You might also like
- SRI Jigger Steam ManualDocument23 pagesSRI Jigger Steam ManualzalabiNo ratings yet
- Api 54Document1 pageApi 54keyur1109No ratings yet
- PV Elite 2020 Licensee: Tubesheet Check CalculationDocument8 pagesPV Elite 2020 Licensee: Tubesheet Check CalculationAbhishek LadNo ratings yet
- Caking of Raw SugarDocument52 pagesCaking of Raw Sugarmarcelo22061970No ratings yet
- Reference Control PhilosophyDocument22 pagesReference Control PhilosophyReno MurdaNo ratings yet
- Vacuum System ParametersDocument7 pagesVacuum System ParametersOmar Ahmed ElkhalilNo ratings yet
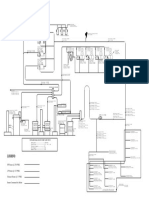
- Ign Schematic Block Diagram of Sugar ProcessingDocument1 pageIgn Schematic Block Diagram of Sugar ProcessingTung Bui ThanhNo ratings yet
- 1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFDocument14 pages1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFnghiNo ratings yet
- 1974 Murray Filtering Quallity of RAw Sugar - Mechanism of Starch Influence in CarbonatationDocument11 pages1974 Murray Filtering Quallity of RAw Sugar - Mechanism of Starch Influence in CarbonatationnghiNo ratings yet
- Steam and Condensate Design StandardsDocument6 pagesSteam and Condensate Design StandardsDiana SoareNo ratings yet
- Stainless Steel Price-Jindal ERW Pipes-21-12-2020Document1 pageStainless Steel Price-Jindal ERW Pipes-21-12-2020SRINIVASAN TNo ratings yet
- Condenser 69-83Document15 pagesCondenser 69-83DIPAK VINAYAK SHIRBHATENo ratings yet
- Sugarcane ComputeDocument12 pagesSugarcane ComputeJun Burias Padilla100% (1)
- Distillation of Ethanol-Water Solution Using Enthalpy-Concentration DiagramDocument16 pagesDistillation of Ethanol-Water Solution Using Enthalpy-Concentration DiagramChiara PatrianaNo ratings yet
- SRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceDocument2 pagesSRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceRoberto Rasgado MarroquinNo ratings yet
- Helmholtz Energy Equation of StateDocument10 pagesHelmholtz Energy Equation of StateSantiago MolinaNo ratings yet
- Heater 10m2 (ASME Tubesheet)Document17 pagesHeater 10m2 (ASME Tubesheet)Omil RastogiNo ratings yet
- Steam Balance Layout (TPH) ModelDocument1 pageSteam Balance Layout (TPH) ModelRemington SalayaNo ratings yet
- BP BPS 210aDocument1 pageBP BPS 210aVashish RamrechaNo ratings yet
- Syrup ClarificationDocument14 pagesSyrup ClarificationArun Gupta100% (1)
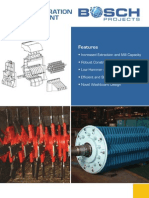
- CANE PREPARATION EQUIPMENT FEATURESDocument2 pagesCANE PREPARATION EQUIPMENT FEATURESOmar Ahmed ElkhalilNo ratings yet
- Minimising Sucrose Loss in Final Molasses PDFDocument12 pagesMinimising Sucrose Loss in Final Molasses PDFEverton CarpaneziNo ratings yet
- Evaporation Principles and Black Liquor Properties: David T. Clay, PH.DDocument6 pagesEvaporation Principles and Black Liquor Properties: David T. Clay, PH.DJKKNo ratings yet
- Energy Efficiency Upgrades for Sugar Factory BoilersDocument8 pagesEnergy Efficiency Upgrades for Sugar Factory BoilersTade GaromaNo ratings yet
- Guide To Furnace SootblowingDocument40 pagesGuide To Furnace SootblowingnarayananaliveNo ratings yet
- AlKhaleejEnergyEfficientRefinery1999 PDFDocument23 pagesAlKhaleejEnergyEfficientRefinery1999 PDFnghiNo ratings yet
- The Calculation of Mill Material Balance: PT Indocode SuryaDocument10 pagesThe Calculation of Mill Material Balance: PT Indocode SuryaToat SumohandoyoNo ratings yet
- Material & Energy Balance (Jaggery)Document1 pageMaterial & Energy Balance (Jaggery)Arif ShafiNo ratings yet
- LMTD Correction Factor ChartsDocument3 pagesLMTD Correction Factor ChartsjnmanivannanNo ratings yet
- 02 Affination Mingling Centrifugation MeltingDocument2 pages02 Affination Mingling Centrifugation MeltingjantskieNo ratings yet
- Steam Leak CalculationDocument3 pagesSteam Leak CalculationJunaid MateenNo ratings yet
- HBDs 01Document4 pagesHBDs 01deepdaman18891No ratings yet
- Trials of A New Stirrer-Less Juice Sulphiter at Experimental Sugar FactoryDocument4 pagesTrials of A New Stirrer-Less Juice Sulphiter at Experimental Sugar FactoryInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- CP Prediction Pure HydrocarbonsDocument33 pagesCP Prediction Pure HydrocarbonsjohnNo ratings yet
- Blowdown Economizer CalculationDocument2 pagesBlowdown Economizer CalculationSajjad AhmedNo ratings yet
- Sugar Cane Juice EvaporatorDocument9 pagesSugar Cane Juice EvaporatornghiNo ratings yet
- Stirrer For Vacuum PanDocument8 pagesStirrer For Vacuum PanLong Bui ThanhNo ratings yet
- Sjae ParameterDocument296 pagesSjae Parameterrizka nur failaNo ratings yet
- Sugar Industry Technologists Meeting 2000 Paper Optimizes Water UsageDocument12 pagesSugar Industry Technologists Meeting 2000 Paper Optimizes Water Usageroy@daesNo ratings yet
- Steam Condensation ReportDocument17 pagesSteam Condensation ReportKingsley EdemidiongNo ratings yet
- Mechanical vapor recompression and multiple effect evaporator system reduces steam usageDocument13 pagesMechanical vapor recompression and multiple effect evaporator system reduces steam usageMariAle Droz CastroNo ratings yet
- Design of Ejector Parameters and Geometr PDFDocument6 pagesDesign of Ejector Parameters and Geometr PDFlkumar4454No ratings yet
- Alfa VapDocument2 pagesAlfa Vapkresimir.mikoc9765No ratings yet
- Multiple Effect Evaporator Online CalculationsDocument1 pageMultiple Effect Evaporator Online CalculationsRajdeepsinhNo ratings yet
- Janna Engineering Heat Transfer (BookFi) - 492-496Document5 pagesJanna Engineering Heat Transfer (BookFi) - 492-496Daniela Mancipe PuinNo ratings yet
- Steam ConsumptionDocument4 pagesSteam ConsumptionhuahmedNo ratings yet
- Technical details on sugar cane milling and extraction calculationsDocument7 pagesTechnical details on sugar cane milling and extraction calculationsGun SmithNo ratings yet
- Criteria for selecting horizontal or vertical condensersDocument1 pageCriteria for selecting horizontal or vertical condensersParth PurohitNo ratings yet
- 20tips Purchasing Bio ReactorDocument8 pages20tips Purchasing Bio Reactorglq223No ratings yet
- Fluid Properties Correlation for NeonDocument68 pagesFluid Properties Correlation for NeonSiddiqui Muhammad AshfaqueNo ratings yet
- Design of Boiler Forced Draft FanDocument5 pagesDesign of Boiler Forced Draft FanAu TagolimotNo ratings yet
- 21Document29 pages21Remington SalayaNo ratings yet
- Tubesheet LayoutDocument5 pagesTubesheet LayoutMehta MehulNo ratings yet
- Daqahlia Sugar Co. sugar production flow chartDocument15 pagesDaqahlia Sugar Co. sugar production flow chartAhmed M. Abdel HamedNo ratings yet
- Sugar Melter Application in Sugar Factory - Sugar Melter Design Calculation2Document1 pageSugar Melter Application in Sugar Factory - Sugar Melter Design Calculation2Govinda DeshmukhNo ratings yet
- Che 2Document25 pagesChe 2Jaynie Lee VillaranNo ratings yet
- Specification for Steam Jacketed PipingDocument14 pagesSpecification for Steam Jacketed Pipingvishal bhamreNo ratings yet
- TECOtubeexpanders BROCHUREDocument56 pagesTECOtubeexpanders BROCHUREMontajes Industriales EOS, MIESANo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- These Are The Top 10 Machine Learning Languages On GitHubDocument3 pagesThese Are The Top 10 Machine Learning Languages On GitHubAbeer UlfatNo ratings yet
- Solving for angular velocity and velocities using analytical and IC methodsDocument16 pagesSolving for angular velocity and velocities using analytical and IC methodsAmalinaNo ratings yet
- iC60L Circuit Breakers (Curve B, C, K, Z)Document1 pageiC60L Circuit Breakers (Curve B, C, K, Z)Diego PeñaNo ratings yet
- Catalytic Application of NanomaterialsDocument23 pagesCatalytic Application of NanomaterialsViji VijithaNo ratings yet
- Nec Sl1100 and Sv8100 Sip Trunk Configuration GuideDocument8 pagesNec Sl1100 and Sv8100 Sip Trunk Configuration GuidealcewebNo ratings yet
- Chapter 5 Study QuestionsDocument17 pagesChapter 5 Study QuestionsJohn HeilNo ratings yet
- 1 Network Layer Firewalls: Figure 1: Screened Host FirewallDocument3 pages1 Network Layer Firewalls: Figure 1: Screened Host FirewallAnonymous xN0cuz68ywNo ratings yet
- Silo - Tips Chapter 12 Sonic Logs Lecture Notes For Pet 370 Spring 2012 Prepared by Thomas W Engler PHD PeDocument21 pagesSilo - Tips Chapter 12 Sonic Logs Lecture Notes For Pet 370 Spring 2012 Prepared by Thomas W Engler PHD PeIntanNurDaniaNo ratings yet
- Module Code & Module Title CC6051NI Ethical Hacking Assessment Weightage & Type Weekly AssignmentDocument7 pagesModule Code & Module Title CC6051NI Ethical Hacking Assessment Weightage & Type Weekly AssignmentBipin BhandariNo ratings yet
- Introduction of Hris Chapter No.1: Tayyaba IqbalDocument16 pagesIntroduction of Hris Chapter No.1: Tayyaba IqbalmahnooorNo ratings yet
- Special power attorneyDocument4 pagesSpecial power attorneyYen Estandarte Gulmatico0% (1)
- Fall 22-23 COA Lecture-5 Processor Status & FLAGS RegisterDocument25 pagesFall 22-23 COA Lecture-5 Processor Status & FLAGS RegisterFaysal Ahmed SarkarNo ratings yet
- EmployersDocument4 pagesEmployersksNo ratings yet
- NEF1 - Non-Directional Earth-Fault Protection Low-Set Stage (NEF1Low) High-Set Stage (NEF1High) Instantaneous Stage (NEF1Inst)Document25 pagesNEF1 - Non-Directional Earth-Fault Protection Low-Set Stage (NEF1Low) High-Set Stage (NEF1High) Instantaneous Stage (NEF1Inst)rajeshNo ratings yet
- S Com ManualDocument64 pagesS Com ManualL. J.No ratings yet
- Cover Letter EdtDocument2 pagesCover Letter Edtapi-279882071No ratings yet
- Newmutv3029 Int LRDocument5 pagesNewmutv3029 Int LRA Comic Book BlogNo ratings yet
- International Journal of Hospitality ManagementDocument10 pagesInternational Journal of Hospitality ManagementrobertNo ratings yet
- 5TH International Conference BrochureDocument5 pages5TH International Conference Brochureanup patwalNo ratings yet
- Refregeration & Airconditioning 2011-2012Document29 pagesRefregeration & Airconditioning 2011-2012erastus shipaNo ratings yet
- TTD's Role in EducationDocument37 pagesTTD's Role in Educationsri_iasNo ratings yet
- Obi-Case Study v3Document19 pagesObi-Case Study v3shilpaNo ratings yet
- Unit 3 Secondary MarketDocument21 pagesUnit 3 Secondary MarketGhousia IslamNo ratings yet
- Citibank'S Epay: Online Credit Card Payment. From Any BankDocument2 pagesCitibank'S Epay: Online Credit Card Payment. From Any BankHamsa KiranNo ratings yet
- Railway Products CatelogueDocument12 pagesRailway Products CatelogueRie RNo ratings yet
- Jan Lokpal Bill Lok Sabha Rajya SabhaDocument4 pagesJan Lokpal Bill Lok Sabha Rajya SabhasushkanwarNo ratings yet
- Arid Agriculture University, Rawalpindi: MultimediaDocument22 pagesArid Agriculture University, Rawalpindi: MultimediaAshh Ishh100% (1)
- Lesson Plan 3d Printing - World of Part 1Document3 pagesLesson Plan 3d Printing - World of Part 1api-639942719No ratings yet
- NO Global Distribution NetworkDocument74 pagesNO Global Distribution NetworkSTEPHANY garcia bonillaNo ratings yet
- SOP 1-023 Rev. 16 EPA 547 GlyphosateDocument20 pagesSOP 1-023 Rev. 16 EPA 547 GlyphosateMarco QuinoNo ratings yet