You might also like
- Method Statement For Painting WorksDocument2 pagesMethod Statement For Painting Worksmustafa100% (3)
- Structural Detailing of Reinforced Concrete Structureslow Mid Rise CategoryDocument86 pagesStructural Detailing of Reinforced Concrete Structureslow Mid Rise CategoryHaruka Na-yeelNo ratings yet
- Composite Construction MethoddDocument13 pagesComposite Construction MethoddEditha BaniquedNo ratings yet
- Types of Structural SytemDocument10 pagesTypes of Structural SytemOlga KosuoweiNo ratings yet
- Introduction of Tilt-Up Structures in The Philippines - VaDocument10 pagesIntroduction of Tilt-Up Structures in The Philippines - VaRichard FallegaNo ratings yet
- Types of Slabs: Submitted By: Kartikey Singh Submitted To: Ar. Bushra FatimaDocument13 pagesTypes of Slabs: Submitted By: Kartikey Singh Submitted To: Ar. Bushra FatimaKartikey SinghNo ratings yet
- W5b-IBS - TILT UP CONSTRUCTIONDocument16 pagesW5b-IBS - TILT UP CONSTRUCTIONIkhwan HasiffNo ratings yet
- Raz, Jim Bryan E. Building Technology 5 Ar. Lauro F. Ador 201510324Document16 pagesRaz, Jim Bryan E. Building Technology 5 Ar. Lauro F. Ador 201510324JohnBenedictRazNo ratings yet
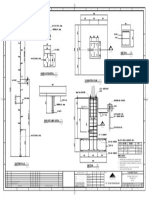
- Bsi Eof DWG Cs 150 (0) - Lighting Pole 10m HeightDocument1 pageBsi Eof DWG Cs 150 (0) - Lighting Pole 10m HeightdharuNo ratings yet
- Reinforced Cement Concrete Slab: Columns BeamsDocument9 pagesReinforced Cement Concrete Slab: Columns BeamsPeter SmithNo ratings yet
- Different Floor SystemsDocument25 pagesDifferent Floor Systemsfoush bashaNo ratings yet
- Precast Concrete and Prestressed Concrete: Report Submitted By: Group IiDocument6 pagesPrecast Concrete and Prestressed Concrete: Report Submitted By: Group IiVaishnavi SikchiNo ratings yet
- Ar443 Building Frames Lecture Notes PDFDocument23 pagesAr443 Building Frames Lecture Notes PDFsaleemm_2No ratings yet
- Tension Structure Connection Details Fabric ArchitectureDocument10 pagesTension Structure Connection Details Fabric ArchitecturesofiakamranNo ratings yet
- Prestressed ConcreteDocument6 pagesPrestressed Concretepaul machariaNo ratings yet
- Harbour Cay Condominium FailuareDocument40 pagesHarbour Cay Condominium FailuareChandani Chandra Neupane100% (1)
- Building Technology 2-TrussDocument6 pagesBuilding Technology 2-TrussCj Escalona-Chen0% (1)
- IV. Concrete Sub Topic PDFDocument60 pagesIV. Concrete Sub Topic PDFNico100% (1)
- Advantage of Steel Diagrid-2182 PDFDocument13 pagesAdvantage of Steel Diagrid-2182 PDFNiranjanAryanNo ratings yet
- Pre Stressed ConcreteDocument19 pagesPre Stressed ConcreteSanjay SaxenaNo ratings yet
- Building Tech 5Document33 pagesBuilding Tech 5Lawrence Martinez100% (1)
- ROOFINGDocument28 pagesROOFINGSachin Kumar PatelNo ratings yet
- Prestressed ConcreteDocument14 pagesPrestressed ConcretekomalNo ratings yet
- Precast Concrete ReportDocument28 pagesPrecast Concrete ReportAchyutam Khajuria50% (2)
- 200622-Fcu & Refrigerant Pipe & Insulation SizeDocument1 page200622-Fcu & Refrigerant Pipe & Insulation Sizegukan rajNo ratings yet
- Design of Parking SystemDocument59 pagesDesign of Parking SystemvnitceNo ratings yet
- Report U Ditch RMIDocument25 pagesReport U Ditch RMIDevy ApriyaniNo ratings yet
- Flat Slab & Flat Plate System PDFDocument29 pagesFlat Slab & Flat Plate System PDFNisha VermaNo ratings yet
- Roof Slab System PDFDocument42 pagesRoof Slab System PDFmarlon matusalem100% (1)
- Piping Manual EnglishDocument75 pagesPiping Manual EnglishbachieuNo ratings yet
- Mod 1 Precast and Cast in PlaceDocument28 pagesMod 1 Precast and Cast in PlaceNiel SalgadoNo ratings yet
- Highly Integrated Firms or Real Estate Developers in The Philippines:Housing Delivery Process in The PhilippinesDocument35 pagesHighly Integrated Firms or Real Estate Developers in The Philippines:Housing Delivery Process in The PhilippinesEditha BaniquedNo ratings yet
- Possibilities of Pre-Stressed Concrete in Construction (April 2016)Document3 pagesPossibilities of Pre-Stressed Concrete in Construction (April 2016)JaiNo ratings yet
- Niir Soaps Detergents Disinfectants Technology HandbookDocument12 pagesNiir Soaps Detergents Disinfectants Technology Handbookjinnah143640% (1)
- Construction Methods and Structures As Expression of Architectural DesignDocument19 pagesConstruction Methods and Structures As Expression of Architectural DesignRen MariNo ratings yet
- Pre Stressed ConcreteDocument47 pagesPre Stressed ConcreteBurakku Rōzu100% (2)
- Beams and Slabs Systems PDFDocument43 pagesBeams and Slabs Systems PDFNisha VermaNo ratings yet
- Cast-in-Place and Pre-Cast Concrete SystemDocument13 pagesCast-in-Place and Pre-Cast Concrete SystemJayson JavierNo ratings yet
- Arch 64Document24 pagesArch 64Kookie BTSNo ratings yet
- Lift Slab Construction PDFDocument5 pagesLift Slab Construction PDFHhuNo ratings yet
- Differentiate ECONOMIC, SOCIALIZED, MEDIUM - COST, and OPEN MARKET Housing - Cultural Beliefs in HousingDocument12 pagesDifferentiate ECONOMIC, SOCIALIZED, MEDIUM - COST, and OPEN MARKET Housing - Cultural Beliefs in HousingEditha BaniquedNo ratings yet
- Tallest Buildings in The PhilippinesDocument16 pagesTallest Buildings in The PhilippinesJeianne ClareNo ratings yet
- Sustainability in High Rise Buildings PDFDocument9 pagesSustainability in High Rise Buildings PDFDeepak Kumar Yadav100% (1)
- FDB PPT 4Document25 pagesFDB PPT 4alifNo ratings yet
- LECTURE 01 - Introduction To The Properties of Building MaterialsDocument9 pagesLECTURE 01 - Introduction To The Properties of Building MaterialsEverson Murungweni0% (1)
- Site PlanningDocument26 pagesSite PlanningRogen Imperial100% (1)
- A Study of Cost Comparison of Precast Concrete vs. Cast-In-PlaceDocument4 pagesA Study of Cost Comparison of Precast Concrete vs. Cast-In-PlaceEditor IJRITCC100% (1)
- Group 2 (Panel System)Document29 pagesGroup 2 (Panel System)RAJA NADHIRAH BT RAJA IBRAHIMNo ratings yet
- Precast Concrete SlabDocument55 pagesPrecast Concrete SlabKimberly LoNo ratings yet
- Building Technology 5: (Assignment No. 5)Document4 pagesBuilding Technology 5: (Assignment No. 5)Daryl AguilarNo ratings yet
- Liftformslabconstruction 160907075019 PDFDocument12 pagesLiftformslabconstruction 160907075019 PDFishikaNo ratings yet
- The PPT!Document13 pagesThe PPT!Meghna MasurekarNo ratings yet
- Technological Institute of The Philippines: #938 Aurora Blvd. Cubao Quezon CityDocument4 pagesTechnological Institute of The Philippines: #938 Aurora Blvd. Cubao Quezon CityMei-Ann Cayabyab-PatanoNo ratings yet
- Specification Estimation and ValuationDocument16 pagesSpecification Estimation and ValuationFelcina RayenNo ratings yet
- Spiral RampDocument15 pagesSpiral RampgouharNo ratings yet
- NBCPDocument9 pagesNBCPSharamay NavarroNo ratings yet
- Product Presentation2018Document57 pagesProduct Presentation2018Roger Anjao100% (1)
- 36 - Raker Beam To ColumnDocument1 page36 - Raker Beam To ColumnSahand JeffNo ratings yet
- Introduction On Principles of Steel DesignDocument9 pagesIntroduction On Principles of Steel DesignMaria Therese PrietoNo ratings yet
- Roof LightsDocument10 pagesRoof LightsTushar JainNo ratings yet
- NSCP Definition of TermsDocument22 pagesNSCP Definition of Termsstuckinyournightmare stories100% (1)
- Community Planning Development 12Document6 pagesCommunity Planning Development 12Johnvirgo CorpuzNo ratings yet
- Precast ConcreteDocument11 pagesPrecast ConcreteTuan Mejar Syed SyeshNo ratings yet
- New Developments in Lift Slab Construction - tcm45-343687Document3 pagesNew Developments in Lift Slab Construction - tcm45-343687Tomasz WiatrNo ratings yet
- Lecture#15: Sub Structure: Sub-Structure or Foundation Is The Lower Portion of The Building, UsuallyDocument3 pagesLecture#15: Sub Structure: Sub-Structure or Foundation Is The Lower Portion of The Building, UsuallyAsghar Hussain ShahNo ratings yet
- Cast-In-Place Concerte WallsDocument3 pagesCast-In-Place Concerte WallsInzaghi BirdNo ratings yet
- Pre Castvscast in Situconcrete 180205084153 PDFDocument31 pagesPre Castvscast in Situconcrete 180205084153 PDFTasneem JraiNo ratings yet
- CE 7 - Construction Methods - ConcreteDocument34 pagesCE 7 - Construction Methods - ConcreteAprille EllenNo ratings yet
- Cable StructureDocument7 pagesCable StructureEditha BaniquedNo ratings yet
- Phinma-University of Pangasinan College of Engineering and ArchitectureDocument4 pagesPhinma-University of Pangasinan College of Engineering and ArchitectureEditha BaniquedNo ratings yet
- Construction Management Construction Management Is A Professional Service That Provides A Project's Owner(s) WithDocument4 pagesConstruction Management Construction Management Is A Professional Service That Provides A Project's Owner(s) WithEditha BaniquedNo ratings yet
- S.No - Experiment Observation InferenceDocument7 pagesS.No - Experiment Observation InferenceArchana ArchuNo ratings yet
- 2.molykote 1000Document11 pages2.molykote 1000pichet33No ratings yet
- Constructions: Load Bearing Constructions Using Wood-Concrete-Composite Technique With Glued-In - Shear ConnectorsDocument35 pagesConstructions: Load Bearing Constructions Using Wood-Concrete-Composite Technique With Glued-In - Shear ConnectorsPATRICIO SARAVIANo ratings yet
- WP EN Strength From Metal Strategies and Use Cases For Electroplating SLA Parts PDFDocument24 pagesWP EN Strength From Metal Strategies and Use Cases For Electroplating SLA Parts PDFJordiNo ratings yet
- High Capacity Concrete Anchor SystemsDocument52 pagesHigh Capacity Concrete Anchor SystemsVANo ratings yet
- Chemistry Model Exam For G 8Document11 pagesChemistry Model Exam For G 8Kedir MohammedNo ratings yet
- Theories of Machine - S.s.rattanDocument16 pagesTheories of Machine - S.s.rattanRohitsingh JadaunNo ratings yet
- GFID Utility Brochure - 11.19 - DigitalDocument16 pagesGFID Utility Brochure - 11.19 - DigitalNamNo ratings yet
- Nest-In Portable CABIN - SPECSDocument12 pagesNest-In Portable CABIN - SPECSAbhinav TewariNo ratings yet
- Non Ferrous Metals and AlloysDocument8 pagesNon Ferrous Metals and AlloyspandianvijaybharathiNo ratings yet
- BSR 2014 PDFDocument134 pagesBSR 2014 PDFRavindu RansaraNo ratings yet
- Modulus of Elasticity ApplicationsDocument8 pagesModulus of Elasticity ApplicationsNag RazzNo ratings yet
- GD KT Pro-0276-0407 #Sus #Abs #v1Document92 pagesGD KT Pro-0276-0407 #Sus #Abs #v1vikasindiaNo ratings yet
- 10.6 Schedule of Accreditation: Product Certification Body Accreditation No. APC0002Document16 pages10.6 Schedule of Accreditation: Product Certification Body Accreditation No. APC0002erwerwerwerwewNo ratings yet
- BASF-MasterGlenium SKY 690 Jan - 17 enDocument2 pagesBASF-MasterGlenium SKY 690 Jan - 17 enJohn GiannakopoulosNo ratings yet
- Determination of Ash and Minerals Determination of Ash and MineralsDocument6 pagesDetermination of Ash and Minerals Determination of Ash and MineralsNaveed Ul HasanNo ratings yet
- Water-to-Cement Ratio and Aggregate Moisture CorrectionsDocument37 pagesWater-to-Cement Ratio and Aggregate Moisture CorrectionsPritha DasNo ratings yet
- Exercises Chapter 3Document7 pagesExercises Chapter 3Pdijk 007No ratings yet
- References and Suggested ReadingDocument4 pagesReferences and Suggested ReadingAlexander TabaresNo ratings yet
- 5 - D. Ungermann, R. Trillmich - Tension Tests On Welded Threaded Studs With A Tensile Strength of 800Nmm2 PDFDocument11 pages5 - D. Ungermann, R. Trillmich - Tension Tests On Welded Threaded Studs With A Tensile Strength of 800Nmm2 PDFJEANNINA BULEJE CASTILLONo ratings yet
- Opc Opc + Fly Ash Opc + Fly Ash + Nano SilicaDocument33 pagesOpc Opc + Fly Ash Opc + Fly Ash + Nano SilicaHari KrishnanNo ratings yet
- Edexcel AS Chemistry Note 2 - Writing Balance Chemical EquationsDocument5 pagesEdexcel AS Chemistry Note 2 - Writing Balance Chemical EquationsSajaniNo ratings yet
- WPS For SSDocument1 pageWPS For SSdeepakNo ratings yet
- Model ESFR-17 16.8 K-Factor Pendent Sprinkler Early Suppression, Fast ResponseDocument4 pagesModel ESFR-17 16.8 K-Factor Pendent Sprinkler Early Suppression, Fast ResponsealbertoNo ratings yet