You might also like
- Sizing A Goose Neck Vent - The Downcomer PDFDocument6 pagesSizing A Goose Neck Vent - The Downcomer PDFام يمنى ايمن100% (1)
- MFC 14M 2003Document26 pagesMFC 14M 2003Joel Cielto100% (1)
- Recommended Fluid VelocitiesDocument5 pagesRecommended Fluid Velocitiesger80100% (1)
- Strainer Pressure DropDocument26 pagesStrainer Pressure Dropmkchy1260% (5)
- Aerodynamics in Cars SeminarDocument22 pagesAerodynamics in Cars SeminarSwapnil Joshi75% (4)
- UFC-85 Plants For Urea Fertilizer Projects: Recommended DosageDocument8 pagesUFC-85 Plants For Urea Fertilizer Projects: Recommended Dosagevaratharajan g rNo ratings yet
- Connell ArticleDocument5 pagesConnell ArticleJames Harden100% (1)
- Process Engineering StandardsDocument8 pagesProcess Engineering Standardssal143100% (1)
- 2018-03-Hydrocarbon Processing MagazineDocument93 pages2018-03-Hydrocarbon Processing MagazineVS2712100% (1)
- Direct Contact Heat ExchangersDocument8 pagesDirect Contact Heat ExchangersArun GuptaNo ratings yet
- Calculate The Relieving Temperature & Latent Heat of Vaporization For Fire Case PSV Sizing by Shell DEP MethodDocument3 pagesCalculate The Relieving Temperature & Latent Heat of Vaporization For Fire Case PSV Sizing by Shell DEP Methodrohitkush80% (5)
- Design Calculations - Insulation Thickness REV-1Document4 pagesDesign Calculations - Insulation Thickness REV-1delMAK100% (1)
- Storage Tank Heat TransferDocument57 pagesStorage Tank Heat TransferMilan Djumic100% (2)
- How To Design Overhead Condensing SystemsDocument7 pagesHow To Design Overhead Condensing Systemsstudyendless100% (1)
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- Test Procedure:: Functional Testing Guidance Pump PerformanceDocument10 pagesTest Procedure:: Functional Testing Guidance Pump PerformanceSagar Naduvinamani100% (1)
- High Lift AerodynamicsDocument36 pagesHigh Lift AerodynamicsVyssionNo ratings yet
- Vortex Breakers in Practice - 201606Document2 pagesVortex Breakers in Practice - 201606JQuest229100% (4)
- Tank Mixing JGS 210-120-1-66E: ConfidentialDocument9 pagesTank Mixing JGS 210-120-1-66E: ConfidentialPinjala AnoopNo ratings yet
- Sizing Tank Overflow Line (U-Seal) - CheresourcesDocument4 pagesSizing Tank Overflow Line (U-Seal) - Cheresourcesmontie30% (1)
- EXAMPLE SIZING OWS Calculation Per API 421 PDFDocument1 pageEXAMPLE SIZING OWS Calculation Per API 421 PDFarnel_ado4412No ratings yet
- Entrainment Vortex BreakerDocument3 pagesEntrainment Vortex Breakerzorro21072107No ratings yet
- Sample Pressure Vessel DatasheetDocument2 pagesSample Pressure Vessel Datasheetvofaith67% (3)
- A Guideline For Design Pressure - Part 1Document4 pagesA Guideline For Design Pressure - Part 1Said Ahmed SalemNo ratings yet
- Calculation of The Built Up Back Pressure - LESERDocument4 pagesCalculation of The Built Up Back Pressure - LESERArjed Ali ShaikhNo ratings yet
- Rupture Disc-PSV CombinationDocument3 pagesRupture Disc-PSV CombinationManikandan SubramanianNo ratings yet
- Sizing of Two Phase Vertical SeparatorDocument3 pagesSizing of Two Phase Vertical SeparatorJatin RamboNo ratings yet
- Inbreathing Outbreathing of TanksDocument30 pagesInbreathing Outbreathing of Tanksomesh2008No ratings yet
- Recommended Fluid Velocities in PipelinesDocument4 pagesRecommended Fluid Velocities in PipelinesBramJanssen76100% (1)
- Calculating Relief Valves Under The New ASHRAEDocument2 pagesCalculating Relief Valves Under The New ASHRAEchandrashekharsNo ratings yet
- Tank Vessel Overflow Line SizingDocument4 pagesTank Vessel Overflow Line SizingAMITH OKNo ratings yet
- Calculation For Jet MixerDocument3 pagesCalculation For Jet MixerrohitkushNo ratings yet
- Jet Mixing CalculationDocument3 pagesJet Mixing CalculationRachel FloresNo ratings yet
- Shell - DEP - 31.22.20.31 PRESSURE VESSELS Table VIII-1Document1 pageShell - DEP - 31.22.20.31 PRESSURE VESSELS Table VIII-1Sulist N Wahyudie100% (1)
- Burst PR Calculation PDFDocument1 pageBurst PR Calculation PDFAranga KeerthiNo ratings yet
- Vent Calculation and Device SpecificationsDocument20 pagesVent Calculation and Device SpecificationsDilip Maurya100% (1)
- UOP 3-28-6 - Storage Tanks Low PressureDocument3 pagesUOP 3-28-6 - Storage Tanks Low Pressurejev_vdNo ratings yet
- PSV Reation Force - Two Phase - Assumption Close SytemDocument4 pagesPSV Reation Force - Two Phase - Assumption Close SytemNesrine MhedhbiNo ratings yet
- Process Design Documentation From Ch29 - Mihir - S HandbookDocument14 pagesProcess Design Documentation From Ch29 - Mihir - S HandbookHa LongNo ratings yet
- VEDST003 - Shell and Tube Heat Exchanger Specification SheetDocument23 pagesVEDST003 - Shell and Tube Heat Exchanger Specification SheetyuganterNo ratings yet
- Guide To Steam Tracing and Condensate CollectionDocument34 pagesGuide To Steam Tracing and Condensate CollectionRAMNo ratings yet
- Evaporative Rates of A SpillDocument3 pagesEvaporative Rates of A SpillkurtbkNo ratings yet
- Tank Insulation CalculatorDocument4 pagesTank Insulation CalculatorJoshua JohnsonNo ratings yet
- Center Vent & Peripheral Vent CalDocument1 pageCenter Vent & Peripheral Vent CalrichardchiamNo ratings yet
- VCTDS-01061 Sizing of Tank Blanketing System-EnDocument3 pagesVCTDS-01061 Sizing of Tank Blanketing System-EnvipinNo ratings yet
- STR 3 2018 Sulcol Program Ang PDFDocument4 pagesSTR 3 2018 Sulcol Program Ang PDFsakthivelg15357No ratings yet
- Table 1 - Recommended Offsites Equipment Spacing: PIP PNE00003 Process Unit and Offsites Layout Guide June 2013Document1 pageTable 1 - Recommended Offsites Equipment Spacing: PIP PNE00003 Process Unit and Offsites Layout Guide June 2013AshrafNo ratings yet
- Sizing Calculations For Pressure Relief Valves - Chemical Engineering (2013)Document8 pagesSizing Calculations For Pressure Relief Valves - Chemical Engineering (2013)Jim WesnorNo ratings yet
- Guides For Storage Tanks Nozzles OrientationDocument5 pagesGuides For Storage Tanks Nozzles OrientationGeethaNo ratings yet
- Orifice Plate Sizing Calculation Using A New Labview TechniqueDocument6 pagesOrifice Plate Sizing Calculation Using A New Labview TechniquesyamsulNo ratings yet
- Calculation Sheet Flare Knock Out Drum: Sheet No: Job No: REV Date Made by Chkd. by Appr. by DescriptionDocument2 pagesCalculation Sheet Flare Knock Out Drum: Sheet No: Job No: REV Date Made by Chkd. by Appr. by Descriptionsanjay100% (4)
- Flow Special - Sizing Orifice Plates - ISADocument4 pagesFlow Special - Sizing Orifice Plates - ISAamarnethaNo ratings yet
- GoyalDocument3 pagesGoyalVan LeNo ratings yet
- Vortex Breakers: RBRR and RBRQDocument6 pagesVortex Breakers: RBRR and RBRQarachman297988No ratings yet
- Vent Calculation API STD 2000Document2 pagesVent Calculation API STD 2000massive85No ratings yet
- Tubesheet As Per ASME Sec. VIII-Div.1 UHXDocument1 pageTubesheet As Per ASME Sec. VIII-Div.1 UHXruponline1No ratings yet
- Cti Code Tover Standard Specifi CationsDocument10 pagesCti Code Tover Standard Specifi CationsSanjeev GulatyNo ratings yet
- Vortex BreakingDocument7 pagesVortex Breakingzorro21072107100% (3)
- Engineering Practice 2020 04Document7 pagesEngineering Practice 2020 04Chenchulakshmi MNo ratings yet
- Engineering Practice 2020 04Document35 pagesEngineering Practice 2020 04AUDIO CLIPS BLOGNo ratings yet
- Melaku Tesfaye (Parafin Oil)Document55 pagesMelaku Tesfaye (Parafin Oil)aberNo ratings yet
- Calculation and Design of Separators (HS)Document39 pagesCalculation and Design of Separators (HS)Bhuran AkshayNo ratings yet
- WelChem BubbleCapTray 2020-2Document6 pagesWelChem BubbleCapTray 2020-2Joel OkohNo ratings yet
- Sodium Hypo FRP SpecDocument6 pagesSodium Hypo FRP SpecZeroRecoNo ratings yet
- Study of TSP Fertilizer Production & QualityDocument10 pagesStudy of TSP Fertilizer Production & QualityZeroRecoNo ratings yet
- Air Side Pressure Drop in Plate Finned Tube Heat Exchangers PDFDocument14 pagesAir Side Pressure Drop in Plate Finned Tube Heat Exchangers PDFZeroRecoNo ratings yet
- 16.050 Thermal Energy: Page 1 of 6Document6 pages16.050 Thermal Energy: Page 1 of 6ZeroRecoNo ratings yet
- 16.050 Thermal Energy: Page 1 of 2Document2 pages16.050 Thermal Energy: Page 1 of 2ZeroRecoNo ratings yet
- Configure VS Code For Microsoft CDocument12 pagesConfigure VS Code For Microsoft CZeroRecoNo ratings yet
- Epa Tank Resuspension PDFDocument101 pagesEpa Tank Resuspension PDFZeroRecoNo ratings yet
- Air Entrainment in Vertical DropshaftsDocument199 pagesAir Entrainment in Vertical DropshaftsZeroRecoNo ratings yet
- The Critical Height of A Liquid Being Drained From The TankDocument5 pagesThe Critical Height of A Liquid Being Drained From The TankZeroRecoNo ratings yet
- Emissivity TableDocument5 pagesEmissivity TableZeroRecoNo ratings yet
- Hazard Identification (Hazid) NO YES: Checklist Analysis Hazop + Checklist AnalysisDocument7 pagesHazard Identification (Hazid) NO YES: Checklist Analysis Hazop + Checklist AnalysisZeroRecoNo ratings yet
- Mineral Yearbook-2016 - USGSDocument10 pagesMineral Yearbook-2016 - USGSZeroRecoNo ratings yet
- Ammonia Storage TanksDocument2 pagesAmmonia Storage TanksZeroRecoNo ratings yet
- Chlorine Antoine Equation ParametersDocument1 pageChlorine Antoine Equation ParametersZeroRecoNo ratings yet
- Robins - Magnus Effect - An Attempt of Complete ExplanationDocument5 pagesRobins - Magnus Effect - An Attempt of Complete ExplanationReni DimitrovaNo ratings yet
- Mechanics of Fluids 5Th Edition Potter Solutions Manual Full Chapter PDFDocument64 pagesMechanics of Fluids 5Th Edition Potter Solutions Manual Full Chapter PDFJacobFloresxbpcn100% (11)
- Detail Engineering MethodologyDocument11 pagesDetail Engineering MethodologyKumarJR86100% (1)
- Conceptual Design of An Unmanned Aerial VehicleDocument47 pagesConceptual Design of An Unmanned Aerial VehicleTarik Hassan ElsonniNo ratings yet
- Cross Wind Oscillation PDFDocument20 pagesCross Wind Oscillation PDFTAG290jtrNo ratings yet
- Comparison Between Solidworks and Ansys CFX FlowsDocument6 pagesComparison Between Solidworks and Ansys CFX FlowsAbbas Amirifard100% (1)
- Pipesim 2015 PsDocument2 pagesPipesim 2015 PsDoddy Vallentyno0% (1)
- Ground Effect (Aircraft)Document5 pagesGround Effect (Aircraft)Mohd Anuar50% (2)
- 1991 - Antal Et Al - Analysis of Phase Distribution in Fully Developed Laminar Bubbly Two - Phase FlowDocument18 pages1991 - Antal Et Al - Analysis of Phase Distribution in Fully Developed Laminar Bubbly Two - Phase FlowLeiza D'AngeloNo ratings yet
- Onera S1maDocument29 pagesOnera S1maSindbad SailorNo ratings yet
- Aero-Structural Analysis of Corrugated Morphing Wing With Spanwise Camber ChangeDocument9 pagesAero-Structural Analysis of Corrugated Morphing Wing With Spanwise Camber ChangeLalit BholaNo ratings yet
- AE 481 Aircraft Design - Fall 2006: Alex Murray, Manager Mark Rundle, Deputy ManagerDocument125 pagesAE 481 Aircraft Design - Fall 2006: Alex Murray, Manager Mark Rundle, Deputy ManagerPaul Lee100% (1)
- GPHYS Lecture 17 Fluids in Motion 2013FDocument31 pagesGPHYS Lecture 17 Fluids in Motion 2013Fdhaval2011No ratings yet
- Effect of Spray Rails and Wedges On The Performance of Semi-Displacement HullsDocument12 pagesEffect of Spray Rails and Wedges On The Performance of Semi-Displacement HullsAnggaGustamaNo ratings yet
- Wing EfficiencyDocument8 pagesWing EfficiencyJames EdwardNo ratings yet
- Angle of Attack (AOA) SystemsDocument4 pagesAngle of Attack (AOA) SystemsZesorith ThunderNo ratings yet
- Hal Report LkoDocument49 pagesHal Report Lkohina patelNo ratings yet
- Agard Ag 303Document96 pagesAgard Ag 303SharathKumarNo ratings yet
- SCJ-MA3700-A3-Loads - (Week 2)Document28 pagesSCJ-MA3700-A3-Loads - (Week 2)crtveNo ratings yet
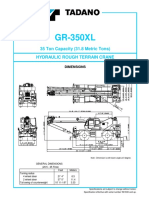
- Alt GR 350XL-Tier-4Document12 pagesAlt GR 350XL-Tier-4Raza AidanNo ratings yet
- TTS Module 08Document225 pagesTTS Module 08adolfredors100% (13)
- EAH221 - Fluid Mechanics For Civil Engineers: (Mekanik Bendalir Untuk Jurutera Awam)Document17 pagesEAH221 - Fluid Mechanics For Civil Engineers: (Mekanik Bendalir Untuk Jurutera Awam)yuunarukamiNo ratings yet
- Chapter 1 - Introduction and Definition PDFDocument3 pagesChapter 1 - Introduction and Definition PDFMFNo ratings yet
- E - T Lecture Notes Wind 2021Document61 pagesE - T Lecture Notes Wind 2021HmaedNo ratings yet
- Seminar Report: Aerodynamics of An AirplanDocument27 pagesSeminar Report: Aerodynamics of An Airplanmohd arifNo ratings yet
- Fundamentlsof Rotor and Power Train Maintenance Techniques and ProceduresDocument68 pagesFundamentlsof Rotor and Power Train Maintenance Techniques and ProceduresrfriosEPNo ratings yet
- Whalepower Corporation and Tubercle TechnologyDocument7 pagesWhalepower Corporation and Tubercle TechnologyBanuNo ratings yet