You might also like
- Powder MetallurgyDocument79 pagesPowder MetallurgyTrevor Menezes100% (1)
- Powder Metallurgy PDFDocument85 pagesPowder Metallurgy PDFharsurajNo ratings yet
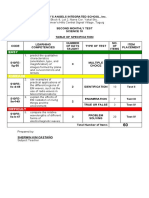
- Second Monthly Test Science 10Document4 pagesSecond Monthly Test Science 10Sher Sherwin100% (3)
- Powder Metallurgy PDFDocument9 pagesPowder Metallurgy PDFetamil87No ratings yet
- Powder Metallurgy ProcessDocument8 pagesPowder Metallurgy ProcessRabi Narayana SahuNo ratings yet
- Unit V Powder Metallurgy and Plastic MouldingDocument57 pagesUnit V Powder Metallurgy and Plastic MouldingGayatri KanwadeNo ratings yet
- Introduction to Powder Metallurgy ProcessDocument43 pagesIntroduction to Powder Metallurgy ProcessthirumalaikumaranNo ratings yet
- Powder Metallurgy: Production and Characterization of Metal PowdersDocument84 pagesPowder Metallurgy: Production and Characterization of Metal PowdersNyanda MadiliNo ratings yet
- Unit V Powder Metallurgy and Plastic MoldingDocument48 pagesUnit V Powder Metallurgy and Plastic MoldingGayatri KanwadeNo ratings yet
- Powder MetallurgyDocument33 pagesPowder MetallurgyMohanakumara K CNo ratings yet
- Steps Involved in Powder Metallurgy ProcessDocument6 pagesSteps Involved in Powder Metallurgy ProcessAtul ParabNo ratings yet
- Mechanical Engineering Manufacturing-Process Powder-Metallurgy NotesDocument14 pagesMechanical Engineering Manufacturing-Process Powder-Metallurgy NotesSiddheswar BiswalNo ratings yet
- Powder MetallurgyDocument11 pagesPowder MetallurgyChandan PathakNo ratings yet
- Powder MetallurgyDocument7 pagesPowder Metallurgykawsar_002100% (2)
- Seminar On PMDocument22 pagesSeminar On PMKeertinathNagaviNo ratings yet
- 8 Metal Powder ProcessingDocument25 pages8 Metal Powder ProcessingLahiru JananjayaNo ratings yet
- Powder MetallurgyDocument79 pagesPowder MetallurgyhavalNo ratings yet
- Processing of Powder: - All The Processes Performed in Powder Metallurgy Can Be Divided Into 2 GroupsDocument15 pagesProcessing of Powder: - All The Processes Performed in Powder Metallurgy Can Be Divided Into 2 GroupsMohakNo ratings yet
- Powder MetallurgyDocument10 pagesPowder MetallurgymuralisrikanthNo ratings yet
- Powder MetallurgyDocument24 pagesPowder MetallurgyAyan BhardwajNo ratings yet
- Powder Metallurgy: Ms C MawareDocument41 pagesPowder Metallurgy: Ms C Mawarechris mushunjeNo ratings yet
- Powder MetallurgyDocument83 pagesPowder Metallurgyrahul72No ratings yet
- Powder Metallurgy Process OverviewDocument13 pagesPowder Metallurgy Process OverviewmmNo ratings yet
- ( (Manufacturing) ) : Powder Metallurgy (PM)Document12 pages( (Manufacturing) ) : Powder Metallurgy (PM)MECHANICAL ENGINEERINGNo ratings yet
- Powder manufacturing and conditioning processes for metal powder productionDocument14 pagesPowder manufacturing and conditioning processes for metal powder productionAditya BishtNo ratings yet
- Particulate Processing of Metals and CeramicsDocument98 pagesParticulate Processing of Metals and CeramicsDamy Manesi0% (2)
- Powder Metallurgy Process for Manufacturing Metal PartsDocument15 pagesPowder Metallurgy Process for Manufacturing Metal Partsmolla biyadgieNo ratings yet
- Guide to Powder Metallurgy Process and ApplicationsDocument18 pagesGuide to Powder Metallurgy Process and ApplicationsAmandeep SinghNo ratings yet
- Abhinav Bajaj (2018UME4042)Document9 pagesAbhinav Bajaj (2018UME4042)KaijhaNo ratings yet
- Unit 8 (Class15) Powder Metallurgy: Part BDocument8 pagesUnit 8 (Class15) Powder Metallurgy: Part BrajarajanNo ratings yet
- Principles of Powder MetallurgyDocument4 pagesPrinciples of Powder Metallurgyhegdemahesh1No ratings yet
- Powder Technology (POWDER TECHNOL)Document8 pagesPowder Technology (POWDER TECHNOL)Dappa DavidNo ratings yet
- Powder Metallurgy Advantages and LimitationsDocument6 pagesPowder Metallurgy Advantages and LimitationsHafiezul HassanNo ratings yet
- Manufacturing Process: Powder MetallurgyDocument35 pagesManufacturing Process: Powder MetallurgyPANKAJ KUMARNo ratings yet
- Powder Metallurgy Techniques For Titanium AlloysDocument11 pagesPowder Metallurgy Techniques For Titanium AlloysQasim SaadNo ratings yet
- Manufacturing PDFDocument17 pagesManufacturing PDFRaghu ChowdaryNo ratings yet
- ميحرلا نمحرلا الله مسب Manufacturing Techniques 0703314: Powder MetallurgyDocument33 pagesميحرلا نمحرلا الله مسب Manufacturing Techniques 0703314: Powder MetallurgyAbdullahNo ratings yet
- Powder Metallurgy: Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument46 pagesPowder Metallurgy: Dr. Chaitanya Sharma Phd. Iit RoorkeeShivam DixitNo ratings yet
- Ceramic Powders: Production and CharacterizationDocument52 pagesCeramic Powders: Production and CharacterizationUsamaNo ratings yet
- Particle Reinforce CompositeDocument37 pagesParticle Reinforce Compositeyeekai89% (9)
- Powder Metallurgy Is The Process of Blending Fine Powdered MaterialsDocument13 pagesPowder Metallurgy Is The Process of Blending Fine Powdered MaterialsLalit RanaNo ratings yet
- Powder Metallurgy: Chapter # 7Document53 pagesPowder Metallurgy: Chapter # 7Hannan yusuf Khan100% (1)
- Chapter 4Document39 pagesChapter 4Ervenjee BascoNo ratings yet
- Powder MetallurgyDocument27 pagesPowder Metallurgy20BME011 HARSHIT GUPTANo ratings yet
- Casting N Moulding Lab ReportDocument3 pagesCasting N Moulding Lab ReportGalibNo ratings yet
- Powder MetallurgyDocument5 pagesPowder Metallurgyমুকসেতিন আল রাজী রিফাতNo ratings yet
- Powder Metallurgy Full Notes SwathiDocument101 pagesPowder Metallurgy Full Notes SwathiSwathiNo ratings yet
- Powder MetallurgyDocument48 pagesPowder MetallurgyJinshah B. SNo ratings yet
- Ceramic Materials Unit 5,6Document32 pagesCeramic Materials Unit 5,6Akhil BaaNo ratings yet
- 15MEC231 Powder+Metallurgy R1Document70 pages15MEC231 Powder+Metallurgy R1kirutigaNo ratings yet
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocument11 pagesPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNo ratings yet
- 8 Module 8 Powder Metallurgy (20231031191430)Document18 pages8 Module 8 Powder Metallurgy (20231031191430)Belle MateoNo ratings yet
- PNC4 - Powder MetallurgyDocument5 pagesPNC4 - Powder MetallurgyAlpNo ratings yet
- Powder Metallurgy Report SummaryDocument47 pagesPowder Metallurgy Report SummaryG. Dancer GhNo ratings yet
- ME8352-Manufacturing Technology - I (MT-I) With QBDocument91 pagesME8352-Manufacturing Technology - I (MT-I) With QBMohana KrishnanNo ratings yet
- MECH202 - 2022-23 FALL - L04 - Powder MetallurgyDocument46 pagesMECH202 - 2022-23 FALL - L04 - Powder MetallurgyMeriç DinçbilekNo ratings yet
- Powder MetallurgyDocument44 pagesPowder MetallurgyjrvinodNo ratings yet
- The Fabrication of Materials: Materials TechnologyFrom EverandThe Fabrication of Materials: Materials TechnologyRating: 5 out of 5 stars5/5 (1)
- Functional Fillers for PlasticsFrom EverandFunctional Fillers for PlasticsMarino XanthosNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Topic 6Document45 pagesTopic 6tilki2007No ratings yet
- Topic 7Document52 pagesTopic 7tilki2007No ratings yet
- Topic 5Document25 pagesTopic 5tilki2007No ratings yet
- Topic 4Document44 pagesTopic 4tilki2007No ratings yet
- Topic 3Document74 pagesTopic 3tilki2007No ratings yet
- Topic 1Document47 pagesTopic 1tilki2007No ratings yet
- Topic 2Document42 pagesTopic 2tilki2007No ratings yet
- CH 04Document34 pagesCH 04subodhcebNo ratings yet
- ch2 AtomicDocument137 pagesch2 Atomictilki2007No ratings yet
- Digital Imaging Systems For Plain RadiographyDocument16 pagesDigital Imaging Systems For Plain RadiographySamsudeen Mohamed NuskyNo ratings yet
- Photo DetectorsDocument15 pagesPhoto DetectorsAditya KumarNo ratings yet
- Science Quarter 2 Module 3Document3 pagesScience Quarter 2 Module 3Christian AlbosNo ratings yet
- UV-Vis Absorption Spectroscopy ComponentsDocument2 pagesUV-Vis Absorption Spectroscopy ComponentsBalqis yasinNo ratings yet
- Radiation Protection Bushong Study GuideDocument6 pagesRadiation Protection Bushong Study GuideNanda Didana100% (1)
- Nonlinear Optics (NLO) ApplicationsDocument3 pagesNonlinear Optics (NLO) ApplicationsSaranya SNo ratings yet
- Ev Ni Luvpv: Gvmy' Ivbv KVRX Av Bvqvi NV MBDocument116 pagesEv Ni Luvpv: Gvmy' Ivbv KVRX Av Bvqvi NV MBthjeshanNo ratings yet
- PHY4003 Modern Optics (Class 21) : Joon I. Jang Department of Physics, Sogang University Spring Semester 2022Document22 pagesPHY4003 Modern Optics (Class 21) : Joon I. Jang Department of Physics, Sogang University Spring Semester 2022김지수No ratings yet
- Natural Gamma Ray ToolDocument2 pagesNatural Gamma Ray ToolMuhammad RivaiNo ratings yet
- Summary of Scattering at An InterfaceDocument1 pageSummary of Scattering at An InterfaceAntriksha VishwakarmaNo ratings yet
- 02 Medical-Imaging-X-Ray-Waleed-Altalabi PDFDocument55 pages02 Medical-Imaging-X-Ray-Waleed-Altalabi PDFمحمدعبدالخالق العلوانيNo ratings yet
- Kinetic Theory of GassesDocument8 pagesKinetic Theory of GassesAziz Khan SultanNo ratings yet
- 11-Dual Nature Radin MatterDocument12 pages11-Dual Nature Radin MatterNarayan BhatNo ratings yet
- Analytical TechniquesDocument31 pagesAnalytical Techniquesapi-26041653No ratings yet
- EM Spectrum Physics Answer KeyDocument4 pagesEM Spectrum Physics Answer KeyanashechirenjeNo ratings yet
- Finding The Refractive Index of Water and OilDocument15 pagesFinding The Refractive Index of Water and Oilpaceoflearning73825No ratings yet
- 9 Chap 11 PhysicsDocument5 pages9 Chap 11 PhysicsshirazNo ratings yet
- Declaration of Dr. Magda Havas, Ph. DDocument68 pagesDeclaration of Dr. Magda Havas, Ph. DSarah Smile100% (1)
- CLEO 2019 Advance Programme - FinalDocument276 pagesCLEO 2019 Advance Programme - FinalSFTB SoundsFromTheBirdsNo ratings yet
- Remote Sensing SciOlyDocument8 pagesRemote Sensing SciOlyDevakh Rashie (Dev)No ratings yet
- Science q2 w3Document16 pagesScience q2 w3Pauline ZholeykaNo ratings yet
- PHS 102Document11 pagesPHS 102Nafiu YunusaNo ratings yet
- IR and UV SpectroDocument69 pagesIR and UV SpectroSk KumarNo ratings yet
- The Science of SuccessDocument26 pagesThe Science of SuccessJaseela NaufalNo ratings yet
- Knovel Ebook ListeDocument67 pagesKnovel Ebook Listehiyeon0% (1)
- Heat Energy WorksheetDocument7 pagesHeat Energy WorksheetSawyerNo ratings yet
- Performance Task 1: Schools Division Office - Malabon City Tinajeros National High SchoolDocument2 pagesPerformance Task 1: Schools Division Office - Malabon City Tinajeros National High SchoolMaryrose VillanuevaNo ratings yet
- Control of Fano Resonances and Slow Light Using Bose-Einstein Condensates in A NanocavityDocument10 pagesControl of Fano Resonances and Slow Light Using Bose-Einstein Condensates in A NanocavityaftabNo ratings yet
- Remote Sensing, GIS and Land Use Planning GuideDocument124 pagesRemote Sensing, GIS and Land Use Planning Guidefranz kafkaNo ratings yet