You might also like
- Weld MeasureDocument14 pagesWeld MeasurejefersonNo ratings yet
- WG01 EngDocument3 pagesWG01 EngTiago LopesNo ratings yet
- Welding GaugeDocument12 pagesWelding Gaugejobro135No ratings yet
- GD & T Notes PDFDocument44 pagesGD & T Notes PDFRoshan GajeenkarNo ratings yet
- Metrology Uniit IIDocument53 pagesMetrology Uniit IIrramesh2k8712No ratings yet
- Datasheet Bridgecam Welding GaugesDocument1 pageDatasheet Bridgecam Welding GaugespozolabNo ratings yet
- Resume Standart Uic 800-50,800-51, Aws.a2.4, Iso1302Document7 pagesResume Standart Uic 800-50,800-51, Aws.a2.4, Iso1302isrowelding265No ratings yet
- Cswip 3.0 ReportingDocument32 pagesCswip 3.0 ReportingAvijit DebnathNo ratings yet
- R II Gear Mar09Document7 pagesR II Gear Mar09sujit5584No ratings yet
- KGV 4 Uch Gate FinishDocument1 pageKGV 4 Uch Gate FinishMahendra PatilNo ratings yet
- FF Met ManualDocument29 pagesFF Met ManualHitendra SinghNo ratings yet
- MMM Experiment No.3 PDFDocument5 pagesMMM Experiment No.3 PDFঅর্ঘ্য রায়No ratings yet
- 18Document5 pages18John RobinNo ratings yet
- Study of Sine BarDocument6 pagesStudy of Sine BarMaria Mehar100% (2)
- Thermowells Thermowells: Measuring Instruments - Strumenti Per MisurareDocument20 pagesThermowells Thermowells: Measuring Instruments - Strumenti Per MisurareAttyubNo ratings yet
- MW550-03 CroppedDocument2 pagesMW550-03 CroppedTuấn PhạmNo ratings yet
- I, M T G: Nstallation Aintenance and Roubleshooting UideDocument44 pagesI, M T G: Nstallation Aintenance and Roubleshooting UideMaiquel Eduardo ErnNo ratings yet
- 00 CINCINNATI No 2 Radius Grinding AttachmentDocument4 pages00 CINCINNATI No 2 Radius Grinding AttachmentGilberto GarciaNo ratings yet
- 23-WIS5 Visual Inspection 2006Document38 pages23-WIS5 Visual Inspection 2006ahmed titoNo ratings yet
- 6-Sello EntradaDocument1 page6-Sello EntradaFernando AguilarNo ratings yet
- WeldersVisual Inspection HandbookDocument77 pagesWeldersVisual Inspection HandbookJesus PlacedesNo ratings yet
- Physic 1 Chapter 12Document13 pagesPhysic 1 Chapter 12phuong.duongchyueNo ratings yet
- UNIT1 - Design of GaugesDocument41 pagesUNIT1 - Design of Gaugesraghav maske100% (1)
- MMC Turning Inserts Catalog en PDFDocument109 pagesMMC Turning Inserts Catalog en PDFkarthikeyanNo ratings yet
- CNC Lathe Calibration Procedure: 1.0 Standards and EquipmentDocument4 pagesCNC Lathe Calibration Procedure: 1.0 Standards and EquipmentTri SetiaNo ratings yet
- Chapter 4 - Angular Measurements PDFDocument11 pagesChapter 4 - Angular Measurements PDFIbrahim AlghoulNo ratings yet
- PDF 20230731 022616 0000Document10 pagesPDF 20230731 022616 0000godwinayamga123No ratings yet
- Macam - Macam ToleransiDocument8 pagesMacam - Macam Toleransif4CHNo ratings yet
- Doctorblademetering 140522064831 Phpapp02Document48 pagesDoctorblademetering 140522064831 Phpapp02rafael_faria_4No ratings yet
- Steel Grating & Access System BrochureDocument18 pagesSteel Grating & Access System BrochuresgdrgsfNo ratings yet
- Acceptance Criteria NDocument2 pagesAcceptance Criteria Nvishal rajputNo ratings yet
- Experiment# 1 Measurement of Length and Diameter Using Vernier Caliper and Micrometer Screw GaugeDocument9 pagesExperiment# 1 Measurement of Length and Diameter Using Vernier Caliper and Micrometer Screw Gaugemuhammad asimNo ratings yet
- 5dimensioning and TolerancingDocument43 pages5dimensioning and TolerancingPavan RaghavNo ratings yet
- Mitsu Turning Tools 1 PDFDocument110 pagesMitsu Turning Tools 1 PDFMax NovaxNo ratings yet
- Measuring Instruments: StructureDocument11 pagesMeasuring Instruments: StructureAkash SinghNo ratings yet
- Test Indicator BasicsDocument12 pagesTest Indicator Basicskostas mauroNo ratings yet
- ME 2.1 Report EG 2022 5333Document7 pagesME 2.1 Report EG 2022 5333dhanushkachathuranga2021No ratings yet
- Dormer Reamer TolerancesDocument12 pagesDormer Reamer TolerancesHenrique MarquesNo ratings yet
- Dormer Reamer Tolerances PDFDocument12 pagesDormer Reamer Tolerances PDFHenrique MarquesNo ratings yet
- Pinion Bore DimensionDocument1 pagePinion Bore DimensionshivamNo ratings yet
- Bends: Bend DefinitionDocument1 pageBends: Bend DefinitionthenewtestdriveNo ratings yet
- Angular MeasurementDocument9 pagesAngular MeasurementAnish AmanNo ratings yet
- Govt. Polytechnic, Sect-26 Panchkula Department of Mechanical Engineering Er. Pawan Kumar Baloda Lecturer (Mechanical Engg.)Document68 pagesGovt. Polytechnic, Sect-26 Panchkula Department of Mechanical Engineering Er. Pawan Kumar Baloda Lecturer (Mechanical Engg.)Siva NesanNo ratings yet
- 2 Marks MDDocument19 pages2 Marks MDsathiaNo ratings yet
- Angular Measurements: MEGR 6181 Engineering MetrologyDocument14 pagesAngular Measurements: MEGR 6181 Engineering MetrologyNarasimha ReddyNo ratings yet
- Visual ExamDocument22 pagesVisual ExamShyam Sundar Gayen100% (1)
- Linear MeasurmentDocument57 pagesLinear Measurmentlakhman93134No ratings yet
- EMG 2402 Metrology - Notes 2022 Lecture 3 - 01022022Document16 pagesEMG 2402 Metrology - Notes 2022 Lecture 3 - 01022022Glenn GatibaNo ratings yet
- Lab No 2Document6 pagesLab No 2abdulrehmanmani418383No ratings yet
- Linear MeasurementDocument144 pagesLinear Measurementpatel ketan100% (2)
- Linear MeasurementsDocument52 pagesLinear MeasurementsO20 0023 Chandrasekaran. S. [PT]No ratings yet
- DasdadsadaDocument41 pagesDasdadsadaTed Mana-ayNo ratings yet
- Mazhar Hussain - Bt13Mec045 Sahil Mishra - Bt13Mec046 N.Siva Prasad - Bt13Mec047Document12 pagesMazhar Hussain - Bt13Mec045 Sahil Mishra - Bt13Mec046 N.Siva Prasad - Bt13Mec047pankajNo ratings yet
- Weld GaugesDocument15 pagesWeld GaugesHaleemUrRashidBangashNo ratings yet
- HGS102 190 (1) EngDocument10 pagesHGS102 190 (1) Engjuniorferrari06No ratings yet
- KIRTI - DFT-2000 - Coating-Paint Thickness GaugeDocument3 pagesKIRTI - DFT-2000 - Coating-Paint Thickness GaugeKIRTI NDTNo ratings yet
- Kirti - Utg-600 - Ultrasonic Thickness Gauge - RockDocument2 pagesKirti - Utg-600 - Ultrasonic Thickness Gauge - RockKIRTI NDTNo ratings yet
- KIRTI - DFT-2100 - Coating-Paint Thickness GaugeDocument2 pagesKIRTI - DFT-2100 - Coating-Paint Thickness GaugeKIRTI NDTNo ratings yet
- KIRTI - DFT-1300 - Coating-Paint Thickness GaugeDocument3 pagesKIRTI - DFT-1300 - Coating-Paint Thickness GaugeKIRTI NDTNo ratings yet
- Kirti - Screw Pitch GaugeDocument2 pagesKirti - Screw Pitch GaugeKIRTI NDTNo ratings yet
- Kirti Intro CatalogueDocument12 pagesKirti Intro CatalogueKIRTI NDTNo ratings yet
- Kirti Feeler GaugeDocument2 pagesKirti Feeler GaugeKIRTI NDTNo ratings yet
- Kirti Drill GaugeDocument2 pagesKirti Drill GaugeKIRTI NDTNo ratings yet
- High Temperature Ultrasonic Thickness Gauge ProbeDocument1 pageHigh Temperature Ultrasonic Thickness Gauge ProbeKIRTI NDTNo ratings yet
- Kirti NDT & Engineering Services: Industrial Inspection GaugesDocument2 pagesKirti NDT & Engineering Services: Industrial Inspection GaugesKIRTI NDTNo ratings yet
- Hi - Lo Welding Gage (Wg4) (China)Document2 pagesHi - Lo Welding Gage (Wg4) (China)KIRTI NDTNo ratings yet
- Digital Vernier Weld Gauge Details - EngDocument2 pagesDigital Vernier Weld Gauge Details - EngKIRTI NDTNo ratings yet
- Adjastable Fillet Weld Gauge - EngDocument2 pagesAdjastable Fillet Weld Gauge - EngKIRTI NDTNo ratings yet
- AR Porta CabinDocument2 pagesAR Porta CabinVp SreejithNo ratings yet
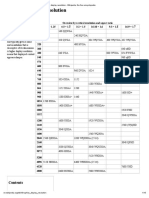
- Graphics Display Resolution - Wikipedia, The Free EncyclopediaDocument15 pagesGraphics Display Resolution - Wikipedia, The Free EncyclopediaKarun KumarNo ratings yet
- Operator'S Manual: E-Series Ultraviolet Hand LampsDocument9 pagesOperator'S Manual: E-Series Ultraviolet Hand LampsGuiss LemaNo ratings yet
- View/Update Profile Apply For STC: Upload Sponsorship STC Applied Download Certificate Change PasswordDocument2 pagesView/Update Profile Apply For STC: Upload Sponsorship STC Applied Download Certificate Change PasswordlakshmilavanyaNo ratings yet
- Mouse 200Document2 pagesMouse 200Amjad AliNo ratings yet
- Java - Informatica Scenario Based Interview Questions (Convert Columns Into Rows)Document6 pagesJava - Informatica Scenario Based Interview Questions (Convert Columns Into Rows)Sri Kanth SriNo ratings yet
- Long+term+storage+procedure 1151enDocument2 pagesLong+term+storage+procedure 1151enmohamadhakim.19789100% (1)
- Sports Collection CatalogueDocument31 pagesSports Collection CataloguesitarazmiNo ratings yet
- How To Restring An Acoustic Guitar Nicholas OngkowijayaDocument9 pagesHow To Restring An Acoustic Guitar Nicholas Ongkowijayaplebeius31No ratings yet
- Voltage - V - Salna-T-662-16-Order - and - Reasons OCR PDFDocument58 pagesVoltage - V - Salna-T-662-16-Order - and - Reasons OCR PDFHoward KnopfNo ratings yet
- Topic 5 FB Stability PDFDocument26 pagesTopic 5 FB Stability PDFAbdulrahman NasserNo ratings yet
- Service Pack 2Document149 pagesService Pack 2billwong169No ratings yet
- HDR-HC1 Hc1e HC1K Hc1ek Ver.1.3 2006.07 Service Manual Suplemento 1Document8 pagesHDR-HC1 Hc1e HC1K Hc1ek Ver.1.3 2006.07 Service Manual Suplemento 1Javier GutiérrezNo ratings yet
- Booklet ThrusterDocument5 pagesBooklet ThrusterNeo ZaoNo ratings yet
- High Performance HTP eDocument14 pagesHigh Performance HTP ejohnny_cashedNo ratings yet
- Estimation and Costing by M Chakraborty PDFDocument4 pagesEstimation and Costing by M Chakraborty PDFAakash Kamthane0% (3)
- Teacher Evaluation in A Blended Learning EnviornmentDocument11 pagesTeacher Evaluation in A Blended Learning Enviornmentapi-287748301No ratings yet
- Euro Guard BrochureDocument28 pagesEuro Guard BrochureNazia SodawalaNo ratings yet
- Process Engineering ChiyodaDocument65 pagesProcess Engineering ChiyodaSean Choi100% (10)
- Masterprotect 190: A Two Component Solvent Free High Build Flexible Epoxy Polyurethane Resin Coating SystemDocument3 pagesMasterprotect 190: A Two Component Solvent Free High Build Flexible Epoxy Polyurethane Resin Coating SystemEngTamer100% (1)
- Brady Lecture 6Document32 pagesBrady Lecture 6TygerGoose0% (1)
- SBI Clerk Mains Bolt 2023 OliveboardDocument160 pagesSBI Clerk Mains Bolt 2023 OliveboardMaahi ThakorNo ratings yet
- Free Convection (Formulae & Problems)Document15 pagesFree Convection (Formulae & Problems)ananth2012No ratings yet
- Lighting Lighting: Smartbright Direct Panel G2Document2 pagesLighting Lighting: Smartbright Direct Panel G2Devin Yhojan Viafara MancillaNo ratings yet
- Weapon Lights and Targeting LasersDocument3 pagesWeapon Lights and Targeting LasersバラモスまさゆきNo ratings yet
- Broch 6700 New 1Document2 pagesBroch 6700 New 1rumboherbalNo ratings yet
- Air Filters PDFDocument2 pagesAir Filters PDFTan Jai0% (1)
- Quick Start Guide: Digital Camera D7000Document2 pagesQuick Start Guide: Digital Camera D7000foosome12No ratings yet
- 8 Candidate Quiz Buzzer Using 8051Document33 pages8 Candidate Quiz Buzzer Using 8051prasadzeal0% (1)
- Ice Rink: Name OriginsDocument6 pagesIce Rink: Name Originsmichol2014No ratings yet
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Busted!: Drug War Survival Skills and True Dope DFrom EverandBusted!: Drug War Survival Skills and True Dope DRating: 3.5 out of 5 stars3.5/5 (7)
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- A Guide to the Climate Apocalypse: Our Journey from the Age of Prosperity to the Era of Environmental GriefFrom EverandA Guide to the Climate Apocalypse: Our Journey from the Age of Prosperity to the Era of Environmental GriefNo ratings yet
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksFrom EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNo ratings yet