You might also like
- Astm A380 A380m-17Document13 pagesAstm A380 A380m-17steve Cardenas95% (20)
- PCN Phased ArrayUltrasonic Testing (PAUT) Welds Course MaterialDocument189 pagesPCN Phased ArrayUltrasonic Testing (PAUT) Welds Course MaterialAhmed Iraqiabdelnaby100% (6)
- BS en Iso 21009-2-2015Document24 pagesBS en Iso 21009-2-2015AhmedA.HassanNo ratings yet
- AWS - PHB-1-1994 The Everyday Pocket Handbook For Arc Welding Steel PDFDocument36 pagesAWS - PHB-1-1994 The Everyday Pocket Handbook For Arc Welding Steel PDFahmedabdelaziz851647No ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- PD Cen TR 13480-7-2017Document22 pagesPD Cen TR 13480-7-2017AhmedA.HassanNo ratings yet
- Ampacity ratings and correction factors for underground power cablesDocument10 pagesAmpacity ratings and correction factors for underground power cablesBrad Eli67% (3)
- Measuring The Real Fracture Toughness of Ceramics: Astm C 1421Document23 pagesMeasuring The Real Fracture Toughness of Ceramics: Astm C 1421Arun KumarNo ratings yet
- Mercier 2006Document9 pagesMercier 2006CHONKARN CHIABLAMNo ratings yet
- Use of Ultrasonic Testing in The Structural Steel IndustryDocument5 pagesUse of Ultrasonic Testing in The Structural Steel IndustrymilesmiconNo ratings yet
- C.coek - Info - Failure of A Conveyor Trunnion Shaft On A CentrifuDocument12 pagesC.coek - Info - Failure of A Conveyor Trunnion Shaft On A CentrifuilfakeNo ratings yet
- Direct Tensile Strength of Intact Rock Core Specimens: Standard Test Method ForDocument3 pagesDirect Tensile Strength of Intact Rock Core Specimens: Standard Test Method ForEdmundo Jaita Cuellar100% (1)
- Eddy Current NDTDocument10 pagesEddy Current NDTSamuel SimanjuntakNo ratings yet
- Fatigue Performance of Laser Beam Welded A36 SteelDocument3 pagesFatigue Performance of Laser Beam Welded A36 SteelDaniel VenturiNo ratings yet
- A Review of Current Techniques For Measuring MufflerDocument5 pagesA Review of Current Techniques For Measuring MufflerGokuNo ratings yet
- Costello 1993Document8 pagesCostello 1993David MendozaNo ratings yet
- Remr Technical Note Cs-Es-1.4 Nondestructive Testing Methods For Metal StructuresDocument5 pagesRemr Technical Note Cs-Es-1.4 Nondestructive Testing Methods For Metal StructuresSaurabh BobdeNo ratings yet
- Archive of SID: Eect of Anti-Vortex Plates On Critical Submergence at A Vertical IntakeDocument7 pagesArchive of SID: Eect of Anti-Vortex Plates On Critical Submergence at A Vertical IntakeAndres DuqueNo ratings yet
- Creeping 1Document3 pagesCreeping 1Demian PereiraNo ratings yet
- Normas ASTMDocument6 pagesNormas ASTMGustavo PerezNo ratings yet
- Astm G 32 - 98 - RzmylvjfraDocument18 pagesAstm G 32 - 98 - RzmylvjfraCordova RaphaelNo ratings yet
- ASTM D1586 84 - 260421bDocument6 pagesASTM D1586 84 - 260421bMark D VillanuevaNo ratings yet
- Materi Praktikum Uji ImpackDocument5 pagesMateri Praktikum Uji ImpackYosafat HasiholanNo ratings yet
- Astm E587Document8 pagesAstm E587Mono-CCt100% (1)
- 1 s2.0 S0886779820305101 MainDocument10 pages1 s2.0 S0886779820305101 MainMatheus Gonçalves Peixoto da SilvaNo ratings yet
- ميكانيكيه التاكل الاجهاديDocument9 pagesميكانيكيه التاكل الاجهاديFarouq AliNo ratings yet
- Astm G46 94 2005Document8 pagesAstm G46 94 2005hamidouNo ratings yet
- Very High Cycle Fatigue Properties of Bainitic High Carbon-Chromium SteelDocument9 pagesVery High Cycle Fatigue Properties of Bainitic High Carbon-Chromium Steelsrivathsan vivekNo ratings yet
- Experimental Verification of The New Ultimate Strength Equation of Spherical Pressure HullsDocument8 pagesExperimental Verification of The New Ultimate Strength Equation of Spherical Pressure HullsYoyok SetyoNo ratings yet
- Development of Eddy Current Test Procedure For NonDocument8 pagesDevelopment of Eddy Current Test Procedure For NonIbnu KoharNo ratings yet
- In-Plane Fatigue Strength of Plates With Laminar DiscontinuitiesDocument8 pagesIn-Plane Fatigue Strength of Plates With Laminar DiscontinuitiesalbertoxinaNo ratings yet
- Corrosion Detection Using Piezoelectric Wafer Active SensorsDocument5 pagesCorrosion Detection Using Piezoelectric Wafer Active Sensorssilent spritsNo ratings yet
- Defect Types and Non-Destructive Testing Techniques For Composites and Bonded JointsDocument19 pagesDefect Types and Non-Destructive Testing Techniques For Composites and Bonded JointsShanker PandeyNo ratings yet
- A Study of Localized Corrosion Susceptibility of Different Alloys by Means of Electrochemical NoiDocument8 pagesA Study of Localized Corrosion Susceptibility of Different Alloys by Means of Electrochemical NoiMohamed KhirNo ratings yet
- Astm D 1586 - CompressDocument5 pagesAstm D 1586 - CompressEdwin CastelblancoNo ratings yet
- Dynamic Failure of Clamped Circular Plates Subjected To An Underwater ShockDocument20 pagesDynamic Failure of Clamped Circular Plates Subjected To An Underwater ShockSatya Sundar SahooNo ratings yet
- SCHIFFMANN, K. I. BETHKE, R. KRISTENAnalysis of Perforating and Non-PerforatingDocument10 pagesSCHIFFMANN, K. I. BETHKE, R. KRISTENAnalysis of Perforating and Non-PerforatingGustavo GuidettiNo ratings yet
- Eddy Current Testing HolesDocument12 pagesEddy Current Testing HolesAndres GonzalezNo ratings yet
- Ultrasonic Testing of Structural WeldsDocument7 pagesUltrasonic Testing of Structural WeldsKo Kar choonNo ratings yet
- CTOD Testing : Job Knowledge 71Document4 pagesCTOD Testing : Job Knowledge 71anouar82No ratings yet
- D 3967 - 95a R01 - (Ingles) PDFDocument3 pagesD 3967 - 95a R01 - (Ingles) PDFFrancisNo ratings yet
- Stop Drilling Procedure For Fatigue Life Improvement: P.S. Song, Y.L. ShiehDocument7 pagesStop Drilling Procedure For Fatigue Life Improvement: P.S. Song, Y.L. ShiehBayu Aji PamungkasNo ratings yet
- 34-Base, C.D., Beeby, A.W., Taylor, P.J. (1966) - An Investigation of The Crack Control Characteristics ofDocument45 pages34-Base, C.D., Beeby, A.W., Taylor, P.J. (1966) - An Investigation of The Crack Control Characteristics ofJan Van MiddendorpNo ratings yet
- Fatigue and Fracture Assessment of Cracks in Steel Elements Using AEDocument12 pagesFatigue and Fracture Assessment of Cracks in Steel Elements Using AEОлег ПервейталовNo ratings yet
- Non Destructive Testing MR NR PatilDocument8 pagesNon Destructive Testing MR NR PatilMaxwell RejilNo ratings yet
- The Containment of Disk Bunt Fragments by Cylindrical ShellsDocument10 pagesThe Containment of Disk Bunt Fragments by Cylindrical ShellsJeff SauckNo ratings yet
- Steam Turbine BasicsDocument22 pagesSteam Turbine BasicsSumit ChaurasiaNo ratings yet
- Fixture Design For ExcitersDocument24 pagesFixture Design For ExcitersJitendra ItankarNo ratings yet
- Use of Drilling Parameters To Predict In-Situ Stress BoundsDocument15 pagesUse of Drilling Parameters To Predict In-Situ Stress BoundsCarlos Mario Jimenez RamosNo ratings yet
- 34.IJAEST Vol No 5 Issue No 2 A Correlation Method Between Erosion and The Acoustic Properties of Bladed Turbo Machinery 333 338Document6 pages34.IJAEST Vol No 5 Issue No 2 A Correlation Method Between Erosion and The Acoustic Properties of Bladed Turbo Machinery 333 338iserpNo ratings yet
- D 2936 - 95 Rdi5mzytotu - PDFDocument2 pagesD 2936 - 95 Rdi5mzytotu - PDFLupita CarelyNo ratings yet
- Deformation of Progressively Cracking Reinforced Concrete BeamsDocument11 pagesDeformation of Progressively Cracking Reinforced Concrete BeamsCE19D506 Shaik Farooq AhamedNo ratings yet
- Monitoring The Crack Propagation of Reinforced Concrete Beam: A ReviewDocument2 pagesMonitoring The Crack Propagation of Reinforced Concrete Beam: A ReviewelhammeNo ratings yet
- Underground Ring Blasting Design MethodologyDocument17 pagesUnderground Ring Blasting Design MethodologyivofsjrNo ratings yet
- Astm G59Document4 pagesAstm G59Hà KhểnhNo ratings yet
- Bradbury Allsop (1988)Document108 pagesBradbury Allsop (1988)Josué SuárezNo ratings yet
- TOFD Sizing Defect by Creep WaveDocument6 pagesTOFD Sizing Defect by Creep WaveLương Hồ VũNo ratings yet
- 14448Document12 pages14448CgpscAspirantNo ratings yet
- Characterization of Behind-Armor Debris Particles From Tungsten Penetrators B. Pedersen, S. BlessDocument8 pagesCharacterization of Behind-Armor Debris Particles From Tungsten Penetrators B. Pedersen, S. Blesshay11133No ratings yet
- Development of Eddy Current Test Procedure For Non-Destructive Detection of Fatigue Cracks and Corrosion in Rivets of Air-Intake StructuresDocument7 pagesDevelopment of Eddy Current Test Procedure For Non-Destructive Detection of Fatigue Cracks and Corrosion in Rivets of Air-Intake StructuresrenjithaeroNo ratings yet
- Fragmentation of Armor Piercing Steel ProjectilesDocument6 pagesFragmentation of Armor Piercing Steel Projectilesibrahim sugarNo ratings yet
- International Journal of Pressure Vessels and Piping: Yi Shuai, Xiao Zhang, Hui Huang, Can Feng, Y. Frank ChengDocument11 pagesInternational Journal of Pressure Vessels and Piping: Yi Shuai, Xiao Zhang, Hui Huang, Can Feng, Y. Frank ChengMoumen GuedriNo ratings yet
- Torsion Test Determines Shear PropertiesDocument15 pagesTorsion Test Determines Shear PropertiesHilman Hazmi33% (3)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryFrom EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNo ratings yet
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- WCMJT Painting Inspection Grade 3/2 CourseDocument71 pagesWCMJT Painting Inspection Grade 3/2 CourseAhmedA.HassanNo ratings yet
- PHB-5-1997 The Everyday Pocket Handbook On Metric Practices For The Welding Industry PDFDocument22 pagesPHB-5-1997 The Everyday Pocket Handbook On Metric Practices For The Welding Industry PDFTee Klong Rung100% (1)
- WCMJT Painting Inspection Grade 3/2 CourseDocument71 pagesWCMJT Painting Inspection Grade 3/2 CourseAhmedA.HassanNo ratings yet
- AWS - The Everyday Pocket Handbook For Visual Inspection of AWS D1.1 Structural Welding Codes Fabrication and Welding Requirements PDFDocument37 pagesAWS - The Everyday Pocket Handbook For Visual Inspection of AWS D1.1 Structural Welding Codes Fabrication and Welding Requirements PDFEvangelos Mathas100% (1)
- Spectrotest Brochure en 032018Document4 pagesSpectrotest Brochure en 032018Razibul islamNo ratings yet
- Asme B31.3-2006Document1 pageAsme B31.3-2006Thuong Nguyen100% (1)
- Introduction To Non-Destructive ExaminationDocument26 pagesIntroduction To Non-Destructive ExaminationAhmedA.HassanNo ratings yet
- LEEA-036 (B) - Academy ITS Practical Training Courses Jan - June 2020 Version 1 October 2019Document18 pagesLEEA-036 (B) - Academy ITS Practical Training Courses Jan - June 2020 Version 1 October 2019kaito kurabaNo ratings yet
- Welding Qualification Testing Groove Is in Horizontal & Pipe Is in Vertical Position? What Is The Position? A. 2GDocument16 pagesWelding Qualification Testing Groove Is in Horizontal & Pipe Is in Vertical Position? What Is The Position? A. 2GMunirathnamNo ratings yet
- Spectrotest TXC 03 Eng PDFDocument32 pagesSpectrotest TXC 03 Eng PDFHoque AnamulNo ratings yet
- BS en 13458-3-2003 (2008)Document22 pagesBS en 13458-3-2003 (2008)AhmedA.HassanNo ratings yet
- Appendix BDocument12 pagesAppendix BAhmedA.HassanNo ratings yet
- Globe Heat Catalogue 2019Document44 pagesGlobe Heat Catalogue 2019elvispanNo ratings yet
- Radiography Test Level II: (A) Ir-192 (B) Ra-226 (C) Co-60 (D) All of The AboveDocument14 pagesRadiography Test Level II: (A) Ir-192 (B) Ra-226 (C) Co-60 (D) All of The AboveAhmedA.HassanNo ratings yet
- Heat ExchangersDocument25 pagesHeat ExchangersMohammed Kabiruddin100% (7)
- API 653 Exam Prep: Tank Inspection GuideDocument18 pagesAPI 653 Exam Prep: Tank Inspection GuideAhmad Rizki100% (1)
- CSWIP Day 1Document71 pagesCSWIP Day 1Les D ChavezNo ratings yet
- Casting Welding - FINAL-2020Document21 pagesCasting Welding - FINAL-2020AhmedA.HassanNo ratings yet
- 4 Level III Daily ResponsibilitiesDocument5 pages4 Level III Daily ResponsibilitiesAhmedA.HassanNo ratings yet
- BS 03762 3.13 1983 1999 Iso 6835 1981Document12 pagesBS 03762 3.13 1983 1999 Iso 6835 1981AhmedA.HassanNo ratings yet
- PT - Level II PDFDocument73 pagesPT - Level II PDFAhmedA.HassanNo ratings yet
- Advances in Tube Testing 2008Document39 pagesAdvances in Tube Testing 2008AhmedA.Hassan100% (1)
- DBL 5883Document56 pagesDBL 5883Marko SamardžićNo ratings yet
- Epilux 9 Phenolic CoatingDocument2 pagesEpilux 9 Phenolic CoatingdineshNo ratings yet
- Otc 28880 MSDocument15 pagesOtc 28880 MSJhormanNo ratings yet
- 1 Pendahuluan Fracture Mechanics RWP Gasal 22-23Document15 pages1 Pendahuluan Fracture Mechanics RWP Gasal 22-23RaNo ratings yet
- Tyre Flap Specification AS35083SEP2016Document5 pagesTyre Flap Specification AS35083SEP2016Purchase and Stores Officer Contract Cell-IINo ratings yet
- Waterproof Concrete Mix DocumentDocument38 pagesWaterproof Concrete Mix DocumentPankaj KumarNo ratings yet
- Abrasion Resistance of Concrete Exposed To Organic AcidsDocument10 pagesAbrasion Resistance of Concrete Exposed To Organic AcidsDeepaNo ratings yet
- Electroplating Handbook GuideDocument13 pagesElectroplating Handbook GuideAbeerNo ratings yet
- Araldite Standard PDFDocument3 pagesAraldite Standard PDFGRAVYMATRIX VENTURESNo ratings yet
- TCM FG35t9 FD35c9.t9 FG40t9 FD40c9, t9 FG45t9 FD45c9, t9 FG50t9 FD50t9 (PF-43AA) Forklift Truck Gas&Diesel Powered Parts CatalogueDocument283 pagesTCM FG35t9 FD35c9.t9 FG40t9 FD40c9, t9 FG45t9 FD45c9, t9 FG50t9 FD50t9 (PF-43AA) Forklift Truck Gas&Diesel Powered Parts CatalogueGuilhermeNo ratings yet
- ASM Lab Record BookDocument36 pagesASM Lab Record BookNandan HegdeNo ratings yet
- Stellite 6 DS01-21708 (S R0808)Document2 pagesStellite 6 DS01-21708 (S R0808)bwv1006No ratings yet
- Technical Specifications - ASTM A27 Grade 70-40Document1 pageTechnical Specifications - ASTM A27 Grade 70-40S.Mohsin AliNo ratings yet
- Unit 14 Fasteners, AdhesivesDocument23 pagesUnit 14 Fasteners, AdhesivesJ ZNo ratings yet
- Effect of Seawater For Mixing and Curing On Structural Concrete PDFDocument10 pagesEffect of Seawater For Mixing and Curing On Structural Concrete PDFtobiasNo ratings yet
- Effect of Sodium Bicarbonate On Fire Behaviour ofDocument8 pagesEffect of Sodium Bicarbonate On Fire Behaviour ofMadiha RashidNo ratings yet
- Batch 124232 Pt. Kerta Bumi Teknindo - PLTD TinaboganDocument5 pagesBatch 124232 Pt. Kerta Bumi Teknindo - PLTD Tinaboganamin ghozaliNo ratings yet
- Cohesion Bloque EpsDocument8 pagesCohesion Bloque EpsNathalia PenagosNo ratings yet
- Epojet 270Document4 pagesEpojet 270Yudi KurniawanNo ratings yet
- Routing and Sealing of Cracks ConcreteDocument2 pagesRouting and Sealing of Cracks ConcretePrageeth Nalaka ArambegedaraNo ratings yet
- Student Project Declaration and CertificateDocument7 pagesStudent Project Declaration and CertificateNeeraj BeniwalNo ratings yet
- Sika JointDocument16 pagesSika JointnasrulaminzubainiNo ratings yet
- July. PurchasesDocument5 pagesJuly. PurchasesNicolee Rein AndayaNo ratings yet
- Kaocast - Metric-NewDocument1 pageKaocast - Metric-NewJulioValtierraNo ratings yet
- Building Papers - Products, Standards and Installation (PDFDrive)Document61 pagesBuilding Papers - Products, Standards and Installation (PDFDrive)fatimahNo ratings yet
- Auditorium PDF-Thesis Case StudyDocument25 pagesAuditorium PDF-Thesis Case StudyAmarnath AmarNo ratings yet
- 2 Contact Details of Vds (Version 1)Document52 pages2 Contact Details of Vds (Version 1)virag_shahsNo ratings yet
- HERFLEX HF-50-180 - EnglishDocument2 pagesHERFLEX HF-50-180 - Englishlaroussi aymenNo ratings yet
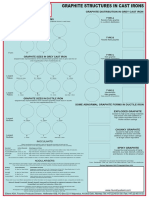
- Graphite Structures in Cast Irons ELKEMDocument1 pageGraphite Structures in Cast Irons ELKEMVishal NangareNo ratings yet