You might also like
- Celwel - 60 (Adore Electrodes)Document1 pageCelwel - 60 (Adore Electrodes)Harish KandollaNo ratings yet
- Electrode Booklet F Web 20Document1 pageElectrode Booklet F Web 20satnamNo ratings yet
- Electrode Booklet F Web 21Document1 pageElectrode Booklet F Web 21satnamNo ratings yet
- Electrode Booklet F Web 23Document1 pageElectrode Booklet F Web 23satnamNo ratings yet
- Tenalloy Z PlusDocument1 pageTenalloy Z Plushemal ChauhanNo ratings yet
- Low alloy steel electrode for high strength weldingDocument1 pageLow alloy steel electrode for high strength weldingsatnamNo ratings yet
- Electrode Booklet F Web 9Document1 pageElectrode Booklet F Web 9satnamNo ratings yet
- Ebondm: Mild Steel General Purpose (MSGP)Document1 pageEbondm: Mild Steel General Purpose (MSGP)satnamNo ratings yet
- Mild Steel Electrode for General Purpose Structural ApplicationsDocument1 pageMild Steel Electrode for General Purpose Structural ApplicationssatnamNo ratings yet
- Supabase-X-Plus AdorDocument1 pageSupabase-X-Plus AdorJagan TnNo ratings yet
- Nimoten: LOW ALLOY STEEL (Nimoten Series)Document1 pageNimoten: LOW ALLOY STEEL (Nimoten Series)satnamNo ratings yet
- Electrode Booklet F Web 22Document1 pageElectrode Booklet F Web 22satnamNo ratings yet
- Electrode Booklet F Web 85Document1 pageElectrode Booklet F Web 85satnamNo ratings yet
- Electrode Booklet F Web 24Document1 pageElectrode Booklet F Web 24satnamNo ratings yet
- Electrode Booklet F Web 105Document1 pageElectrode Booklet F Web 105satnamNo ratings yet
- X Bond: Welding Electrode For Structural Welding ApplicationDocument1 pageX Bond: Welding Electrode For Structural Welding ApplicationAmit ChapagainNo ratings yet
- Electrode Booklet F Web 13Document1 pageElectrode Booklet F Web 13satnamNo ratings yet
- Mild Steel Electrode for Radiographic Quality WeldingDocument1 pageMild Steel Electrode for Radiographic Quality WeldingsatnamNo ratings yet
- Electrode Booklet F Web 14Document1 pageElectrode Booklet F Web 14satnamNo ratings yet
- Nimoten Plus 535: LOW ALLOY STEEL (Nimoten Series)Document1 pageNimoten Plus 535: LOW ALLOY STEEL (Nimoten Series)satnamNo ratings yet
- Tenalloy 120G: LOW ALLOY STEEL (High Strength)Document1 pageTenalloy 120G: LOW ALLOY STEEL (High Strength)Devender NegiNo ratings yet
- Kingbond Mild Steel Electrode for General Purpose Structural FabricationDocument1 pageKingbond Mild Steel Electrode for General Purpose Structural FabricationsatnamNo ratings yet
- Tenalloy 70D11Document1 pageTenalloy 70D11pach-thNo ratings yet
- Electrode Booklet F Web 121Document1 pageElectrode Booklet F Web 121satnamNo ratings yet
- KING 308L Stainless Steel Electrode for Welding Austenitic SteelDocument1 pageKING 308L Stainless Steel Electrode for Welding Austenitic SteelsatnamNo ratings yet
- Tenalloy 125: LOW ALLOY STEEL (High Strength)Document1 pageTenalloy 125: LOW ALLOY STEEL (High Strength)satnamNo ratings yet
- C-Mn Steel Solid Filler Rod for GTAW WeldingDocument1 pageC-Mn Steel Solid Filler Rod for GTAW WeldingsatnamNo ratings yet
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Document1 pageTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNo ratings yet
- Topstar 110: C-MN STEEL (High Efficiency)Document1 pageTopstar 110: C-MN STEEL (High Efficiency)satnamNo ratings yet
- Electrode Booklet F Web 101Document1 pageElectrode Booklet F Web 101satnamNo ratings yet
- Electrode Booklet F Web 18Document1 pageElectrode Booklet F Web 18satnamNo ratings yet
- Supabase X Plus 2Document1 pageSupabase X Plus 2Michael FortunaNo ratings yet
- Electrode Booklet F Web 120Document1 pageElectrode Booklet F Web 120satnamNo ratings yet
- Electrode Booklet F Web 106Document1 pageElectrode Booklet F Web 106satnamNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesKrishna VachaNo ratings yet
- Electrode Booklet F Web 97Document1 pageElectrode Booklet F Web 97satnamNo ratings yet
- COVERED ELECTRODES FOR MILD STEEL WELDINGDocument1 pageCOVERED ELECTRODES FOR MILD STEEL WELDINGKannan MurugesanNo ratings yet
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Document1 pageAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNo ratings yet
- Electrode Booklet F Web 104Document1 pageElectrode Booklet F Web 104satnamNo ratings yet
- WB56S M.M.A. welding electrode specificationsDocument1 pageWB56S M.M.A. welding electrode specificationslathasri78No ratings yet
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocument1 pageTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNo ratings yet
- Electrode Booklet F Web 93Document1 pageElectrode Booklet F Web 93satnamNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Nimoten Plus 535 A: LOW ALLOY STEEL (Nimoten Series)Document1 pageNimoten Plus 535 A: LOW ALLOY STEEL (Nimoten Series)satnamNo ratings yet
- COVERED ELECTRODES FOR MILD STEEL WELDINGDocument1 pageCOVERED ELECTRODES FOR MILD STEEL WELDINGRys Multiventas SacNo ratings yet
- WB88SHR M.M.A. welding electrode propertiesDocument1 pageWB88SHR M.M.A. welding electrode propertieslathasri78No ratings yet
- Nicalloy Mo-12: NON FERROUS (Ni Alloys)Document1 pageNicalloy Mo-12: NON FERROUS (Ni Alloys)krupesh patelNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Document1 pageTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNo ratings yet
- Low alloy electrodes for welding high-strength steels with OK 75.75Document1 pageLow alloy electrodes for welding high-strength steels with OK 75.75corsini999No ratings yet
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocument1 pageTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNo ratings yet
- ESABDocument1 pageESABXQNo ratings yet
- Electrode Booklet F Web 110Document1 pageElectrode Booklet F Web 110satnamNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Electrode Booklet F Web 90Document1 pageElectrode Booklet F Web 90satnamNo ratings yet
- Electrode Booklet F Web 100Document1 pageElectrode Booklet F Web 100satnamNo ratings yet
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Document1 pageAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Megha Engineering & Infrastructures Ltd. Hyderabad Payslip For The Month of Oct-2020Document1 pageMegha Engineering & Infrastructures Ltd. Hyderabad Payslip For The Month of Oct-2020Harish KandollaNo ratings yet
- ధరణ - ﯽﻧرھد - Dharani: Deceased Pattadar Khata DetailsDocument2 pagesధరణ - ﯽﻧرھد - Dharani: Deceased Pattadar Khata DetailsHarish KandollaNo ratings yet
- MBA Distance Sample Degree CertificateDocument1 pageMBA Distance Sample Degree CertificateHarish KandollaNo ratings yet
- Experience Details: 5Years-2MonthsDocument21 pagesExperience Details: 5Years-2MonthsHarish KandollaNo ratings yet
- List of Deemed UniversitiesDocument3 pagesList of Deemed UniversitiesHarish KandollaNo ratings yet
- Pravin Sharad Dixit (VP) - PowerDocument25 pagesPravin Sharad Dixit (VP) - PowerHarish KandollaNo ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- EvaluationDocument2 pagesEvaluationHarish KandollaNo ratings yet
- Bromley CarpentryDocument3 pagesBromley Carpentrybromley-carpentryNo ratings yet
- Unit-3 Corrosion & Its ControlDocument29 pagesUnit-3 Corrosion & Its ControlJevaa KharthickNo ratings yet
- Door Hinge DesignDocument17 pagesDoor Hinge DesignAlikhan ShambulovNo ratings yet
- Ct-Bolt Brochure 2004 40Document4 pagesCt-Bolt Brochure 2004 40rajahassan786No ratings yet
- MIT 3.071 Amorphous Materials: Juejun (JJ) HuDocument35 pagesMIT 3.071 Amorphous Materials: Juejun (JJ) HuMuhammad Bilal QadirNo ratings yet
- Department of Public Works and Highways: DPWH Standard Specification For Carbon Fiber, Item 416Document8 pagesDepartment of Public Works and Highways: DPWH Standard Specification For Carbon Fiber, Item 416jay_medrano_1No ratings yet
- Iv. Cooling TowersDocument13 pagesIv. Cooling TowersCharlyn FloresNo ratings yet
- An Awe-Inspiring Place: Sydney's Punchbowl Mosque Showcases The Architectural Flexibility of ConcreteDocument4 pagesAn Awe-Inspiring Place: Sydney's Punchbowl Mosque Showcases The Architectural Flexibility of ConcreteShajahan AsanarNo ratings yet
- Protherm Brochure enDocument8 pagesProtherm Brochure enAnaDungovskaNo ratings yet
- SIP Engineering Design Guide July2019Document277 pagesSIP Engineering Design Guide July2019Pablo PinuerNo ratings yet
- Mixing Water Used in The Production of Hydraulic Cement ConcreteDocument5 pagesMixing Water Used in The Production of Hydraulic Cement ConcreteYasin BaturNo ratings yet
- METAL PUTTY TECHNICAL DATA SHEETDocument2 pagesMETAL PUTTY TECHNICAL DATA SHEETabdullahNo ratings yet
- Case Against Balancing ValvesDocument4 pagesCase Against Balancing Valvesa_salehiNo ratings yet
- WRM33 No Frost RefrigeratorDocument31 pagesWRM33 No Frost Refrigeratorעליזה שדמיNo ratings yet
- Design File Type RUBDocument116 pagesDesign File Type RUBAbilaash VNo ratings yet
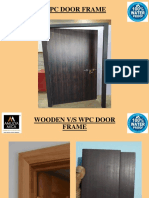
- Everything about WPC Door FramesDocument18 pagesEverything about WPC Door Framesrishi gupta100% (1)
- Manufacturing DLC Using PPC for Concrete PavementsDocument1 pageManufacturing DLC Using PPC for Concrete PavementsairpavsetNo ratings yet
- Aa 036007 001Document1 pageAa 036007 001narutothunderjet216No ratings yet
- Fiche Technique M110 en V05Document2 pagesFiche Technique M110 en V05LucasNo ratings yet
- 10 STRUCTURAL Summary 12 23 21Document16 pages10 STRUCTURAL Summary 12 23 21Leonardo Rivero DurianNo ratings yet
- Materials and Finishes in InteriorDocument10 pagesMaterials and Finishes in InteriorIvy FirmeNo ratings yet
- Construction Quality PlanDocument85 pagesConstruction Quality Plandep_vinNo ratings yet
- Corbel Design CalculationsDocument2 pagesCorbel Design Calculationsjust meNo ratings yet
- Iso-Superior Glycols-Plain: Product Features & ApplicationsDocument1 pageIso-Superior Glycols-Plain: Product Features & ApplicationsEldiyar AzamatovNo ratings yet
- Highly Rotary Compressor CatalogueDocument16 pagesHighly Rotary Compressor CatalogueMohamed SaidNo ratings yet
- Jis G 3103Document19 pagesJis G 3103Thanh Tín TăngNo ratings yet
- Lecture 1. Shaft DesignDocument18 pagesLecture 1. Shaft DesignhasanNo ratings yet
- SikaSwell - Hydrophilic Profiles and SealantsDocument12 pagesSikaSwell - Hydrophilic Profiles and Sealantskhx2No ratings yet
- Method Statement - Drainage & SewerageDocument8 pagesMethod Statement - Drainage & Seweragedanes hereNo ratings yet