You might also like
- 8 Module 8 Powder Metallurgy (20231031191430)Document18 pages8 Module 8 Powder Metallurgy (20231031191430)Belle MateoNo ratings yet
- Powder Metallurgy: Chapter # 7Document53 pagesPowder Metallurgy: Chapter # 7Hannan yusuf Khan100% (1)
- Powder MetallurgyDocument10 pagesPowder MetallurgymuralisrikanthNo ratings yet
- Powder Metallurgy Process for Manufacturing Metal PartsDocument15 pagesPowder Metallurgy Process for Manufacturing Metal Partsmolla biyadgieNo ratings yet
- Powder Metallurgy PDFDocument9 pagesPowder Metallurgy PDFetamil87No ratings yet
- Powder MetallurgyDocument24 pagesPowder MetallurgyAyan BhardwajNo ratings yet
- Powder MetallurgyDocument7 pagesPowder Metallurgykawsar_002100% (2)
- Powder Metallurgy - Chapter 16Document43 pagesPowder Metallurgy - Chapter 16xharpreetxNo ratings yet
- Chapter 7Document85 pagesChapter 7tilki2007No ratings yet
- Powder Metallurgy: Production and Characterization of Metal PowdersDocument84 pagesPowder Metallurgy: Production and Characterization of Metal PowdersNyanda MadiliNo ratings yet
- Powder MetallurgyDocument48 pagesPowder MetallurgyJinshah B. SNo ratings yet
- Powder MetallurgyDocument41 pagesPowder MetallurgyDhina CasungcadNo ratings yet
- Particulate Processing of Metals and CeramicsDocument98 pagesParticulate Processing of Metals and CeramicsDamy Manesi0% (2)
- Powder Metallurgy Process OverviewDocument13 pagesPowder Metallurgy Process OverviewmmNo ratings yet
- Powder Metallurgy Advantages and LimitationsDocument6 pagesPowder Metallurgy Advantages and LimitationsHafiezul HassanNo ratings yet
- Powder MetallurgyDocument11 pagesPowder MetallurgyChandan PathakNo ratings yet
- Powder Metallurgy Report SummaryDocument47 pagesPowder Metallurgy Report SummaryG. Dancer GhNo ratings yet
- Powder MetallurgyDocument6 pagesPowder MetallurgyjayadevakodiNo ratings yet
- Powder Metallurgy ProcessDocument8 pagesPowder Metallurgy ProcessRabi Narayana SahuNo ratings yet
- Powder MetallurgyDocument79 pagesPowder MetallurgyTrevor Menezes100% (1)
- Powder MetallurgyDocument79 pagesPowder MetallurgyhavalNo ratings yet
- Powder MetallurgyDocument74 pagesPowder MetallurgyEDISON OCHIENGNo ratings yet
- Seminar On PMDocument22 pagesSeminar On PMKeertinathNagaviNo ratings yet
- Powder Metallurgy: Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument46 pagesPowder Metallurgy: Dr. Chaitanya Sharma Phd. Iit RoorkeeShivam DixitNo ratings yet
- Mechanical Engineering Manufacturing-Process Powder-Metallurgy NotesDocument14 pagesMechanical Engineering Manufacturing-Process Powder-Metallurgy NotesSiddheswar BiswalNo ratings yet
- Powder MetallurgyDocument27 pagesPowder Metallurgy20BME011 HARSHIT GUPTANo ratings yet
- Introduction to Powder Metallurgy ProcessDocument43 pagesIntroduction to Powder Metallurgy ProcessthirumalaikumaranNo ratings yet
- 8 Metal Powder ProcessingDocument25 pages8 Metal Powder ProcessingLahiru JananjayaNo ratings yet
- Unit V Powder Metallurgy and Plastic MouldingDocument57 pagesUnit V Powder Metallurgy and Plastic MouldingGayatri KanwadeNo ratings yet
- 1.5 Patterns: Lecture No.5 Sand CastingDocument6 pages1.5 Patterns: Lecture No.5 Sand Castingزينب عبد الخالق كاملNo ratings yet
- Powder Metallurgy-Sayfa 85Document84 pagesPowder Metallurgy-Sayfa 85Naser MiriNo ratings yet
- Metal CastingDocument11 pagesMetal Castingআজিজুর রহমান চৌধুরীNo ratings yet
- Steps Involved in Powder Metallurgy ProcessDocument6 pagesSteps Involved in Powder Metallurgy ProcessAtul ParabNo ratings yet
- 5-2 Powder ProcessingDocument52 pages5-2 Powder ProcessingOmar AhmedNo ratings yet
- Metal Casting: AdvantagesDocument35 pagesMetal Casting: AdvantagesDida KhalingNo ratings yet
- ME23005, Unit V, Powder MetallurgyDocument26 pagesME23005, Unit V, Powder MetallurgyItachi UchihaNo ratings yet
- Powder MetallurgyDocument64 pagesPowder Metallurgybitish commectNo ratings yet
- PM Production, Benefits, LimitationsDocument21 pagesPM Production, Benefits, LimitationsrohanNo ratings yet
- Powder Metallurgy: Powder Metallurgy (PM) Is A Metal Processing Technology in Which Parts Are Produced From MetallicDocument38 pagesPowder Metallurgy: Powder Metallurgy (PM) Is A Metal Processing Technology in Which Parts Are Produced From MetallicAbdul RehmanNo ratings yet
- Manufacturing Process: by by by by - Ramakant Rana Ramakant Rana Ramakant Rana Ramakant RanaDocument31 pagesManufacturing Process: by by by by - Ramakant Rana Ramakant Rana Ramakant Rana Ramakant RanaRAMAKANT RANA100% (1)
- CH-3: Powder Metallurgy (PM) 1. Powder Metallurgy: Science of Producing Metal Powder and Making Finished/semiDocument6 pagesCH-3: Powder Metallurgy (PM) 1. Powder Metallurgy: Science of Producing Metal Powder and Making Finished/semiramesh gondilNo ratings yet
- Casting TheoryDocument22 pagesCasting TheoryJairam Atluri100% (1)
- PM Process Introduction Powder MetallurgyDocument19 pagesPM Process Introduction Powder MetallurgySaleh AlgdaryNo ratings yet
- MM Experiment ReportDocument10 pagesMM Experiment ReportAbdullah ArshadNo ratings yet
- Powder Metallurgy (RealDocument156 pagesPowder Metallurgy (Realthesis ruetNo ratings yet
- Powder Metallurgy: Ms C MawareDocument41 pagesPowder Metallurgy: Ms C Mawarechris mushunjeNo ratings yet
- Lecture 5 Powder Charaterstics 1Document32 pagesLecture 5 Powder Charaterstics 1guruNo ratings yet
- Abhinav Bajaj (2018UME4042)Document9 pagesAbhinav Bajaj (2018UME4042)KaijhaNo ratings yet
- Chapter IIDocument37 pagesChapter IIAlfin AloeiNo ratings yet
- Processing of Powder: - All The Processes Performed in Powder Metallurgy Can Be Divided Into 2 GroupsDocument15 pagesProcessing of Powder: - All The Processes Performed in Powder Metallurgy Can Be Divided Into 2 GroupsMohakNo ratings yet
- PM Process: Powder Production to FinishingDocument59 pagesPM Process: Powder Production to FinishingQUAZI ADYAN AHMAD 160419736049No ratings yet
- Principles of Powder MetallurgyDocument4 pagesPrinciples of Powder Metallurgyhegdemahesh1No ratings yet
- PM Parts Production via Powder CompactionDocument59 pagesPM Parts Production via Powder CompactionAbdallah M Al-MajaliNo ratings yet
- Casting ProcessDocument72 pagesCasting ProcessFRO MusicNo ratings yet
- MME 3518-Powder Metallurgy-1-2Document80 pagesMME 3518-Powder Metallurgy-1-2Mohammed GhisheerNo ratings yet
- Manufacturing Process - CastingDocument81 pagesManufacturing Process - CastingArnab HazraNo ratings yet
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- Fundamentals of Materials Engineering - A Basic GuideFrom EverandFundamentals of Materials Engineering - A Basic GuideNo ratings yet
- Catalogue en 50hz PDFDocument643 pagesCatalogue en 50hz PDFMECHANICAL ENGINEERINGNo ratings yet
- 1 s2.0 S1359431117347919 MainDocument10 pages1 s2.0 S1359431117347919 MainMECHANICAL ENGINEERINGNo ratings yet
- Yyyy / MM / DD HH / MM: TEST Name Test No. Date Time Round Name of ApplicantDocument1 pageYyyy / MM / DD HH / MM: TEST Name Test No. Date Time Round Name of ApplicantMECHANICAL ENGINEERINGNo ratings yet
- Heatsinkcfdanalysisandoptimization PDFDocument50 pagesHeatsinkcfdanalysisandoptimization PDFMECHANICAL ENGINEERINGNo ratings yet
- Flow rates and pressure drops for water through Schedule 40 steel pipesDocument1 pageFlow rates and pressure drops for water through Schedule 40 steel pipeslokifaradNo ratings yet
- 1 s2.0 S0196890419307642 MainDocument15 pages1 s2.0 S0196890419307642 MainMECHANICAL ENGINEERINGNo ratings yet
- 1341832085307-Air ConditioningDocument28 pages1341832085307-Air ConditioningMECHANICAL ENGINEERINGNo ratings yet
- Cutting parameters and formulas for drilling operationsDocument1 pageCutting parameters and formulas for drilling operationsMECHANICAL ENGINEERINGNo ratings yet
- Cutting Time T: FZ Work MaterialDocument2 pagesCutting Time T: FZ Work MaterialMECHANICAL ENGINEERINGNo ratings yet
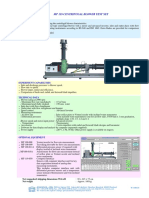
- MP 119 Centrifugal Blower Test Set: General DescriptionDocument1 pageMP 119 Centrifugal Blower Test Set: General DescriptionMECHANICAL ENGINEERINGNo ratings yet
- Cutting parameters and formulas for drilling operationsDocument1 pageCutting parameters and formulas for drilling operationsMECHANICAL ENGINEERINGNo ratings yet
- Cutting Time T: ExternalDocument2 pagesCutting Time T: ExternalMECHANICAL ENGINEERINGNo ratings yet
- Stainless Steel Centrifugal Pumps: 3 - SeriesDocument43 pagesStainless Steel Centrifugal Pumps: 3 - SeriesMECHANICAL ENGINEERINGNo ratings yet
- Cutting Time T: ExternalDocument2 pagesCutting Time T: ExternalMECHANICAL ENGINEERINGNo ratings yet
- A Sample Laboratory Report: Artificial RadioactivityDocument10 pagesA Sample Laboratory Report: Artificial RadioactivityMECHANICAL ENGINEERINGNo ratings yet
- ASM Subject Guide - HeatTreating PDFDocument7 pagesASM Subject Guide - HeatTreating PDFJhon Alexander VilladaNo ratings yet
- Lab Report Example 2Document20 pagesLab Report Example 2MECHANICAL ENGINEERINGNo ratings yet
- Radiation Experiment Half-Lives and ShieldingDocument13 pagesRadiation Experiment Half-Lives and ShieldingMECHANICAL ENGINEERINGNo ratings yet
- Experiment C2: Heat Conduction Study BenchDocument12 pagesExperiment C2: Heat Conduction Study BenchMohd Khairul FahmiNo ratings yet
- Objectives: Experiment: Fatigue TestingDocument8 pagesObjectives: Experiment: Fatigue TestingShruti Raveendran100% (1)
- Lab 13. Radioactivity: GoalsDocument7 pagesLab 13. Radioactivity: GoalsMECHANICAL ENGINEERINGNo ratings yet
- SOM-I Lab IVSemDocument8 pagesSOM-I Lab IVSemRobyn BridgesNo ratings yet
- Detailed Report On Hardness TestDocument64 pagesDetailed Report On Hardness TestluqmaNo ratings yet
- Performance Investigation of Solar Water Heating System Using Nano UidsDocument6 pagesPerformance Investigation of Solar Water Heating System Using Nano UidsMECHANICAL ENGINEERINGNo ratings yet
- 2Document5 pages2yuwarajaNo ratings yet
- Thermal Performance of Photovoltaic Systems Integrated in BuildingsDocument26 pagesThermal Performance of Photovoltaic Systems Integrated in BuildingsMECHANICAL ENGINEERINGNo ratings yet
- Chme 302 Chemical Engineering Laboratory - I Experiment 302-6 Radiative Heat TransferDocument6 pagesChme 302 Chemical Engineering Laboratory - I Experiment 302-6 Radiative Heat TransferMECHANICAL ENGINEERINGNo ratings yet
- Abu-Mulaweh-H-2012-Design and Development of Solar Water Heating System Experimental ApparatusDocument7 pagesAbu-Mulaweh-H-2012-Design and Development of Solar Water Heating System Experimental ApparatusJaok Al FaqirNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument21 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsMECHANICAL ENGINEERINGNo ratings yet
- Medical Scopus JournalsDocument5 pagesMedical Scopus Journalsnaresh kotraNo ratings yet
- Change in PV, DV C DP: ENM200 Tutorial Solutions Reservoir Rock Properties 2010Document3 pagesChange in PV, DV C DP: ENM200 Tutorial Solutions Reservoir Rock Properties 2010Ali HijaziNo ratings yet
- A Geometrical Model For Tortuosity of Tortuous Streamlines in Porous Media With Cylindrical ParticlesDocument4 pagesA Geometrical Model For Tortuosity of Tortuous Streamlines in Porous Media With Cylindrical ParticlesJosephNo ratings yet
- Hydrology Infiltration Estimation MethodsDocument15 pagesHydrology Infiltration Estimation MethodsnimcanNo ratings yet
- Abandoment Field Paper PDFDocument8 pagesAbandoment Field Paper PDFDianaNo ratings yet
- Module 3Document9 pagesModule 3M NIDHIN SIVAN B.Tech Civil - B 2019-2023No ratings yet
- Copie de Dico - ICOLD-1Document130 pagesCopie de Dico - ICOLD-1Junior AdamsNo ratings yet
- Reservoir Rock CompressibilityDocument20 pagesReservoir Rock CompressibilityeckoNo ratings yet
- FORMATION VELOCITY AND DENSITY-THE DIAGNOSTIC BASICS FOR STRATIGRAPHIC TRAPS - GEOPHYSICS - Vol. 39, NoDocument66 pagesFORMATION VELOCITY AND DENSITY-THE DIAGNOSTIC BASICS FOR STRATIGRAPHIC TRAPS - GEOPHYSICS - Vol. 39, Notsar_philip2010No ratings yet
- Functionality of Milk Powders and Their ApplicationsDocument11 pagesFunctionality of Milk Powders and Their ApplicationsYenny RodriguezNo ratings yet
- The Science and Engineering of Granulation ProcessesDocument258 pagesThe Science and Engineering of Granulation Processesdiegotorete1994100% (2)
- Industrial Applications of Ultrasound - A Review IIDocument31 pagesIndustrial Applications of Ultrasound - A Review IIkumargpalaniNo ratings yet
- Worldwide Published Standards Relating To Particle and Spray CharacterizationDocument7 pagesWorldwide Published Standards Relating To Particle and Spray CharacterizationEric GozzerNo ratings yet
- LAB REPORT-Rock Pore Volume and Porosity Measurement by Vacuum Saturation-GROUP - 5-PETE-2202Document13 pagesLAB REPORT-Rock Pore Volume and Porosity Measurement by Vacuum Saturation-GROUP - 5-PETE-2202Jeremy MacalaladNo ratings yet
- Khatav (Vaduj) Taluka, Satara District, Part - IDocument95 pagesKhatav (Vaduj) Taluka, Satara District, Part - IAkshay ShendeNo ratings yet
- Flood Hazard and Risk Assessment Using GIS and Remote Sensing in Lower Awash Sub-Basin, EthiopiaDocument18 pagesFlood Hazard and Risk Assessment Using GIS and Remote Sensing in Lower Awash Sub-Basin, EthiopiaAbdilbasit HamidNo ratings yet
- Abdrashitova R.N. - General Hydrogeology PDFDocument51 pagesAbdrashitova R.N. - General Hydrogeology PDFJohn Carlos Arce PortugalNo ratings yet
- One-Dimensional Flow of Water Through Soils: ImportanceDocument26 pagesOne-Dimensional Flow of Water Through Soils: ImportanceAngieNo ratings yet
- Teori Pile Geo5Document27 pagesTeori Pile Geo5Rivana AyuningrumNo ratings yet
- Fluent TutorialDocument126 pagesFluent Tutorialluis900000No ratings yet
- Effect of very fine particles on strength of concrete made with dune sandDocument7 pagesEffect of very fine particles on strength of concrete made with dune sandCatnis TomNo ratings yet
- Fundamentals of Reservoir Rock Properties Web SampleDocument12 pagesFundamentals of Reservoir Rock Properties Web SampleYusran YunusNo ratings yet
- Dhaka Lab Water Testing ServicesDocument80 pagesDhaka Lab Water Testing ServicesHoque AnamulNo ratings yet
- Permeability Predictions For Sand-Clogged Portland Cement Pervious Concrete Pavement SystemsDocument8 pagesPermeability Predictions For Sand-Clogged Portland Cement Pervious Concrete Pavement SystemsBarnali DebnathNo ratings yet
- Permeability - 4 MtechDocument70 pagesPermeability - 4 MtechViky ShahNo ratings yet
- Uqgd6lDocument25 pagesUqgd6lKonul AlizadehNo ratings yet
- Include Additional Worksheets With Calculations For Partial Credits in The Event Your Final Answer Is Not CorrectDocument5 pagesInclude Additional Worksheets With Calculations For Partial Credits in The Event Your Final Answer Is Not Correctalisafaa974No ratings yet
- In Uence of Stirring Speed and Stirring Time On Distribution of Particles in Cast Metal Matrix CompositeDocument7 pagesIn Uence of Stirring Speed and Stirring Time On Distribution of Particles in Cast Metal Matrix CompositeyogiNo ratings yet
- Determining Transmissivity and Storativity of Low Permeability RocksDocument8 pagesDetermining Transmissivity and Storativity of Low Permeability RocksJose Luis Nava HernandezNo ratings yet
- Soil Mechanics Chapter 3 Key RelationshipsDocument42 pagesSoil Mechanics Chapter 3 Key RelationshipsAbd El Rhman Mohamed50% (2)