You might also like
- RZR XP Turbo With EVAP Wiring DiagramDocument3 pagesRZR XP Turbo With EVAP Wiring Diagram张连杉No ratings yet
- Allen, Tildesley, Computer Simulation of Liquids, 1991Document400 pagesAllen, Tildesley, Computer Simulation of Liquids, 1991Arjun KumarNo ratings yet
- Robert VenturiDocument28 pagesRobert VenturiPankaj Dhaked100% (1)
- C16 - Diploma in Chemical Engineering (Plastic & Polymers)Document217 pagesC16 - Diploma in Chemical Engineering (Plastic & Polymers)Nandan KumarNo ratings yet
- BelowTenMetersTheManualOfUltra Short Wave Radio PDFDocument72 pagesBelowTenMetersTheManualOfUltra Short Wave Radio PDF_lucky_No ratings yet
- DIN 7162-1965xDocument6 pagesDIN 7162-1965xAntonio Maestre LorenzoNo ratings yet
- BinsDocument17 pagesBinsRm1262No ratings yet
- Petrophysical Parameters Estimated From Visual Descriptions of Carbonate Rocks: A Field Classification of Carbonate Pore SpaceDocument9 pagesPetrophysical Parameters Estimated From Visual Descriptions of Carbonate Rocks: A Field Classification of Carbonate Pore SpaceJose CarrilloNo ratings yet
- Proofs Jesus Is Not The FatherDocument7 pagesProofs Jesus Is Not The FatherJaph DeeNo ratings yet
- Phase Identification by Selective Etching: January 1986Document11 pagesPhase Identification by Selective Etching: January 1986MarkNo ratings yet
- Characterization of Phases in A Nickel-Aluminium BronzeDocument7 pagesCharacterization of Phases in A Nickel-Aluminium BronzeFathia AlkelaeNo ratings yet
- Zns-Preparation-Pdf 29-Oct-2022 09-41-19Document5 pagesZns-Preparation-Pdf 29-Oct-2022 09-41-19Cristians VivasNo ratings yet
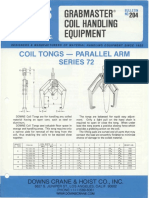
- Katalog - Downs Crane Hoist - Grabmaster Coil Handling EquipmentDocument4 pagesKatalog - Downs Crane Hoist - Grabmaster Coil Handling EquipmentDemy Iman TaufikNo ratings yet
- Mary Poppins 1964Document203 pagesMary Poppins 1964blueginghamNo ratings yet
- Royal Paints Brocher 1Document4 pagesRoyal Paints Brocher 1seemaramjanchakiNo ratings yet
- ProjectBlueBook RB47 July17 1957Document57 pagesProjectBlueBook RB47 July17 1957ScriptKillerNo ratings yet
- 1986 Tucker, M. - The Field Description of Sedimentary RockDocument117 pages1986 Tucker, M. - The Field Description of Sedimentary RockandriantoNo ratings yet
- Flat Rock MapDocument1 pageFlat Rock Mapkarl_gustafsonNo ratings yet
- Ian Shanahan - 31-Note Music by Bill Coates OCRDocument6 pagesIan Shanahan - 31-Note Music by Bill Coates OCRIan ShanahanNo ratings yet
- Pages From Dorman Longs - Handbook For Constructional Engineers - 1906-120Document1 pagePages From Dorman Longs - Handbook For Constructional Engineers - 1906-120Fornvald TamasNo ratings yet
- FASCIKEL 2 - Orbis D.O.O. - Material No Poslovanje (Str. 281-285)Document5 pagesFASCIKEL 2 - Orbis D.O.O. - Material No Poslovanje (Str. 281-285)ResnicaoorozjuNo ratings yet
- Marcoux and Milesi - 1993 - Epithermal Gold Deposits in West Java, Indonesia, Geology, Age and Crustal AgeDocument16 pagesMarcoux and Milesi - 1993 - Epithermal Gold Deposits in West Java, Indonesia, Geology, Age and Crustal Agejeha kunramadiNo ratings yet
- Statistical Methods For Research Workers (R.A Fisher)Document2 pagesStatistical Methods For Research Workers (R.A Fisher)Kluyvert SouzaNo ratings yet
- Structural Geology Seminar - Volumen I - SDocument441 pagesStructural Geology Seminar - Volumen I - SJuan Diego LozanoNo ratings yet
- Chapi'Er 2: On The 1983 ExcavationsDocument20 pagesChapi'Er 2: On The 1983 ExcavationsTeSoTrasNo ratings yet
- Bridge Design RCDG Service Load MethodDocument17 pagesBridge Design RCDG Service Load Methodbart porquiadoNo ratings yet
- 8b FIREDocument9 pages8b FIREsrikrishnaNo ratings yet
- The Field Description of Sedimentary Rocks - TuckerDocument117 pagesThe Field Description of Sedimentary Rocks - TuckermarilynNo ratings yet
- 1960 02 6969683 Marlboro N JDocument5 pages1960 02 6969683 Marlboro N JOsmanNo ratings yet
- S.4 English 2 PracticeDocument7 pagesS.4 English 2 Practicekaziba stephenNo ratings yet
- Seed and Booker - Stabilization of Potentially Sand Deposits Using Gravel DrainsDocument70 pagesSeed and Booker - Stabilization of Potentially Sand Deposits Using Gravel DrainsHOMOUNIVERSAL0% (1)
- AD0068959Document47 pagesAD0068959ali_raza117No ratings yet
- Loghz Atv The Ea Way: R AofnhDocument18 pagesLoghz Atv The Ea Way: R AofnhΑΝΔΡΕΑΣ ΤΣΑΓΚΟΣNo ratings yet
- Latin America Re Iew) : ALA LARDocument8 pagesLatin America Re Iew) : ALA LARAbraham CorzoNo ratings yet
- 1941 BarDocument210 pages1941 Barraj vadNo ratings yet
- I Irving DavidsonDocument127 pagesI Irving DavidsonAlan Jules Weberman100% (1)
- Cart Colossal Ezpinita PDFDocument252 pagesCart Colossal Ezpinita PDFDennis Gil100% (1)
- 1980 Water EvapDocument6 pages1980 Water EvapEssam KamalNo ratings yet
- Peace Corps Conversational TeluguDocument262 pagesPeace Corps Conversational TeluguAnshNo ratings yet
- 6786-Article Text PDF-10544-1-10-20130718Document11 pages6786-Article Text PDF-10544-1-10-20130718Alpine.designNo ratings yet
- First Little Readers - A01 - Bubbles PDFDocument5 pagesFirst Little Readers - A01 - Bubbles PDFNurul IhsanNo ratings yet
- 1986/18. Foundation Conditions at A Proposed Flagpole Site, Lower Macquarie Street, HobartDocument3 pages1986/18. Foundation Conditions at A Proposed Flagpole Site, Lower Macquarie Street, HobartSebin GeorgeNo ratings yet
- Masters of Science Fiction and Fantasy Art A Collection of The Most Inspiring Science Fiction, Fantasy, and Gaming... (Karen Haber) (Z-Library)Document224 pagesMasters of Science Fiction and Fantasy Art A Collection of The Most Inspiring Science Fiction, Fantasy, and Gaming... (Karen Haber) (Z-Library)Juan Alvarez MenesesNo ratings yet
- Bachu 2005Document6 pagesBachu 2005رواء احمد غالب موسىNo ratings yet
- HERE IN THIS PLACE (Clark)Document12 pagesHERE IN THIS PLACE (Clark)Alvin B. AlmanzaNo ratings yet
- Toilet Block ModelDocument1 pageToilet Block ModelBhushan KambaleNo ratings yet
- 1975sieger GlassDocument8 pages1975sieger GlassJose Pablo EstrellaNo ratings yet
- A Contribution To The Theory of Coastal Ground Wat 1974 Soils and FoundationDocument10 pagesA Contribution To The Theory of Coastal Ground Wat 1974 Soils and FoundationHoracio UlloaNo ratings yet
- AISC 1963 v03Document16 pagesAISC 1963 v03Ignacio Hiram M RoqueNo ratings yet
- Orata TD Diagnostic Test Arc22dDocument2 pagesOrata TD Diagnostic Test Arc22dAnthony OrataNo ratings yet
- Mechanical Behaviors of Concrete Plug in Storage Rock CavernDocument7 pagesMechanical Behaviors of Concrete Plug in Storage Rock Cavernamy75No ratings yet
- ED ED: Ed For ONS RUDocument2 pagesED ED: Ed For ONS RUQazi NoorNo ratings yet
- Wps 865 Saw 001Document8 pagesWps 865 Saw 001PRAVEENNo ratings yet
- Augustan Gates at Torino and SpelloDocument12 pagesAugustan Gates at Torino and SpelloxyzNo ratings yet
- Tafseer Ibn Katheer Part 30 Juz AmmaDocument294 pagesTafseer Ibn Katheer Part 30 Juz AmmamamurNo ratings yet
- Adobe Scan 12 Dec 2022Document1 pageAdobe Scan 12 Dec 2022Ravindra PatilNo ratings yet
- Scan Jun 7, 18Document3 pagesScan Jun 7, 18Jeffer MenziNo ratings yet
- Gambar LAMADocument16 pagesGambar LAMAdellpapua023No ratings yet
- (Form F) SESE (Science)Document39 pages(Form F) SESE (Science)omercomsatNo ratings yet
- Book May 12, 2024Document1 pageBook May 12, 2024jaiswaltushar1612No ratings yet
- Our WorldDocument10 pagesOur WorldClaudia Dialine100% (6)
- Physical Metullurgy PDFDocument19 pagesPhysical Metullurgy PDFrahul12000No ratings yet
- Forgotten Conquests: Rereading New World History from the MarginsFrom EverandForgotten Conquests: Rereading New World History from the MarginsNo ratings yet
- Can J Chem Eng - 2022 - Pukkella - An Integrated CFD Methodology For Tracking Fluid Interfaces and Solid Distributions in ADocument20 pagesCan J Chem Eng - 2022 - Pukkella - An Integrated CFD Methodology For Tracking Fluid Interfaces and Solid Distributions in AArjun KumarNo ratings yet
- Decanter CentrifugesDocument3 pagesDecanter CentrifugesArjun KumarNo ratings yet
- Automatic Control of A High Tension Roll SeparatorDocument9 pagesAutomatic Control of A High Tension Roll SeparatorArjun KumarNo ratings yet
- Dry Benefication of GypsumDocument5 pagesDry Benefication of GypsumArjun KumarNo ratings yet
- Commercial Separation of Unburnt Carbon From Fly AshDocument4 pagesCommercial Separation of Unburnt Carbon From Fly AshArjun KumarNo ratings yet
- 1.4 Exact Solution Inner Solution Outer Solution Solution Using PSSADocument1 page1.4 Exact Solution Inner Solution Outer Solution Solution Using PSSAArjun KumarNo ratings yet
- Handout EqsDocument6 pagesHandout EqsArjun KumarNo ratings yet
- Molecular Systems Biology Assignment 2: Thus It Represents The Weighted Harmonic Mean ofDocument3 pagesMolecular Systems Biology Assignment 2: Thus It Represents The Weighted Harmonic Mean ofArjun KumarNo ratings yet
- Monday Tuesday Wednesday Thursday FridayDocument1 pageMonday Tuesday Wednesday Thursday FridayArjun KumarNo ratings yet
- Assignment 1Document2 pagesAssignment 1Arjun KumarNo ratings yet
- Darve Cme104 MatlabDocument24 pagesDarve Cme104 MatlabArjun KumarNo ratings yet
- A Broadband Planar Magic-T Using Microstrip-Slotline TransitionsDocument6 pagesA Broadband Planar Magic-T Using Microstrip-Slotline TransitionsSarvesh HireNo ratings yet
- Shop Policies and ProceduresDocument1 pageShop Policies and ProcedureseaeastepNo ratings yet
- Gallium Arsenide Gaas MsdsDocument4 pagesGallium Arsenide Gaas MsdsEunice PunzalanNo ratings yet
- Writing A Literary Essay - 3Document10 pagesWriting A Literary Essay - 3Yilia WangNo ratings yet
- Sir Richard Burton - First Steps in AfricaDocument388 pagesSir Richard Burton - First Steps in AfricaErdemNo ratings yet
- Horn AntennasDocument29 pagesHorn AntennasAbderrahmane BadisNo ratings yet
- Μflo (Microflo) : Basic Flow ComputerDocument2 pagesΜflo (Microflo) : Basic Flow ComputerROberto cavacoNo ratings yet
- Biology I WorkbookDocument312 pagesBiology I Workbookchandra100% (3)
- Textbook Prism and Lens Making A Textbook For Optical Glassworkers Second Edition Frank Twyman Ebook All Chapter PDFDocument53 pagesTextbook Prism and Lens Making A Textbook For Optical Glassworkers Second Edition Frank Twyman Ebook All Chapter PDFleon.beattie194100% (6)
- Part 4 Experiments4Document12 pagesPart 4 Experiments4XI - TITL 121M. Bagas Sandika PratamaNo ratings yet
- WB - Soft Drinks in 2021 - New WellbeingDocument18 pagesWB - Soft Drinks in 2021 - New WellbeingalexmgbNo ratings yet
- FAHM 2018 Programme v4Document16 pagesFAHM 2018 Programme v4Aviation Events InternationalNo ratings yet
- Qaballah and Tarot: A Basic Course in Nine Lessons Lesson III-bbDocument50 pagesQaballah and Tarot: A Basic Course in Nine Lessons Lesson III-bbPolaris93100% (1)
- Effective MFA For PeopleSoft DataSheet Appsian 2020Document2 pagesEffective MFA For PeopleSoft DataSheet Appsian 2020pnorbertoNo ratings yet
- Group 4: Diet For Healthy Teath BonesDocument26 pagesGroup 4: Diet For Healthy Teath Bonesknowledge chanall chanallNo ratings yet
- Car Parking ReportDocument202 pagesCar Parking ReportIlmtalabNo ratings yet
- Sto. Niño Academy of Bamban, Inc.: The Roar Learning Guide SeriesDocument3 pagesSto. Niño Academy of Bamban, Inc.: The Roar Learning Guide SeriesJerome Neil DayritNo ratings yet
- Read The Text Carefully and Then Answer The Questions That Follow! Floods Force Thousands of People To Evacuate in GorontaloDocument2 pagesRead The Text Carefully and Then Answer The Questions That Follow! Floods Force Thousands of People To Evacuate in GorontaloDella SagitaNo ratings yet
- Pemeriksaan Colok DuburDocument9 pagesPemeriksaan Colok DuburRidwan Hadinata SalimNo ratings yet
- Call For Papers-International Journal of Wireless & Mobile Networks (IJWMN)Document2 pagesCall For Papers-International Journal of Wireless & Mobile Networks (IJWMN)John BergNo ratings yet
- Amanita MuscariaDocument16 pagesAmanita MuscariaPedro Rodrigues100% (1)
- Vships Application FormDocument6 pagesVships Application FormToma MariusNo ratings yet
- VSC Product Introduction-EnDocument36 pagesVSC Product Introduction-EnAldeni Prima AnugrahNo ratings yet
- Technical Specifications of Exide Xpress Range of BatteriesDocument1 pageTechnical Specifications of Exide Xpress Range of BatteriesAnonymous xhpKqfTGbmNo ratings yet
- Using The BIMCO Shipping KPI Database To IdentifyDocument9 pagesUsing The BIMCO Shipping KPI Database To IdentifydevivovincenzoNo ratings yet