You might also like
- Crossing Calculation API RP1102 (TEMPLATE)Document1 pageCrossing Calculation API RP1102 (TEMPLATE)bebas_amarah100% (5)
- Rotary Vacuum FilterDocument2 pagesRotary Vacuum FilterWade ColemanNo ratings yet
- PT Karya Intertek Kencana Equipment Data SheetDocument1 pagePT Karya Intertek Kencana Equipment Data SheetM MiftakhNo ratings yet
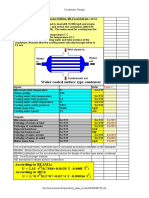
- Condenser DesignDocument1 pageCondenser DesignNaqqash SajidNo ratings yet
- Latent Heat of Vaporization of Ethanol Using Clausius-Clapeyron EquationDocument5 pagesLatent Heat of Vaporization of Ethanol Using Clausius-Clapeyron EquationMel DyNo ratings yet
- Constant Pressure FiltrationDocument2 pagesConstant Pressure FiltrationantoniojaviermaciasNo ratings yet
- Duct Cost Estimator Using 2004 R.S. Means Building Construction Cost DataDocument8 pagesDuct Cost Estimator Using 2004 R.S. Means Building Construction Cost DataarcelitasNo ratings yet
- CRF250 Shim CalcDocument2 pagesCRF250 Shim CalcChakerZagroubaNo ratings yet
- Mass & Energy BalanceDocument4 pagesMass & Energy BalancehishamNo ratings yet
- Alloy User GuideDocument314 pagesAlloy User GuideJunaid UllahNo ratings yet
- SRI Jigger Tubes System: Design, Installation and Commissioning ManualDocument16 pagesSRI Jigger Tubes System: Design, Installation and Commissioning ManualSebastiánSaltarenNo ratings yet
- Scroll-Chillers Catalog High-ResDocument12 pagesScroll-Chillers Catalog High-ResubaidNo ratings yet
- Convert measurements with this comprehensive conversion tableDocument10 pagesConvert measurements with this comprehensive conversion tableRafi SiddiquiNo ratings yet
- Precise Temperature Control for Reactor ApplicationsDocument22 pagesPrecise Temperature Control for Reactor ApplicationsFernando Stuar Campos MendozaNo ratings yet
- Helmholtz Energy Equation of StateDocument10 pagesHelmholtz Energy Equation of StateSantiago MolinaNo ratings yet
- IBC 2022 Exhibition Standards Book 01 FinalDocument202 pagesIBC 2022 Exhibition Standards Book 01 FinalR BettaNo ratings yet
- Line Sizing Calculations TrainingDocument16 pagesLine Sizing Calculations TrainingAkshay bhuranNo ratings yet
- Heat exchanger specification sheetDocument1 pageHeat exchanger specification sheetSonya LoveraNo ratings yet
- Distillation of Ethanol-Water Solution Using Enthalpy-Concentration DiagramDocument16 pagesDistillation of Ethanol-Water Solution Using Enthalpy-Concentration DiagramChiara PatrianaNo ratings yet
- Final Design Values of PHE C-510 CoolersDocument4 pagesFinal Design Values of PHE C-510 CoolersRamji MishraNo ratings yet
- SRI Jigger Steam ManualDocument23 pagesSRI Jigger Steam ManualzalabiNo ratings yet
- PV Elite 2020 Licensee: Tubesheet Check CalculationDocument8 pagesPV Elite 2020 Licensee: Tubesheet Check CalculationAbhishek LadNo ratings yet
- Room ACis.1391.2.1992Document36 pagesRoom ACis.1391.2.1992Ajay MenonNo ratings yet
- MODEL: PFTA 1500-4: Ratings & Performance DataDocument4 pagesMODEL: PFTA 1500-4: Ratings & Performance DataAnonymous izGbhcNo ratings yet
- Vapour Compression RefrigerationDocument11 pagesVapour Compression RefrigerationchinnuNo ratings yet
- Sprinkler Design WorksheetDocument11 pagesSprinkler Design WorksheetJohn Son GNo ratings yet
- Table 3-2.-Computations and Measurement For A Y Connection - Figure 3-55. - True Y.Layout of A True Yin Laying Out Pipe For The Fabrication of A TrueDocument5 pagesTable 3-2.-Computations and Measurement For A Y Connection - Figure 3-55. - True Y.Layout of A True Yin Laying Out Pipe For The Fabrication of A TrueBhaskar ReddyNo ratings yet
- Submittal Chiller COP 6.02Document3 pagesSubmittal Chiller COP 6.02juan yenqueNo ratings yet
- C WQ DealerDocument240 pagesC WQ DealerVic BayotNo ratings yet
- Fise Tehnice Ue VRF FujitsuDocument10 pagesFise Tehnice Ue VRF FujitsuMihaela CimpeanuNo ratings yet
- LMTD Correction Factor ChartsDocument3 pagesLMTD Correction Factor ChartsjnmanivannanNo ratings yet
- GEA PowCoDocument35 pagesGEA PowCoSimon CaceresNo ratings yet
- Basics of Refrigeration - EvaporatorsDocument32 pagesBasics of Refrigeration - Evaporatorsfarazgazanfar-1No ratings yet
- Galvalume Sheet R ValueDocument2 pagesGalvalume Sheet R ValueEr Praveen Raj RNo ratings yet
- Api 54Document1 pageApi 54keyur1109No ratings yet
- PROCESS DESIGN CALCULATION Mas GitoDocument32 pagesPROCESS DESIGN CALCULATION Mas GitosehonoNo ratings yet
- Yazd-System Description For Clean Drain System PDFDocument7 pagesYazd-System Description For Clean Drain System PDFace-winnieNo ratings yet
- Energy Efficiency Upgrades for Sugar Factory BoilersDocument8 pagesEnergy Efficiency Upgrades for Sugar Factory BoilersTade GaromaNo ratings yet
- Ale132av4-Cc5m 01Document18 pagesAle132av4-Cc5m 01Thanh BarcaNo ratings yet
- Format ROP & ROQDocument93 pagesFormat ROP & ROQalvonNo ratings yet
- Anaerobic Digester - QasimDocument35 pagesAnaerobic Digester - Qasimawaluddin nurmiyantoNo ratings yet
- Air Duct CalculatorDocument1 pageAir Duct Calculatoraravoof84No ratings yet
- Porotomo Final Technical Report: Poroelastic Tomography by Adjoint Inverse Modeling of Data From Seismology, Geodesy, and HydrologyDocument174 pagesPorotomo Final Technical Report: Poroelastic Tomography by Adjoint Inverse Modeling of Data From Seismology, Geodesy, and HydrologyFelipe Alejandro Muñoz CarmonaNo ratings yet
- NOx Progreso en IngenieriaDocument24 pagesNOx Progreso en IngenieriajuanNo ratings yet
- Design and Fabrication of A Modified Portable BiogDocument10 pagesDesign and Fabrication of A Modified Portable BiogVN BALAJI GoparajuNo ratings yet
- Condenser Design: Calculation of LMTD: Hot Fluid (Cold Fluid (Difference (Document5 pagesCondenser Design: Calculation of LMTD: Hot Fluid (Cold Fluid (Difference (Lokesh EmandiNo ratings yet
- King Coordinate Conversion MasterDocument4 pagesKing Coordinate Conversion MasterLouise Veronica JoseNo ratings yet
- Heater 10m2 (ASME Tubesheet)Document17 pagesHeater 10m2 (ASME Tubesheet)Omil RastogiNo ratings yet
- Che 2Document25 pagesChe 2Jaynie Lee VillaranNo ratings yet
- Agitation Experiment Power AnalysisDocument5 pagesAgitation Experiment Power AnalysisMinj de DiosNo ratings yet
- Fluid Properties Correlation for NeonDocument68 pagesFluid Properties Correlation for NeonSiddiqui Muhammad AshfaqueNo ratings yet
- Boiler CalculationDocument4 pagesBoiler Calculationmohsin husen BargirNo ratings yet
- Typical Process / Facility Water Balance CalculationDocument5 pagesTypical Process / Facility Water Balance CalculationYesi CeballosNo ratings yet
- Cooling Tower Data Sheet REV-00Document12 pagesCooling Tower Data Sheet REV-00Anonymous ZnuMEWN1No ratings yet
- 3-Pass Fire Tube Boiler Heat Transfer CalculationDocument54 pages3-Pass Fire Tube Boiler Heat Transfer CalculationNITINNo ratings yet
- Parcial CodeDocument114 pagesParcial CodeLuciano LeiteNo ratings yet
- Calc 1 - Boiler EfficiencyDocument3 pagesCalc 1 - Boiler Efficiencysreeau128No ratings yet
- SHELL AND TUBE HEAT EXCHANGER DESIGNDocument16 pagesSHELL AND TUBE HEAT EXCHANGER DESIGNSarvagyaNo ratings yet
- Process Calculations Scenario A Cattle Manure Maize Silage: 4 3 CH4 ODM - 1 - 3 - 1 - 1Document18 pagesProcess Calculations Scenario A Cattle Manure Maize Silage: 4 3 CH4 ODM - 1 - 3 - 1 - 1SabariyantoNo ratings yet
- Steam Leak CalculationDocument3 pagesSteam Leak CalculationJunaid MateenNo ratings yet
- Modern steam trap monitoring and steam leakage calculation Excel sheetDocument3 pagesModern steam trap monitoring and steam leakage calculation Excel sheetvazzoleralex6884No ratings yet
- HeaterSimulationResults 20112022 872204Document17 pagesHeaterSimulationResults 20112022 872204Hamid MansouriNo ratings yet
- Modern steam trap survey and leak calculation sheet reduces annual steam losses by 95,000 RsDocument5 pagesModern steam trap survey and leak calculation sheet reduces annual steam losses by 95,000 Rsintania66No ratings yet
- Condenser DesignDocument2 pagesCondenser DesignRahul ChandrawarNo ratings yet
- Feed Drum/ Vessel General Design Considerations Basis or AssumptionsDocument9 pagesFeed Drum/ Vessel General Design Considerations Basis or AssumptionsLouie GresulaNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Compressible Cake Constant RateDocument3 pagesCompressible Cake Constant RateEduardo Paulini VillanuevaNo ratings yet
- Power Law EquationDocument2 pagesPower Law Equationantoniojaviermacias100% (1)
- Drum - Vertical Wire Mesh Mist EliminatorDocument8 pagesDrum - Vertical Wire Mesh Mist EliminatorAnonymous oVRvsdWzfBNo ratings yet
- EconomicsDocument16 pagesEconomicsinsult2injuryNo ratings yet
- Pressure Leaf Clarification CostingDocument2 pagesPressure Leaf Clarification CostingantoniojaviermaciasNo ratings yet
- Drum VolumeDocument9 pagesDrum VolumeProcess TiglobalNo ratings yet
- E Ductulator09Document9 pagesE Ductulator09Junaid MateenNo ratings yet
- Duathlon Simulated ReplayDocument8 pagesDuathlon Simulated ReplayJunaid MateenNo ratings yet
- CalculationsDocument36 pagesCalculationsthadgeNo ratings yet
- Drilling Pipe Cost Comcom MppipelinecostingspreadsheetDocument68 pagesDrilling Pipe Cost Comcom MppipelinecostingspreadsheetJunaid MateenNo ratings yet
- Engineering Units ConverterDocument19 pagesEngineering Units Convertertitou_d8638No ratings yet
- FILTRACIONDocument14 pagesFILTRACIONantoniojaviermaciasNo ratings yet
- Distillation Theoretical Stages CalculatorDocument687 pagesDistillation Theoretical Stages CalculatorgrabettyNo ratings yet
- DPTDocument1 pageDPTJunaid MateenNo ratings yet
- Design of Pressure Vessel (Int & Ext)Document394 pagesDesign of Pressure Vessel (Int & Ext)api-3824026100% (8)
- Digitalis e ChartDocument6 pagesDigitalis e ChartJunaid MateenNo ratings yet
- Dew PointDocument29 pagesDew PointVicente RossiNo ratings yet
- DCs of Water Tank PlatformDocument16 pagesDCs of Water Tank PlatformChakerZagroubaNo ratings yet
- Cyclone Design and AnalysisDocument21 pagesCyclone Design and Analysisjorge FranciscpNo ratings yet
- Design of Pressure Plastic PipeDocument5 pagesDesign of Pressure Plastic PipeAnonymous oVRvsdWzfBNo ratings yet
- Thermophysical Properties CompoundsDocument6 pagesThermophysical Properties CompoundsAnonymous oVRvsdWzfBNo ratings yet
- Design of Flanges Tongue Groove TypeDocument19 pagesDesign of Flanges Tongue Groove TypeJunaid MateenNo ratings yet
- Density ChangeDocument3 pagesDensity ChangeJunaid MateenNo ratings yet
- Density Change2Document3 pagesDensity Change2Junaid MateenNo ratings yet
- Data Bank Reid SherwoodDocument88 pagesData Bank Reid SherwoodAlejandro Sandoval GuillénNo ratings yet
- Merged LetterDocument46 pagesMerged LetterLatoya Toya EbanksNo ratings yet
- Offshore Wind Operational Report: Thecrownestate - Co.ukDocument17 pagesOffshore Wind Operational Report: Thecrownestate - Co.ukSally ShentonNo ratings yet
- RusBBTC2015 HALDOR TOPSOE ALEXANDRA KARYAGINA Eng PDFDocument28 pagesRusBBTC2015 HALDOR TOPSOE ALEXANDRA KARYAGINA Eng PDFlaquetengoNo ratings yet
- PUZ-WM112YAA (-BS) : Ecodan R32Document2 pagesPUZ-WM112YAA (-BS) : Ecodan R32Xenios AnthousisNo ratings yet
- A Review of Hybrid Solar PV and Wind Energy SystemDocument12 pagesA Review of Hybrid Solar PV and Wind Energy SystemTato LeonNo ratings yet
- Project Report - PWEE 781 - TitleDocument7 pagesProject Report - PWEE 781 - TitleRishav GhoshNo ratings yet
- WPI Combined CycleDocument2 pagesWPI Combined CycletahirNo ratings yet
- Fungsi - Turbine (Auxiliry Equipment)Document4 pagesFungsi - Turbine (Auxiliry Equipment)Abe SNo ratings yet
- Carbon Capture and Storage: A Technology at A CrossroadsDocument42 pagesCarbon Capture and Storage: A Technology at A CrossroadsEnergy Policy Institute at Chicago100% (1)
- Telecom and Village Power SolutionsDocument26 pagesTelecom and Village Power SolutionsMd Nazrul Islam AzadNo ratings yet
- Hydrogen Production With GT - MHRDocument5 pagesHydrogen Production With GT - MHRAnam AkhmadNo ratings yet
- ESDM - Renewable Energy and Energy Conservation by IGN Wiratmadja PDFDocument27 pagesESDM - Renewable Energy and Energy Conservation by IGN Wiratmadja PDFAryttNo ratings yet
- Multiple Choice Questions (MCQS) On EnergyDocument3 pagesMultiple Choice Questions (MCQS) On EnergyAmman AliNo ratings yet
- The Search For Stability - Modern Power SystemsDocument3 pagesThe Search For Stability - Modern Power Systems132kvsskanumoluNo ratings yet
- Physics Investigatory Project CompletedDocument12 pagesPhysics Investigatory Project CompletedHarsh MandeNo ratings yet
- iKW PER TRDocument19 pagesiKW PER TRAsif iqbalNo ratings yet
- Basic Calculations For A Power PlantDocument9 pagesBasic Calculations For A Power PlantMehmood Ahmad80% (5)
- Chapter 07Document27 pagesChapter 07PrashantNo ratings yet
- Customer Story Kemira Sweden PP62350EN 2Document2 pagesCustomer Story Kemira Sweden PP62350EN 2mohsen123No ratings yet
- The Fuel Cell Industry Review 2020Document46 pagesThe Fuel Cell Industry Review 2020新頔 姜No ratings yet
- Biochar Lehman PDFDocument4 pagesBiochar Lehman PDFnatadevxNo ratings yet
- DeruloDocument2 pagesDeruloSergio CampoNo ratings yet
- Sustainable ArchitectureDocument27 pagesSustainable ArchitectureRositaNo ratings yet
- Master PlanDocument3 pagesMaster Planbhumi mavani100% (3)
- Councilmember Kaplan Takes Action To Bring A Green Hydrogen Hub To The City of OaklandDocument5 pagesCouncilmember Kaplan Takes Action To Bring A Green Hydrogen Hub To The City of OaklandZennie AbrahamNo ratings yet
- OptimDocument2 pagesOptimAslamy FirdausNo ratings yet
- Ch2 EnergyDocument19 pagesCh2 EnergyVaishal BankerNo ratings yet
- Energy Sources - PhilippinesDocument1 pageEnergy Sources - PhilippinesMom GieNo ratings yet
- 2 Imech - Energy Dome Company PresentationDocument16 pages2 Imech - Energy Dome Company PresentationRoque Alfredo Da Rosa AvilaNo ratings yet