReportRumengan SanprianusNo ratings yet
- Physics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to LSIFrom EverandPhysics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to LSINo ratings yet
- Token Ring Technology ReportFrom EverandToken Ring Technology ReportNo ratings yet
- G566e Part 3 DCS800-R Engineering Part 1 - MODERNIZATION - 03 - R0101Document26 pagesG566e Part 3 DCS800-R Engineering Part 1 - MODERNIZATION - 03 - R0101mantosh36No ratings yet
- N5001 CRL60Document2 pagesN5001 CRL60Cao LanNo ratings yet
- List of PanelsDocument1 pageList of PanelsMohammed MadiNo ratings yet
- Mega TorqueDocument23 pagesMega TorquejouetNo ratings yet
- Tle ReportDocument30 pagesTle ReportEmyl FeguroNo ratings yet
- Scan Optics: SO-5800 MicroscopeDocument25 pagesScan Optics: SO-5800 MicroscopeMadhavesh KulkarniNo ratings yet
- 2GNM110166 - HMB Spring Hydraulic BenefitsDocument3 pages2GNM110166 - HMB Spring Hydraulic BenefitsTran Xuan TruongNo ratings yet
- Hydraulics MicroprojectDocument11 pagesHydraulics MicroprojectsoumyasonawaneNo ratings yet
- Ata 31Document606 pagesAta 31Tarik BenzinebNo ratings yet
- Plumbing Issued For Construction 7.11.12Document8 pagesPlumbing Issued For Construction 7.11.12Shan AdriasNo ratings yet
- GEZE Installation Instructions en 665576Document32 pagesGEZE Installation Instructions en 665576PiotrNo ratings yet
- Product CatalogueDocument97 pagesProduct CatalogueeftzaeNo ratings yet
- Alf HCM Ri DWG 100000 Sketch PDFDocument1 pageAlf HCM Ri DWG 100000 Sketch PDFKhalid AwanNo ratings yet
- Three Phase Inductor Motors ConnectionDocument4 pagesThree Phase Inductor Motors ConnectionAntony Stip Flores TorresNo ratings yet
- UntitledDocument6 pagesUntitledjosé clid EkikiNo ratings yet
- 10K Series Pipe FittingsDocument11 pages10K Series Pipe FittingsNilesh MistryNo ratings yet
- HourglassDocument2 pagesHourglassROlando EskadabaichoNo ratings yet
- DDPMC: Preventive Maintenance ChecklistDocument22 pagesDDPMC: Preventive Maintenance Checklistrobhgel jun marigonNo ratings yet
- S42021 A124 Z34 4 7631Document20 pagesS42021 A124 Z34 4 7631Hoàng HảiNo ratings yet
- Low Power Vs High Power LEDsDocument2 pagesLow Power Vs High Power LEDsAnonymous MDkp0hnb3lNo ratings yet
- Humitrac XR ManualDocument2 pagesHumitrac XR Manualjycm2001No ratings yet
- Door Wired AxtraxDocument5 pagesDoor Wired Axtraxsoft42ansNo ratings yet
- Printer Service Reference GuideDocument132 pagesPrinter Service Reference GuideDean StaceyNo ratings yet
- Strength Tests: Semi-Automatic Cement Compression & Flexural MachinesDocument3 pagesStrength Tests: Semi-Automatic Cement Compression & Flexural MachinesADS ADSNo ratings yet
- 95-01 - Panel Installation, Instrument: Illustrated Parts DataDocument15 pages95-01 - Panel Installation, Instrument: Illustrated Parts DataDiana Carolina Beltran PeñaNo ratings yet