You might also like
- Lesson 1. Introduction in Industrial ArtsDocument6 pagesLesson 1. Introduction in Industrial ArtsAmeerah Cabangal100% (4)
- Brother - TC-S2D - Programming ManualDocument242 pagesBrother - TC-S2D - Programming Manualdncz6977% (13)
- MT830840SDocument32 pagesMT830840SMáximo Méndez100% (1)
- CNC Turning ExamplesDocument69 pagesCNC Turning ExamplesThenarasumohanvelu100% (2)
- Complete G Code ListDocument7 pagesComplete G Code ListRevolusiSoekarno100% (2)
- CNC Programming Tutorials Examples G M Codes G M Programming Tutorial ExampleDocument340 pagesCNC Programming Tutorials Examples G M Codes G M Programming Tutorial ExampleYassin Belkacem100% (2)
- The Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreFrom EverandThe Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreRating: 3 out of 5 stars3/5 (2)
- TM FB 72Document93 pagesTM FB 72LebahMadu100% (1)
- Sperry Gyro Horiz DirDocument74 pagesSperry Gyro Horiz DirAlexander BilievskyNo ratings yet
- Vietnam Salary Guide 2021: Insights into Top IndustriesDocument46 pagesVietnam Salary Guide 2021: Insights into Top IndustriesTrieu Nam100% (1)
- Chettinad Heritage ConservationDocument33 pagesChettinad Heritage ConservationSuriyah SivakumarNo ratings yet
- Catalog CTC MedicalDocument30 pagesCatalog CTC Medicalfelicio49hotmailNo ratings yet
- Howard Fluting Jig Manual 2Document16 pagesHoward Fluting Jig Manual 2Jaime MontielNo ratings yet
- Milling: G CommandsDocument4 pagesMilling: G CommandsAws HasanNo ratings yet
- 58 BDocument241 pages58 BRemas DarrenNo ratings yet
- G and M Programming For CNC Milling Machines (PDF - 231023 - 002718Document98 pagesG and M Programming For CNC Milling Machines (PDF - 231023 - 002718HichamNo ratings yet
- GHR32QVDocument99 pagesGHR32QVdwilhNo ratings yet
- شموع النهار ط2Document289 pagesشموع النهار ط2عمر العيساوي Omar AlesawiNo ratings yet
- CARRARO Axle 26.20 Repair CA357142Document90 pagesCARRARO Axle 26.20 Repair CA357142Tadas SukysNo ratings yet
- Parts Catalog G080/G367: Ricoh Group CompaniesDocument148 pagesParts Catalog G080/G367: Ricoh Group CompaniesSerge MaciaNo ratings yet
- B-62542en 01 060508 PDFDocument116 pagesB-62542en 01 060508 PDFprithiviNo ratings yet
- Yasnac MX-1Document252 pagesYasnac MX-1DOBJANNo ratings yet
- Gree Change 18-24 Technical Manual EngDocument101 pagesGree Change 18-24 Technical Manual Engstr.maintenance.reNo ratings yet
- Appendix A: Supported G-Code CommandsDocument2 pagesAppendix A: Supported G-Code Commandshasan alsarrafNo ratings yet
- WinMax Mill NC Programming - v9.1 - July2013Document259 pagesWinMax Mill NC Programming - v9.1 - July2013Noerby AntoNo ratings yet
- Programas para Generar CarrosDocument45 pagesProgramas para Generar Carrosclaudia serranoNo ratings yet
- معنى الحياة مقدمات وفهارسDocument17 pagesمعنى الحياة مقدمات وفهارسوعد البدريNo ratings yet
- Bike CodeDocument50 pagesBike CodeAmrutha dNo ratings yet
- NC ProgrammingDocument54 pagesNC ProgrammingVed Vrat NuclearNo ratings yet
- البناء العقدي للجيل الصاعدDocument142 pagesالبناء العقدي للجيل الصاعدHadeel AhmadNo ratings yet
- SM08-001 00Document4 pagesSM08-001 00amadhamballyNo ratings yet
- CatalogueDocument212 pagesCataloguechinitnNo ratings yet
- 840d and NCFunctionsDocument41 pages840d and NCFunctionsocchityaNo ratings yet
- Mobatch ResultDocument4 pagesMobatch ResultChandan SinghNo ratings yet
- STAAD Pro V8i Analytic Service Structure AnalysisDocument28 pagesSTAAD Pro V8i Analytic Service Structure AnalysisramNo ratings yet
- Kohler 2000REOZDBDocument110 pagesKohler 2000REOZDBAntónio RosaNo ratings yet
- Mill Programming ManualEN V70rDocument111 pagesMill Programming ManualEN V70rayman emmadNo ratings yet
- YEA-SIAZ-C844-2.2 (YASNAC PC NC Programming Manual) PDFDocument318 pagesYEA-SIAZ-C844-2.2 (YASNAC PC NC Programming Manual) PDFIvan SmolejNo ratings yet
- UntitledDocument270 pagesUntitledاسلام ابو زيدNo ratings yet
- User 'S Manual Air Conditioner: Document Number: 5401376260Document34 pagesUser 'S Manual Air Conditioner: Document Number: 5401376260jandiman KanrishenNo ratings yet
- Printers Spare Parts PDFDocument229 pagesPrinters Spare Parts PDFAugusto SandinoNo ratings yet
- Contents: Basic Course G426 ISO ProgrammingDocument59 pagesContents: Basic Course G426 ISO ProgrammingfarowarezNo ratings yet
- Bike CodeDocument47 pagesBike CodeKafiulNo ratings yet
- MCQUAY WGZ 2 of 2Document86 pagesMCQUAY WGZ 2 of 2Edilson CardosoNo ratings yet
- G-Code & M-Code Reference GuideDocument6 pagesG-Code & M-Code Reference GuideSayeed AndrabiNo ratings yet
- Code Explanation of CNC Edm MachineDocument132 pagesCode Explanation of CNC Edm MachineHashim BajwaNo ratings yet
- Her MiteDocument5 pagesHer MiteMukul PaiNo ratings yet
- Insightful Islamic teachings on faith, worship and moralityDocument324 pagesInsightful Islamic teachings on faith, worship and moralityHussein Bin YusufNo ratings yet
- Staad ChecksDocument26 pagesStaad ChecksDINESHNo ratings yet
- 3 4880 PDFDocument58 pages3 4880 PDFRicardo ReisNo ratings yet
- MainDocument15 pagesMainapi-241783239No ratings yet
- Stockton 2Document11 pagesStockton 2werwerwerNo ratings yet
- Diamond Technical Bulletin 01 2001 Compression Update and CalDocument8 pagesDiamond Technical Bulletin 01 2001 Compression Update and CalFábio MoreiraNo ratings yet
- Figure 1 PerspectiveDocument21 pagesFigure 1 PerspectiveJems MansuetoNo ratings yet
- 724J 4WD LoaderDocument8 pages724J 4WD Loaderwalk01No ratings yet
- Staad Result Pass or Fail 1Document136 pagesStaad Result Pass or Fail 1Renzo Ray M. OlivarNo ratings yet
- Drugo Stezanje Na StruguDocument2 pagesDrugo Stezanje Na StruguChrome1312No ratings yet
- Report DLD SaDocument18 pagesReport DLD SaHarsh ModiNo ratings yet
- Exit f110 SINDocument14 pagesExit f110 SINKarina NunesNo ratings yet
- Update Deploy 270919Document514 pagesUpdate Deploy 270919BagusApriSNo ratings yet
- Part Programming On MillingDocument32 pagesPart Programming On MillingVidhanNo ratings yet
- Practical Variable Speed Drives and Power ElectronicsFrom EverandPractical Variable Speed Drives and Power ElectronicsRating: 5 out of 5 stars5/5 (3)
- SSCNC Manual FanucDocument171 pagesSSCNC Manual FanucKenny Jiménez RuizNo ratings yet
- Fanuc21tb en CDocument96 pagesFanuc21tb en CPedro BarataNo ratings yet
- SONG NGOC house layout designDocument132 pagesSONG NGOC house layout designTran Hoang NamNo ratings yet
- Question With Answer Mechanic Trade May-13Document51 pagesQuestion With Answer Mechanic Trade May-13Pawan Porwal71% (42)
- Greenlam Introduction 8838388324Document11 pagesGreenlam Introduction 8838388324Muthu KumarNo ratings yet
- Maton Catalogue Custom ShopDocument42 pagesMaton Catalogue Custom ShopklimkododoNo ratings yet
- TRA035-Drilling for Anode InstallationDocument1 pageTRA035-Drilling for Anode InstallationHussein HishamNo ratings yet
- Timber Home Living - Annual Buyer's Guide 2015Document116 pagesTimber Home Living - Annual Buyer's Guide 2015janNo ratings yet
- Portfolio Marriam PDFDocument5 pagesPortfolio Marriam PDFMarriam SheikhNo ratings yet
- NC20 Metric & Inch: YG1 NanoCut Solid Miniature TurningDocument5 pagesNC20 Metric & Inch: YG1 NanoCut Solid Miniature TurningferNo ratings yet
- Manual Werner Loft Ladder 10383Document8 pagesManual Werner Loft Ladder 10383Byron mugistovNo ratings yet
- Building Construction Terms ExplainedDocument39 pagesBuilding Construction Terms ExplainedClarissa PasiaNo ratings yet
- Neo Core Kit LeafletDocument2 pagesNeo Core Kit LeafletsalehalsadiNo ratings yet
- 1 - DRV Ind Vol 73 4Document9 pages1 - DRV Ind Vol 73 4toz66No ratings yet
- Check Condition of Tools and EquipmentDocument18 pagesCheck Condition of Tools and EquipmentApril AbengozaNo ratings yet
- Produk Deskripsi Harga HNA Terkirim Kembali Terpakai 211-1604 PHI Kode PPG KodeDocument2 pagesProduk Deskripsi Harga HNA Terkirim Kembali Terpakai 211-1604 PHI Kode PPG KodeViston Cahya SandhikaNo ratings yet
- Build DIY Awning Shade Under $300Document5 pagesBuild DIY Awning Shade Under $300Ri SovannaphumiNo ratings yet
- A35 Testing LetterDocument1 pageA35 Testing Lettercancery0707No ratings yet
- Tehnologia Posi StrutDocument35 pagesTehnologia Posi Strutdanut_docNo ratings yet
- Prod Tech-I - Unit 1 (A) - MillingDocument28 pagesProd Tech-I - Unit 1 (A) - MillingMEB05 Kishyon KumarNo ratings yet
- Essential Carpentry SkillsDocument31 pagesEssential Carpentry SkillsJessa Airam LigutomNo ratings yet
- Building Workshop No. 3Document2 pagesBuilding Workshop No. 3JUN TING SEOWNo ratings yet
- Rab Foodcourt Alt 1Document176 pagesRab Foodcourt Alt 1citaNo ratings yet
- Chisels Risk AssessmentDocument1 pageChisels Risk AssessmentTawfik Mohamed Abu Zaid100% (1)
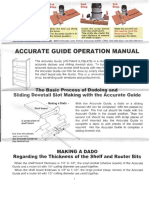
- Acurate Router Jig-ManualDocument4 pagesAcurate Router Jig-Manualcesar_mosqueda836No ratings yet
- Katana UsaDocument2 pagesKatana UsaJhonatan Samuel Fernandez ChaconNo ratings yet
- MEM18001 Task 2 Skill Test (1)Document20 pagesMEM18001 Task 2 Skill Test (1)queen heavenNo ratings yet
- CK210 Micro CNC LatheDocument4 pagesCK210 Micro CNC LatheWilson Sergio Martins DantasNo ratings yet
- Difference between Orthogonal and Oblique CuttingDocument6 pagesDifference between Orthogonal and Oblique CuttingshanthakumargcNo ratings yet