You might also like
- Graphene 101 An Inventor's Guide to Making GrapheneFrom EverandGraphene 101 An Inventor's Guide to Making GrapheneRating: 5 out of 5 stars5/5 (2)
- Transients in Hydraulic Systems - Bentley HammerDocument52 pagesTransients in Hydraulic Systems - Bentley HammerEdwin Rafael Puma Coricaza100% (2)
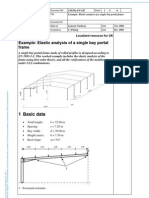
- Wind Loads UK - Portal Frame WEDocument31 pagesWind Loads UK - Portal Frame WEjohnsmith198083% (6)
- Materials and Design: Mostafa Alizadeh, Morteza Mirzaei-AliabadiDocument6 pagesMaterials and Design: Mostafa Alizadeh, Morteza Mirzaei-Aliabadiyahya nefawyNo ratings yet
- Liu 2016Document6 pagesLiu 2016Mariana ThielNo ratings yet
- Composites Part B: 2 3 2 3 W.S. Barakat, A. Wagih, Omayma A. Elkady, A. Abu-Oqail, A. Fathy, A. EL-NikhailyDocument9 pagesComposites Part B: 2 3 2 3 W.S. Barakat, A. Wagih, Omayma A. Elkady, A. Abu-Oqail, A. Fathy, A. EL-NikhailyKamel FedaouiNo ratings yet
- Mechanical and Microstructural Properties of Al6061-Nanocomposite Fabricated by Stir Casting and Hot ExtrusionDocument8 pagesMechanical and Microstructural Properties of Al6061-Nanocomposite Fabricated by Stir Casting and Hot Extrusionjim jamNo ratings yet
- Hot Corrosion CeramicsDocument8 pagesHot Corrosion Ceramicsnipun718No ratings yet
- Al2O3 PS - 3Document8 pagesAl2O3 PS - 3Djm AlgNo ratings yet
- Morphology and Frictional Characteristics Under Electrical Currents of Al2O3 Cu Composites Prepared by Internal OxidationDocument8 pagesMorphology and Frictional Characteristics Under Electrical Currents of Al2O3 Cu Composites Prepared by Internal Oxidationmohamed aliNo ratings yet
- Mixture and Pore Volume Fraction Estimation PDFDocument7 pagesMixture and Pore Volume Fraction Estimation PDFRanjan KumarNo ratings yet
- Formation of Chromium Oxide On 316L Austenitic Stainless SteelDocument7 pagesFormation of Chromium Oxide On 316L Austenitic Stainless SteelfarzanefrhNo ratings yet
- Ceramics International: SciencedirectDocument8 pagesCeramics International: SciencedirectKaterinaNo ratings yet
- Plasma Spheroidization of Ceramic Particles PDFDocument5 pagesPlasma Spheroidization of Ceramic Particles PDFfishvalNo ratings yet
- Effect of Sintering Temperature On Phase Evolution of Al86Ni6Y4.5Co2La1.5 Bulk Amorphous Composites Synthesized Via Mechanical Alloying and Spark Plasma Sintering PDFDocument9 pagesEffect of Sintering Temperature On Phase Evolution of Al86Ni6Y4.5Co2La1.5 Bulk Amorphous Composites Synthesized Via Mechanical Alloying and Spark Plasma Sintering PDFashu05.mech918No ratings yet
- J Matchemphys 2015 04 051Document7 pagesJ Matchemphys 2015 04 051Quang Thuận NguyễnNo ratings yet
- abdel-azim1995Document6 pagesabdel-azim19951584706055No ratings yet
- Sliding Wear ConditionsDocument8 pagesSliding Wear ConditionsAnantharam GSNo ratings yet
- Diffusion Brazing of Al Alloys For Micro Heat Exchanger ApplicationsDocument6 pagesDiffusion Brazing of Al Alloys For Micro Heat Exchanger ApplicationsRavindranadh T EluriNo ratings yet
- Reactive SPS For Sol-Gel Alumina SamplesDocument10 pagesReactive SPS For Sol-Gel Alumina SamplesSantiago Villaescusa BallesterNo ratings yet
- Yu 2010Document6 pagesYu 2010Guido ObandoNo ratings yet
- 050 The Effect of Cooling Rate - CompressedDocument7 pages050 The Effect of Cooling Rate - Compressedadedeji kasaliNo ratings yet
- Journal: Preparation and Properties of Alumina/Nickel-Cobalt Alloy NanocompositesDocument3 pagesJournal: Preparation and Properties of Alumina/Nickel-Cobalt Alloy Nanocompositesmohamed aliNo ratings yet
- High temperature dry sliding friction and wear behavior of aluminum matrix compositesDocument9 pagesHigh temperature dry sliding friction and wear behavior of aluminum matrix compositeshariNo ratings yet
- Mechanical Alloying of Cu-Al O NanoparticlesDocument4 pagesMechanical Alloying of Cu-Al O NanoparticlesNarasimha Murthy InampudiNo ratings yet
- Sol-Gel Synthesized Aluminum Borate Nanorods CharacterizedDocument4 pagesSol-Gel Synthesized Aluminum Borate Nanorods CharacterizedMelin YohanaNo ratings yet
- Effect of Quenching Temperature On Local Ordering in Al85Ni5Co2Y8 Metallic Glass.Document7 pagesEffect of Quenching Temperature On Local Ordering in Al85Ni5Co2Y8 Metallic Glass.Kibria ShabbirNo ratings yet
- Corrosion Behaviour of Uncoated and Ceramic Coated 9Cr-1Mo Steel in Molten Licl-Kcl-Ucl SaltDocument9 pagesCorrosion Behaviour of Uncoated and Ceramic Coated 9Cr-1Mo Steel in Molten Licl-Kcl-Ucl SaltShameekaNo ratings yet
- Chawla (2005)Document8 pagesChawla (2005)Ana Carolina TrindadeNo ratings yet
- ABLATION CASTING OF THIN-WALL DUCTILE IRONDocument12 pagesABLATION CASTING OF THIN-WALL DUCTILE IRONsalar dadashNo ratings yet
- 2014 Effects of Nano-Al2O3 On Early-Age Microstructural Properties of Cement PasteDocument5 pages2014 Effects of Nano-Al2O3 On Early-Age Microstructural Properties of Cement PasteEstefany AcostaNo ratings yet
- Microstructure and Corrosion Resistance of Al3Zr TDocument9 pagesMicrostructure and Corrosion Resistance of Al3Zr TYashwanth VNo ratings yet
- Fluorination Mechanisms of Al 2 O 3 and Y 2 O 3 Surfaces Irradiated by High-Density C F 4 O 2 and S F 6 O 2 PlasmasDocument6 pagesFluorination Mechanisms of Al 2 O 3 and Y 2 O 3 Surfaces Irradiated by High-Density C F 4 O 2 and S F 6 O 2 PlasmasbitasseomnamNo ratings yet
- Pp58-64 MS09 Slag Foaming in Stainless Steel ProductionDocument7 pagesPp58-64 MS09 Slag Foaming in Stainless Steel ProductionemregnesNo ratings yet
- New Pore Structure of Nano-Alumina (Al2O3) Prepared by Sol Gel MethodDocument5 pagesNew Pore Structure of Nano-Alumina (Al2O3) Prepared by Sol Gel MethodMaxNo ratings yet
- Accumulative Roll Bonding Fabrication, Tensile and Corrosion Characterization of ZnAl Multilayered CompositesDocument11 pagesAccumulative Roll Bonding Fabrication, Tensile and Corrosion Characterization of ZnAl Multilayered CompositesErfan SalahinejadNo ratings yet
- Alumina - Water Suspensions in The Presence of PEO-PPO-PEO Triblock CopolymersDocument10 pagesAlumina - Water Suspensions in The Presence of PEO-PPO-PEO Triblock CopolymersDalu KinzelaNo ratings yet
- Materials and Design: Yang Zhou, Zhenyang Yu, Naiqin Zhao, Chunsheng Shi, Enzuo Liu, Xiwen Du, Chunnian HeDocument7 pagesMaterials and Design: Yang Zhou, Zhenyang Yu, Naiqin Zhao, Chunsheng Shi, Enzuo Liu, Xiwen Du, Chunnian HelucasNo ratings yet
- Efecto de Desgaste Abrasivo Del Jugo de Caña de Azúcar en Rollos de Caña de AzúcarDocument5 pagesEfecto de Desgaste Abrasivo Del Jugo de Caña de Azúcar en Rollos de Caña de AzúcarJuan Altamirano RojasNo ratings yet
- Biblio 12-October 2021-ImportantDocument7 pagesBiblio 12-October 2021-Importantbedghiou djohraNo ratings yet
- Afonso, R. MDocument5 pagesAfonso, R. MLeonan CostaNo ratings yet
- Proc 2016 2 132 137Document6 pagesProc 2016 2 132 137Anonymous gSagpEW3fNo ratings yet
- Factors Affecting Hot Tearing in Aluminum AlloysDocument14 pagesFactors Affecting Hot Tearing in Aluminum AlloysMd PNo ratings yet
- Dielectric Properties of Plasma Deposited Al2O3 and ZrO2 CeramicsDocument6 pagesDielectric Properties of Plasma Deposited Al2O3 and ZrO2 Ceramicsali abdulrahman al-ezziNo ratings yet
- Preparation and Properties of Al O - Zro Composite Hollow Fiber Ultrafiltration MembranesDocument8 pagesPreparation and Properties of Al O - Zro Composite Hollow Fiber Ultrafiltration Membranesquyen_quyenNo ratings yet
- Engineering Failure Analysis of Anti-Coking Film Coated Pyrolysis CoilsDocument7 pagesEngineering Failure Analysis of Anti-Coking Film Coated Pyrolysis CoilsCHONKARN CHIABLAMNo ratings yet
- Report of Self-Lubricating Al2O3-based NanocompositesDocument8 pagesReport of Self-Lubricating Al2O3-based NanocompositesMohammad Nasfikur Rahman KhanNo ratings yet
- 1 s2.0 S0030399223006990 MainDocument22 pages1 s2.0 S0030399223006990 Main007 Karim khan mechNo ratings yet
- Aluminum Foil: Its Typical Quality Problems and Their CausesDocument13 pagesAluminum Foil: Its Typical Quality Problems and Their Causessaurabh mangalNo ratings yet
- 6 SiliconDocument8 pages6 SiliconferryNo ratings yet
- 4 - Plasma Transferred Arc Surface Modification of Atmospheric Plasma SprayedDocument6 pages4 - Plasma Transferred Arc Surface Modification of Atmospheric Plasma SprayedJedaías J.No ratings yet
- Ref Time Hardness DensityDocument10 pagesRef Time Hardness DensityOyiFerrerMallariNo ratings yet
- Coatings 13 00322Document15 pagesCoatings 13 00322Haroune Rachid Ben ZineNo ratings yet
- In Uence of Sintering Time On Properties of Alumina-Based Ceramic CompositeDocument7 pagesIn Uence of Sintering Time On Properties of Alumina-Based Ceramic CompositeSenthilkumar PragasamNo ratings yet
- Rheology and Metal Forming of Fire-Refined CopperDocument6 pagesRheology and Metal Forming of Fire-Refined CoppervitordeleteNo ratings yet
- Glass Coatings Protect Stainless Steel from High-Temperature OxidationDocument12 pagesGlass Coatings Protect Stainless Steel from High-Temperature OxidationJabbar AljanabyNo ratings yet
- New-Generation Aluminum Composite With Bottom Ash Industrial WasteDocument6 pagesNew-Generation Aluminum Composite With Bottom Ash Industrial WasteDrTrinath TalapaneniNo ratings yet
- Stavros Dynamic Recrystallisation and Superplasticity in PDocument8 pagesStavros Dynamic Recrystallisation and Superplasticity in PBala GNo ratings yet
- Microstructural and Magnetic Characteristics of Ceramic DispersionDocument8 pagesMicrostructural and Magnetic Characteristics of Ceramic DispersionHaroune Rachid Ben ZineNo ratings yet
- Interactions of Refractory Materials With Molten Gasifier SlagsDocument10 pagesInteractions of Refractory Materials With Molten Gasifier Slagsricardo abrahamNo ratings yet
- Effects of Scandium and Zirconium Addition On Recrystallization Behavior of Al-Mg-Si AlloyDocument9 pagesEffects of Scandium and Zirconium Addition On Recrystallization Behavior of Al-Mg-Si AlloyÁlvaro Nieto CastroNo ratings yet
- $RLKO01ODocument36 pages$RLKO01OMarcionilo Neri da Silva JúniorNo ratings yet
- Materials Today: Proceedings: V. Bharathi, A.R. Anilchandra, Shantanu Sanjay Sangam, S. Shreyas, Siddesh B. ShankarDocument8 pagesMaterials Today: Proceedings: V. Bharathi, A.R. Anilchandra, Shantanu Sanjay Sangam, S. Shreyas, Siddesh B. ShankarMarcionilo Neri da Silva JúniorNo ratings yet
- An Investigation of Laser-Assisted Machining of Al O Ceramics PlaningDocument10 pagesAn Investigation of Laser-Assisted Machining of Al O Ceramics PlaningMarcionilo Neri da Silva JúniorNo ratings yet
- Advanced Ceramics - The New Frontier in Modern-Day Technology: Part IDocument9 pagesAdvanced Ceramics - The New Frontier in Modern-Day Technology: Part IAbdi EphremNo ratings yet
- 2013 Low Temperature TLP Bonding of Al2O3-ceramics Using EutecticDocument10 pages2013 Low Temperature TLP Bonding of Al2O3-ceramics Using EutecticMarcionilo Neri da Silva JúniorNo ratings yet
- 2011 Diffusion Bonding of TiAl Using Reactive NiAl Nanolayers and Ti and Ni FoilsDocument6 pages2011 Diffusion Bonding of TiAl Using Reactive NiAl Nanolayers and Ti and Ni FoilsMarcionilo Neri da Silva JúniorNo ratings yet
- Metals: Joining Ti6Al4V To Alumina by Diffusion Bonding Using Titanium InterlayersDocument17 pagesMetals: Joining Ti6Al4V To Alumina by Diffusion Bonding Using Titanium InterlayersMarcionilo Neri da Silva JúniorNo ratings yet
- 2010 Diffusion Bonding of TiAl Using Ni-Al MultilayersDocument7 pages2010 Diffusion Bonding of TiAl Using Ni-Al MultilayersMarcionilo Neri da Silva JúniorNo ratings yet
- 2011 Microstructure of Reaction Zone Formed During DiffusionDocument5 pages2011 Microstructure of Reaction Zone Formed During DiffusionMarcionilo Neri da Silva JúniorNo ratings yet
- Diffusion Bonding of Ti6Al4V To Al O Using Ni/Ti Reactive MultilayersDocument12 pagesDiffusion Bonding of Ti6Al4V To Al O Using Ni/Ti Reactive MultilayersMarcionilo Neri da Silva JúniorNo ratings yet
- Metals: Diffusion Bonding of Ti6Al4V To Al O Using Ni/Ti Reactive MultilayersDocument12 pagesMetals: Diffusion Bonding of Ti6Al4V To Al O Using Ni/Ti Reactive MultilayersMarcionilo Neri da Silva JúniorNo ratings yet
- Metals: Diffusion Bonding of Ti6Al4V To Al O Using Ni/Ti Reactive MultilayersDocument12 pagesMetals: Diffusion Bonding of Ti6Al4V To Al O Using Ni/Ti Reactive MultilayersMarcionilo Neri da Silva JúniorNo ratings yet
- ME306 Advanced Manufacturing Technology, September 2020Document2 pagesME306 Advanced Manufacturing Technology, September 2020samnoon muadNo ratings yet
- Nonlinear Analysis Methods for Reinforced Concrete Shear WallsDocument8 pagesNonlinear Analysis Methods for Reinforced Concrete Shear Wallsakif-benzer-6764No ratings yet
- Properties of Fresh ConcreteDocument14 pagesProperties of Fresh Concretenzb123450% (2)
- 14 330soilstresses PDFDocument24 pages14 330soilstresses PDFClaudio Enrique Nuñez ReyesNo ratings yet
- Finite Element Modeling of Soil Structure Interaction System With Interface: A ReviewDocument18 pagesFinite Element Modeling of Soil Structure Interaction System With Interface: A ReviewremyanrNo ratings yet
- SM12 2014 PDFDocument60 pagesSM12 2014 PDFm_irfaanbuttNo ratings yet
- Scia Engineer FoundationsDocument80 pagesScia Engineer FoundationsmargitorsiNo ratings yet
- Lab ManualDocument19 pagesLab ManualAmar WadoodNo ratings yet
- Tensarity by PedrettiDocument9 pagesTensarity by PedrettiTensegrity WikiNo ratings yet
- AStrutTie Step by Step Tutorial - Deep BeamDocument155 pagesAStrutTie Step by Step Tutorial - Deep BeamnelsonhugoNo ratings yet
- Mesoscopic Simulation of Failure of Morta and Concret by 3D RBSMDocument18 pagesMesoscopic Simulation of Failure of Morta and Concret by 3D RBSMSocheata channNo ratings yet
- Gibson Et Al. 1997Document33 pagesGibson Et Al. 1997aabb99No ratings yet
- Aircraft Structures-II - U2 - L1 4Document21 pagesAircraft Structures-II - U2 - L1 4sarathkumar sebastinNo ratings yet
- B.Sc. Physics - I Year: Djk1A: Properties of MatterDocument79 pagesB.Sc. Physics - I Year: Djk1A: Properties of MatterThatOneGuyNo ratings yet
- Lecture 3 - Polinga, Irish M.Document10 pagesLecture 3 - Polinga, Irish M.Irish PolingaNo ratings yet
- Stresss, Strain, ModulusDocument18 pagesStresss, Strain, ModulusSaif IslamNo ratings yet
- MEEN 20052 - Week 4 - Salamat, Andre Agassi D.Document4 pagesMEEN 20052 - Week 4 - Salamat, Andre Agassi D.andreagassiNo ratings yet
- Nonlinear FE Analysis 2009 1Document40 pagesNonlinear FE Analysis 2009 1Venkata NarayanaNo ratings yet
- E205: Hooke'S Law POLICIOUS, Mark Angelo FDocument6 pagesE205: Hooke'S Law POLICIOUS, Mark Angelo FMark Angelo PoliciosNo ratings yet
- EN 1993-1-8 : 2005 (E) - Pin Connections Design CriteriaDocument2 pagesEN 1993-1-8 : 2005 (E) - Pin Connections Design CriteriaDev lamichhaneNo ratings yet
- Unit-1 Mechanical PropertiesDocument51 pagesUnit-1 Mechanical PropertieskameshvvNo ratings yet
- Cold Sprayed SS 316L Coatings PDFDocument7 pagesCold Sprayed SS 316L Coatings PDFnipun718No ratings yet
- Analysis and Design of Circular Prestressed Concrete Storage TanksDocument22 pagesAnalysis and Design of Circular Prestressed Concrete Storage TanksLau Kim HwaNo ratings yet
- Reinforced Concrete Structures II - Chapter 1 PDFDocument51 pagesReinforced Concrete Structures II - Chapter 1 PDFabenezer abrhamNo ratings yet
- Sluice Valve ChampersDocument34 pagesSluice Valve ChampersWessam NourNo ratings yet
- Advanced Concrete Model in Hydrocode To Simulate Concrete Structures Under Blast LoadingDocument14 pagesAdvanced Concrete Model in Hydrocode To Simulate Concrete Structures Under Blast LoadingTú TrầnNo ratings yet
- Modelling of Riveted Truss-Joints in Lattice GirderDocument11 pagesModelling of Riveted Truss-Joints in Lattice GirderGogyNo ratings yet
- Infrared Thermography - I. Prakash (Intech, 2012) WWDocument246 pagesInfrared Thermography - I. Prakash (Intech, 2012) WWmdebeukelaerNo ratings yet