You might also like
- 4.2019.Al-Al2O3-SiC MMCDocument4 pages4.2019.Al-Al2O3-SiC MMCMENo ratings yet
- Materials Today Paper 1 Comparative structural analysis of CNC milling machine bed using Al-SICgraphite, al alloy and Al-SIC composite material June 2021Document7 pagesMaterials Today Paper 1 Comparative structural analysis of CNC milling machine bed using Al-SICgraphite, al alloy and Al-SIC composite material June 2021Manish JoshiNo ratings yet
- Effect of powder metallurgy parameters on Al matrix compositesDocument6 pagesEffect of powder metallurgy parameters on Al matrix compositesSanti Osorio DiezNo ratings yet
- Effect of Powder Metallurgy Parameters on Al Matrix Composite PropertiesDocument6 pagesEffect of Powder Metallurgy Parameters on Al Matrix Composite PropertiestonyNo ratings yet
- Hameed - 2021 - An Investigation Report On Sustainable Strength of AmalgamationDocument7 pagesHameed - 2021 - An Investigation Report On Sustainable Strength of AmalgamationmishtisonuNo ratings yet
- Machine-Learning-Based Prediction of Corrosion Behavior in Additively Manufactured Inconel 718Document16 pagesMachine-Learning-Based Prediction of Corrosion Behavior in Additively Manufactured Inconel 718KAORU AmaneNo ratings yet
- 1 s2.0 S2214785320357977 Main PDFDocument5 pages1 s2.0 S2214785320357977 Main PDFEdison Eduardo Navarrete CaicedoNo ratings yet
- A New Aluminum-Based Metal Matrix Composite Reinforced With Cobalt Ferrite Magnetic NanoparticleDocument10 pagesA New Aluminum-Based Metal Matrix Composite Reinforced With Cobalt Ferrite Magnetic NanoparticleTanmay SakhareNo ratings yet
- Influence of Eggshell Particulate On TheDocument10 pagesInfluence of Eggshell Particulate On Thesindula sai srinivasNo ratings yet
- 2020 - ECAP of AA - Numerical InvestigationDocument6 pages2020 - ECAP of AA - Numerical Investigationabcde.xyz1No ratings yet
- Materials Today: Proceedings: Devendra Pratap Singh, Vijay Kumar Dwivedi, Mayank AgarwalDocument6 pagesMaterials Today: Proceedings: Devendra Pratap Singh, Vijay Kumar Dwivedi, Mayank Agarwalbakhrul ilmiNo ratings yet
- 15.2019. Al CNT Sic by SPSDocument6 pages15.2019. Al CNT Sic by SPSMENo ratings yet
- Sustainable MachiningDocument6 pagesSustainable MachiningDr. N. SenthilkumarNo ratings yet
- Modeling and optimization of machining parameters in milling of INCONEL-800Document15 pagesModeling and optimization of machining parameters in milling of INCONEL-800Chien Vu NgocNo ratings yet
- Optimization of Machining Parameters in Electro Chemical Machining of Al5059 - SiC - MoS2 Composites Using Taguchi MethodDocument5 pagesOptimization of Machining Parameters in Electro Chemical Machining of Al5059 - SiC - MoS2 Composites Using Taguchi MethodFathurrahman GultomNo ratings yet
- Neural Network Approach For Optimizing Machining Parameters Of-Materials TodayDocument7 pagesNeural Network Approach For Optimizing Machining Parameters Of-Materials TodayDr Ranganathan ShanmugamNo ratings yet
- 1-s2.0-S2214785322074636-mainDocument7 pages1-s2.0-S2214785322074636-mainjeroldscdNo ratings yet
- Materials Today: ProceedingsDocument6 pagesMaterials Today: ProceedingsR JNo ratings yet
- 2024-AMBench-718 Phase Evolution PDFDocument16 pages2024-AMBench-718 Phase Evolution PDFLuis SantacruzNo ratings yet
- 1 s2.0 S2468227621001435 MainDocument9 pages1 s2.0 S2468227621001435 MainUdayashankar SNo ratings yet
- Production and Properties of Aluminum-Carbon Nanotube CompositesDocument5 pagesProduction and Properties of Aluminum-Carbon Nanotube Compositespaula zamoraNo ratings yet
- Cu - Ni Alloy - Electrodeposition and Powder Metallurgy MethodsDocument8 pagesCu - Ni Alloy - Electrodeposition and Powder Metallurgy MethodsyascheNo ratings yet
- Experimental and Numerical Study of Al-Nb2Al Composites Via Associated Procedure of Powder Metallurgy and ThixoformingDocument14 pagesExperimental and Numerical Study of Al-Nb2Al Composites Via Associated Procedure of Powder Metallurgy and ThixoformingJoão Paulo PaschoalNo ratings yet
- Sarala Rubi 2020 IOP Conf. Ser. Mater. Sci. Eng. 912 032016Document10 pagesSarala Rubi 2020 IOP Conf. Ser. Mater. Sci. Eng. 912 032016Munna SujanNo ratings yet
- Singh 2020Document13 pagesSingh 2020BornJustForDead AmenNo ratings yet
- 7475 EdsDocument8 pages7475 EdsbyrareddyNo ratings yet
- Optimization of Process Parameters by Taguchi Grey Relational Analysis in Joining Inconel-625 Through Microwave Hybrid HeatingDocument19 pagesOptimization of Process Parameters by Taguchi Grey Relational Analysis in Joining Inconel-625 Through Microwave Hybrid HeatingSUHAAS SINGHNo ratings yet
- Evaluation and optimization of machining performance forDocument6 pagesEvaluation and optimization of machining performance forsameterkan5864No ratings yet
- 1 s2.0 S2214785324000737 MainDocument13 pages1 s2.0 S2214785324000737 MainM.MOHANRAJ HICET STAFF MECHNo ratings yet
- Microwave Heat Treatment On Aluminium 6061 Alloy Boron Carbide CompositesDocument8 pagesMicrowave Heat Treatment On Aluminium 6061 Alloy Boron Carbide CompositesDung XuanNo ratings yet
- Investigation On Mechanical and Wear Behaviour of AA2024/hBN Composites Synthesized Via Powder Metallurgy RoutineDocument7 pagesInvestigation On Mechanical and Wear Behaviour of AA2024/hBN Composites Synthesized Via Powder Metallurgy RoutineKN GowdaNo ratings yet
- Tribological and Mechanical Characterization of Al-Ni-Sic Metal Matrix CompositesDocument7 pagesTribological and Mechanical Characterization of Al-Ni-Sic Metal Matrix CompositesMajid RazaqNo ratings yet
- 2017 # MMP at Electrolytic Concentration Effect On The AbrasiveDocument7 pages2017 # MMP at Electrolytic Concentration Effect On The AbrasiveNandiniNo ratings yet
- Campatelli - ComparativoDocument11 pagesCampatelli - ComparativoHenrique Cechinel CasagrandeNo ratings yet
- Materials Today: Proceedings: Divya Marelli, Singh S.K., Sateesh Nagari, Ram SubbiahDocument7 pagesMaterials Today: Proceedings: Divya Marelli, Singh S.K., Sateesh Nagari, Ram SubbiahGopinath GangadhariNo ratings yet
- Aluminum Composite Tribological PropertiesDocument7 pagesAluminum Composite Tribological PropertiesMR GOKCHENNo ratings yet
- Materials Today: Proceedings: Sudhir W. Burande, Deepak V. BhopeDocument7 pagesMaterials Today: Proceedings: Sudhir W. Burande, Deepak V. BhopeDeepak BhopeNo ratings yet
- Materials Today: Proceedings: Paridhi Malhotra, R.K. Tyagi, Nishant K. Singh, Basant Singh SikarwarDocument6 pagesMaterials Today: Proceedings: Paridhi Malhotra, R.K. Tyagi, Nishant K. Singh, Basant Singh SikarwarMENo ratings yet
- 1 s2.0 S221478531830590X MainDocument10 pages1 s2.0 S221478531830590X MainMechwizz ConsultantsNo ratings yet
- Optics and Laser Technology: A A B C D A A ADocument12 pagesOptics and Laser Technology: A A B C D A A AVIRAJ PATILNo ratings yet
- Effect Of Α‑Al And Si Precipitates On Microstructural Evaluation And Corrosion Behavior Of Laser Powder Bed Fusion Printed Alsi10Mg Plates In Seawater EnvironmentDocument18 pagesEffect Of Α‑Al And Si Precipitates On Microstructural Evaluation And Corrosion Behavior Of Laser Powder Bed Fusion Printed Alsi10Mg Plates In Seawater Environmentsai charanNo ratings yet
- Case Study On Design and Development of A Metal Matrix Composite For Aeronautical ApplicationsDocument13 pagesCase Study On Design and Development of A Metal Matrix Composite For Aeronautical ApplicationsAruna MNo ratings yet
- Metals 11 01105Document17 pagesMetals 11 01105Rajat ShrirameNo ratings yet
- A Review On Additive Manufacturing of SS-Ni Multi-Material FabricationDocument7 pagesA Review On Additive Manufacturing of SS-Ni Multi-Material FabricationJuan JimenezNo ratings yet
- STUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESDocument19 pagesSTUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESVerma RajamanickamNo ratings yet
- 2 67 1588228790 18ijmperdjun202018Document11 pages2 67 1588228790 18ijmperdjun202018TJPRC PublicationsNo ratings yet
- Composite G 1Document9 pagesComposite G 1Tegar Unggul PratamaNo ratings yet
- 1 s2.0 S0924013621001412 MainDocument12 pages1 s2.0 S0924013621001412 MainUsman AhmadNo ratings yet
- 1 s2.0 S0924013621001412 MainDocument12 pages1 s2.0 S0924013621001412 MainUsman AhmadNo ratings yet
- 1 s2.0 S0301679X23006813 MainDocument17 pages1 s2.0 S0301679X23006813 MainNITESHNo ratings yet
- Evaluation of Mechanical and Metallurgical Properties o 2021 Materials TodayDocument7 pagesEvaluation of Mechanical and Metallurgical Properties o 2021 Materials Todayrishusonkar1526No ratings yet
- Characterization and Modeling to Control Sintered Ceramic Microstructures and Properties: Proceedings of the 106th Annual Meeting of The American Ceramic Society, Indianapolis, Indiana, USA 2004From EverandCharacterization and Modeling to Control Sintered Ceramic Microstructures and Properties: Proceedings of the 106th Annual Meeting of The American Ceramic Society, Indianapolis, Indiana, USA 2004C. DiAntonioNo ratings yet
- A Statistical Analysis of Optimization of Wear Behaviour of Al-Al O Composites Using Taguchi TechniqueDocument10 pagesA Statistical Analysis of Optimization of Wear Behaviour of Al-Al O Composites Using Taguchi TechniqueNikhil Vijay HiwaleNo ratings yet
- Composites Part A: SciencedirectDocument8 pagesComposites Part A: SciencedirectRitik RajNo ratings yet
- Microstructure, Wear and Corrosion Characteristics of Cu Matrix Reinforced Sic-Graphite Hybrid CompositesDocument9 pagesMicrostructure, Wear and Corrosion Characteristics of Cu Matrix Reinforced Sic-Graphite Hybrid Compositesjeevan gNo ratings yet
- 1 s2.0 S2214785321061964 MainDocument8 pages1 s2.0 S2214785321061964 MainDr.K.Dilip kumarNo ratings yet
- A Comparison of The Ballistic Behaviour of Conventionally Si - 2020 - Defence TeDocument8 pagesA Comparison of The Ballistic Behaviour of Conventionally Si - 2020 - Defence Tematbaila247No ratings yet
- 2020 ANN and RSM Models Approach For Optimization of HVOF CoatingDocument6 pages2020 ANN and RSM Models Approach For Optimization of HVOF Coatingmadadi moradNo ratings yet
- s00170-015-7077-3Document17 pagess00170-015-7077-3gino andradeNo ratings yet
- Y 67 JKs My 99 Yyq 7 VCZ 5 Bs LW GDocument9 pagesY 67 JKs My 99 Yyq 7 VCZ 5 Bs LW GAdalberto Gomes de MirandaNo ratings yet
- 15.2019. Al CNT Sic by SPSDocument6 pages15.2019. Al CNT Sic by SPSMENo ratings yet
- 7.2019.flower Pollination Algorithm On Al MMCDocument5 pages7.2019.flower Pollination Algorithm On Al MMCMENo ratings yet
- 8.2019.bismuth Oxide Nano Powder Reinforced High-Density Polyethylene Matrix CompositesDocument37 pages8.2019.bismuth Oxide Nano Powder Reinforced High-Density Polyethylene Matrix CompositesMENo ratings yet
- Materials Today: Proceedings: Paridhi Malhotra, R.K. Tyagi, Nishant K. Singh, Basant Singh SikarwarDocument6 pagesMaterials Today: Proceedings: Paridhi Malhotra, R.K. Tyagi, Nishant K. Singh, Basant Singh SikarwarMENo ratings yet
- LM13 Alloy With Bottom AshDocument5 pagesLM13 Alloy With Bottom AshMENo ratings yet
- Astmg99 12532Document6 pagesAstmg99 12532Mário Calouro BuenoNo ratings yet
- 1.2018. Al Matrix TiN and TiCNDocument11 pages1.2018. Al Matrix TiN and TiCNMENo ratings yet
- Paper in CompositeDocument3 pagesPaper in CompositeArunkumar MunimathanNo ratings yet
- Review REDocument13 pagesReview REMENo ratings yet
- Astm D 3039 TensileDocument2 pagesAstm D 3039 TensileMENo ratings yet
- Bend Testing of Material For Ductility: Standard Test Methods ForDocument10 pagesBend Testing of Material For Ductility: Standard Test Methods ForPaulo Utarg100% (1)
- Ultrasonic Probe Assisted Stir Casting Method For Metal Matrix Nano-Composite Manufacturing: An Innovative MethodDocument3 pagesUltrasonic Probe Assisted Stir Casting Method For Metal Matrix Nano-Composite Manufacturing: An Innovative MethodMENo ratings yet
- Review Aa6061 NNCDocument22 pagesReview Aa6061 NNCMENo ratings yet
- 2.visual ArtsDocument78 pages2.visual ArtsNelson VergaraNo ratings yet
- Welcome To HDFC Bank NetBankingDocument1 pageWelcome To HDFC Bank NetBankingrajeshNo ratings yet
- 小學四年級 Primary 4: W I M O F 2018Document7 pages小學四年級 Primary 4: W I M O F 2018Do Yun100% (2)
- Linear Programming Evaluation of Feeds pH and AcidityDocument5 pagesLinear Programming Evaluation of Feeds pH and AcidityAugust Ridlof RiwuNo ratings yet
- MHC-GPX33 55 77 88Document1 pageMHC-GPX33 55 77 88Juliana Ribeiro100% (6)
- Dividend PolicyDocument16 pagesDividend PolicyJhaden CatudioNo ratings yet
- Human Rights DefinitionDocument2 pagesHuman Rights DefinitionFathiah MhNo ratings yet
- The Complete Motown CatalogueDocument10 pagesThe Complete Motown Cataloguehermeto0% (1)
- Case AnalysisDocument4 pagesCase AnalysisAirel Eve CanoyNo ratings yet
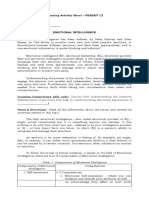
- L Earning Activity Sheet - PERDEV 12: Learning Competency With Code: Discuss That Understanding The IntensityDocument13 pagesL Earning Activity Sheet - PERDEV 12: Learning Competency With Code: Discuss That Understanding The IntensityJohn Patrick PanchoNo ratings yet
- CatalogueDocument36 pagesCataloguehgwlin100% (1)
- Nelson Olmos introduces himself and familyDocument4 pagesNelson Olmos introduces himself and familyNelson Olmos QuimbayoNo ratings yet
- Jim Beam Case Study Identify Roles and Organizational IssuesDocument4 pagesJim Beam Case Study Identify Roles and Organizational IssuesoluNo ratings yet
- Swift Group Technical HandbookDocument8 pagesSwift Group Technical HandbookLukasz WilkNo ratings yet
- Lipid ChemistryDocument93 pagesLipid ChemistrySanreet RandhawaNo ratings yet
- 03 IoT Technical Sales Training Industrial Wireless Deep DiveDocument35 pages03 IoT Technical Sales Training Industrial Wireless Deep Divechindi.comNo ratings yet
- Lesson Plan 1Document9 pagesLesson Plan 1Dama Grace Casabuena100% (1)
- Quality Management and Control in ConstructionDocument22 pagesQuality Management and Control in ConstructionjennyNo ratings yet
- Arijit Singh Lyrics: "Saawali Si Raat"Document1 pageArijit Singh Lyrics: "Saawali Si Raat"123No ratings yet
- Statistical PhysicsDocument4 pagesStatistical PhysicsRenan ZortéaNo ratings yet
- Post Graduate Dip DermatologyDocument2 pagesPost Graduate Dip DermatologyNooh DinNo ratings yet
- Salah or Prayer Is One of The Pillars of Islam and It Is AnDocument7 pagesSalah or Prayer Is One of The Pillars of Islam and It Is AnSitti Nauhar AukasaNo ratings yet
- 2 The Crypt of Elder Hallow 2ndDocument13 pages2 The Crypt of Elder Hallow 2ndmike roulette100% (1)
- BuellRetailCatalog en USDocument76 pagesBuellRetailCatalog en USErcüment Kayacık100% (2)
- AISD Fees Structure for 2023-24 Academic YearDocument2 pagesAISD Fees Structure for 2023-24 Academic YearKawsar AlamNo ratings yet
- Hubspot Architecture Practicum Workbook: ObjectiveDocument4 pagesHubspot Architecture Practicum Workbook: Objectivecamilo.salazarNo ratings yet
- Trust Law: Common Law Property Settlor Trustees Beneficiary FiduciaryDocument8 pagesTrust Law: Common Law Property Settlor Trustees Beneficiary FiduciaryDekweriz100% (1)
- Muster Roll 24Document2 pagesMuster Roll 24Admirable AntoNo ratings yet
- Madhya Pradesh District Connectivity Sector ProjectDocument7 pagesMadhya Pradesh District Connectivity Sector Projectmanish upadhyayNo ratings yet
- Tetative Teaching Plan of Intro To BusinessDocument5 pagesTetative Teaching Plan of Intro To BusinessAhmed RaXaNo ratings yet