You might also like
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
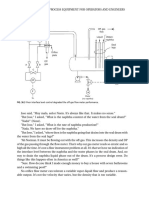
- 02.understanding Process Equipment For Operators & Engineers-64Document5 pages02.understanding Process Equipment For Operators & Engineers-64Aatish ChandrawarNo ratings yet
- 02.understanding Process Equipment For Operators & Engineers-53Document5 pages02.understanding Process Equipment For Operators & Engineers-53Aatish ChandrawarNo ratings yet
- Lewis 2011Document8 pagesLewis 2011Mahfoud AMMOURNo ratings yet
- Piping Hydrostatic Testing (Overview)Document5 pagesPiping Hydrostatic Testing (Overview)ricosanojuanNo ratings yet
- Design and Development of A Water-Flooded Screw Compressor PackagDocument13 pagesDesign and Development of A Water-Flooded Screw Compressor PackagFrancis LinNo ratings yet
- Diagnosing Instabilities in Distillation Column OverheadDocument4 pagesDiagnosing Instabilities in Distillation Column OverheadRafaelNo ratings yet
- CEcover904 p2Document4 pagesCEcover904 p2Antonio MezzopreteNo ratings yet
- Graham - Lessons From The Field - Ejector SystemDocument5 pagesGraham - Lessons From The Field - Ejector SystemAnonymous DJrec2No ratings yet
- Distgroupnewstwo PDFDocument10 pagesDistgroupnewstwo PDFIbrahimNo ratings yet
- PVC - Explosion Caused by Flashing Liquid in A Process VesselDocument8 pagesPVC - Explosion Caused by Flashing Liquid in A Process Vesselwiboonwi100% (1)
- The Accident in Bhopal: Observations 20 Years LaterDocument58 pagesThe Accident in Bhopal: Observations 20 Years LaterntpckanihaNo ratings yet
- Cyclic Stean Injection Operations Guadalu Pe Field, CaliforniaDocument5 pagesCyclic Stean Injection Operations Guadalu Pe Field, CaliforniaZain Reswara Wijaya PutraNo ratings yet
- Hyd 240Document43 pagesHyd 240CorneNo ratings yet
- 02.understanding Process Equipment For Operators & Engineers-3Document5 pages02.understanding Process Equipment For Operators & Engineers-3Aatish ChandrawarNo ratings yet
- Multi-Unit Shutdown Due To Boiler Feedwater Chemical ExcursionDocument22 pagesMulti-Unit Shutdown Due To Boiler Feedwater Chemical ExcursionPatrick ramotlopiNo ratings yet
- Ethylene Decomposition Relief Sizing High Pressure Polyethylene IndustryDocument11 pagesEthylene Decomposition Relief Sizing High Pressure Polyethylene Industryoscarxsmith01No ratings yet
- Problems in Measuring Process Variables: PressuresDocument5 pagesProblems in Measuring Process Variables: PressuresrahulNo ratings yet
- Case Histories of Pump Explosions While Running Isolated (Giles Lodal 2001)Document5 pagesCase Histories of Pump Explosions While Running Isolated (Giles Lodal 2001)rachitNo ratings yet
- Imperial Chemical Industries Safety Newsletter Covers Testing Trips and Detecting Gas LeaksDocument6 pagesImperial Chemical Industries Safety Newsletter Covers Testing Trips and Detecting Gas LeaksИванов ИванNo ratings yet
- Troubleshooting Boiler OperationDocument5 pagesTroubleshooting Boiler OperationRahul ChandrawarNo ratings yet
- Troubleshooting Distillation ColumnsDocument6 pagesTroubleshooting Distillation ColumnsRahul ChandrawarNo ratings yet
- Hyd 201Document48 pagesHyd 201sandeep shuklaNo ratings yet
- FCC Troubleshooting Stories-By-Michael EdwardsDocument6 pagesFCC Troubleshooting Stories-By-Michael EdwardsAdrie VisserNo ratings yet
- What Went Wrong: TopicDocument35 pagesWhat Went Wrong: Topickara_25No ratings yet
- ChloridesDocument20 pagesChloridesSara cravenNo ratings yet
- Knowledge Management Series-Low Vacuum in Steam Turbine PDFDocument4 pagesKnowledge Management Series-Low Vacuum in Steam Turbine PDFMadhusudhan Pasumarty100% (1)
- Simulation of Rapid Depressurization and PDFDocument13 pagesSimulation of Rapid Depressurization and PDFhoangvubui4632100% (1)
- Commissioning Gas Turbine CompressorDocument13 pagesCommissioning Gas Turbine CompressorLenaldy Nuari Garnoko0% (2)
- Relief Plan TemplateDocument26 pagesRelief Plan TemplateAnonymous U5t9NYzhLWNo ratings yet
- Cracking of Alloy 800H Reformer RiserDocument14 pagesCracking of Alloy 800H Reformer RiserTiah Nam Kuan100% (1)
- Tutorial 1a:: CHG 501: Process Dynamics and ControlDocument14 pagesTutorial 1a:: CHG 501: Process Dynamics and ControlAanu OlumuyiwaNo ratings yet
- Laminations Led To IncidentDocument3 pagesLaminations Led To IncidentAhmad KadafiNo ratings yet
- Formosa PVC ExplosionDocument11 pagesFormosa PVC ExplosionNatasha OliviaNo ratings yet
- Spe 2172 PaDocument13 pagesSpe 2172 PaVictor Villón100% (1)
- Lessons From The Field: Vacuum System Performance Surveys: Issue 5Document4 pagesLessons From The Field: Vacuum System Performance Surveys: Issue 5siva kumarNo ratings yet
- Burst and Pressure - Full ReportDocument18 pagesBurst and Pressure - Full ReportEspion BenNo ratings yet
- Design and Operation of Emergency Chlorine Absorption SystemsDocument18 pagesDesign and Operation of Emergency Chlorine Absorption Systemsahmed aliNo ratings yet
- Design Guidelines For Safety in Piping NetworkDocument15 pagesDesign Guidelines For Safety in Piping NetworkrvnesariNo ratings yet
- Troubleshooting and Rectification of A C3 Splitter TowerDocument25 pagesTroubleshooting and Rectification of A C3 Splitter TowerparykoochakNo ratings yet
- YB Lucky Cement Limited: Work InstructionDocument9 pagesYB Lucky Cement Limited: Work Instructionshani5573No ratings yet
- Kexin ManualDocument9 pagesKexin ManualShehriyar MajeedNo ratings yet
- Hyper LP Instruction ManualDocument7 pagesHyper LP Instruction ManualTom AlexNo ratings yet
- Fire Leak FinalDocument46 pagesFire Leak FinalRemington ManalotoNo ratings yet
- Three Mile Island AccidentDocument18 pagesThree Mile Island Accidentsoha89No ratings yet
- Boiler CleaningDocument11 pagesBoiler CleaningRavi ShankarNo ratings yet
- 01-HAZOP Worksheet Formaldehyde - (Corrosion)Document8 pages01-HAZOP Worksheet Formaldehyde - (Corrosion)Muhammad Zarif Amir100% (1)
- Steam From Cavitation PDFDocument4 pagesSteam From Cavitation PDFNiculae George RazvanNo ratings yet
- DGA Sampling Article TJH2BDocument22 pagesDGA Sampling Article TJH2BRichard SyNo ratings yet
- Learning For Oil and Gas PlantDocument93 pagesLearning For Oil and Gas Plantlucky yadavNo ratings yet
- BPTexasCityRefineryDisasterReport PDFDocument10 pagesBPTexasCityRefineryDisasterReport PDFhotdenNo ratings yet
- SPE 63079 Well Testing With A Permanent Monitoring SystemDocument9 pagesSPE 63079 Well Testing With A Permanent Monitoring SystemyeralhNo ratings yet
- Distillation Honors Session - Paper 101e: Enhanced V-Grid Trays Increase Column PerformanceDocument20 pagesDistillation Honors Session - Paper 101e: Enhanced V-Grid Trays Increase Column PerformanceIan MannNo ratings yet
- CFBC Refractory Dryout Along With Atmospheric Boilout FinalDocument7 pagesCFBC Refractory Dryout Along With Atmospheric Boilout FinalpurvgargNo ratings yet
- Condenser LimitationsDocument14 pagesCondenser LimitationsMaite Roque CastroNo ratings yet
- Occupational Safety Sample AssignmentDocument17 pagesOccupational Safety Sample AssignmentAli AskarNo ratings yet
- Overpressure Scenarios Overview - FinalDocument52 pagesOverpressure Scenarios Overview - FinalRajiv Natkar100% (4)
- SPE 124409 Formation and Removal of Hydrates Inside Wellhead ConnectorsDocument15 pagesSPE 124409 Formation and Removal of Hydrates Inside Wellhead ConnectorsEnriCruzNo ratings yet
- IAMI Revision Answers AuxiliaryDocument19 pagesIAMI Revision Answers AuxiliaryStewart LongNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-11Document2 pages01.hazards of Trapped Pressure & Vacuum-11rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-4Document2 pages01.hazards of Trapped Pressure & Vacuum-4rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-37Document2 pages01.hazards of Trapped Pressure & Vacuum-37rahulNo ratings yet
- Hazards of Trapped Pressure and Vacuum SystemsDocument2 pagesHazards of Trapped Pressure and Vacuum SystemsrahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-41Document2 pages01.hazards of Trapped Pressure & Vacuum-41rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-35Document2 pages01.hazards of Trapped Pressure & Vacuum-35rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-40Document2 pages01.hazards of Trapped Pressure & Vacuum-40rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-24Document2 pages01.hazards of Trapped Pressure & Vacuum-24rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-43Document2 pages01.hazards of Trapped Pressure & Vacuum-43rahulNo ratings yet
- Hazards of trapped pressure and vacuum releasesDocument2 pagesHazards of trapped pressure and vacuum releasesrahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-26Document2 pages01.hazards of Trapped Pressure & Vacuum-26rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-45Document2 pages01.hazards of Trapped Pressure & Vacuum-45rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-34Document2 pages01.hazards of Trapped Pressure & Vacuum-34rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-18Document2 pages01.hazards of Trapped Pressure & Vacuum-18rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-25Document2 pages01.hazards of Trapped Pressure & Vacuum-25rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-42Document2 pages01.hazards of Trapped Pressure & Vacuum-42rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-8Document2 pages01.hazards of Trapped Pressure & Vacuum-8rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-32Document2 pages01.hazards of Trapped Pressure & Vacuum-32rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-29Document2 pages01.hazards of Trapped Pressure & Vacuum-29rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-9Document2 pages01.hazards of Trapped Pressure & Vacuum-9rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-22Document2 pages01.hazards of Trapped Pressure & Vacuum-22rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-28Document2 pages01.hazards of Trapped Pressure & Vacuum-28rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-16Document2 pages01.hazards of Trapped Pressure & Vacuum-16rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-17Document2 pages01.hazards of Trapped Pressure & Vacuum-17rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-15Document2 pages01.hazards of Trapped Pressure & Vacuum-15rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-14Document2 pages01.hazards of Trapped Pressure & Vacuum-14rahulNo ratings yet
- Hazards of trapped pressure and vacuum accidentsDocument2 pagesHazards of trapped pressure and vacuum accidentsrahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-48Document2 pages01.hazards of Trapped Pressure & Vacuum-48rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-31Document2 pages01.hazards of Trapped Pressure & Vacuum-31rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-13Document2 pages01.hazards of Trapped Pressure & Vacuum-13rahulNo ratings yet
- Polar Bonds and Molecular ShapeDocument2 pagesPolar Bonds and Molecular ShapeRUZCHEMISTRYNo ratings yet
- Part - A (Physics) : Jee Main 2019 - 8 April - Morning Shift MathongoDocument39 pagesPart - A (Physics) : Jee Main 2019 - 8 April - Morning Shift MathongoAparaNo ratings yet
- Transport Mecha Wps Office 1Document17 pagesTransport Mecha Wps Office 1Gelu SyNo ratings yet
- 2021 06 22 PVC Briefing FINALDocument33 pages2021 06 22 PVC Briefing FINALPierluigi GhioneNo ratings yet
- Food Analysis-4Document33 pagesFood Analysis-4MD. Humayun KobirNo ratings yet
- Corrosion in the Petroleum IndustryDocument12 pagesCorrosion in the Petroleum IndustryAnurag Borah0% (1)
- EKALAND & VULTAC Range For: Rubber ApplicationDocument1 pageEKALAND & VULTAC Range For: Rubber Applicationjuliushasan2No ratings yet
- Periodic Table AssignmentDocument1 pagePeriodic Table AssignmentaminahsNo ratings yet
- IndicativeList (MEPC 269 (68) ) MZ PDFDocument3 pagesIndicativeList (MEPC 269 (68) ) MZ PDFJeremiah WongNo ratings yet
- Revised Te, Aiats, NRT Planner Oym Phase 1Document4 pagesRevised Te, Aiats, NRT Planner Oym Phase 1Riya MewaraNo ratings yet
- Tata Power SOPDocument284 pagesTata Power SOPAshok KumarNo ratings yet
- Physicochemical and Micromeritics Properties of Ketoprofen-Tartaric Acid Binary SystemDocument8 pagesPhysicochemical and Micromeritics Properties of Ketoprofen-Tartaric Acid Binary SystemAziza Anggi MaiyantiNo ratings yet
- Iso 4260 1987 FR en PDFDocument8 pagesIso 4260 1987 FR en PDFWilliam Orellana CarballoNo ratings yet
- Adjustable Edge Banding Slot GunDocument2 pagesAdjustable Edge Banding Slot GunNordson Adhesive Dispensing SystemsNo ratings yet
- 2023 01 Gasket-HandbookDocument216 pages2023 01 Gasket-Handbookrbnotosagoro100% (1)
- ASTM D4006 - 16e1Document11 pagesASTM D4006 - 16e1Angel MurilloNo ratings yet
- IA Guide For StudentsDocument4 pagesIA Guide For StudentsdeaNo ratings yet
- 10 TH Grade 1st Final Exam ChemistryDocument7 pages10 TH Grade 1st Final Exam ChemistryZulaika ShamshievaNo ratings yet
- B388Document6 pagesB388rohit kumar100% (1)
- RP 08 - Measuring EMF of An Electrochemical CellDocument4 pagesRP 08 - Measuring EMF of An Electrochemical CellASLAM HANIEFNo ratings yet
- Home Care Formulations:: Low and High Foaming Solutions For Home CareDocument7 pagesHome Care Formulations:: Low and High Foaming Solutions For Home CareShingi MameNo ratings yet
- PPU NotesDocument38 pagesPPU Noteswadhwachirag524No ratings yet
- Vdoc - Pub Understanding NanomaterialsDocument316 pagesVdoc - Pub Understanding NanomaterialsIvanNo ratings yet
- Introduction To The Thermodynamics of Materials: Solutions Manual To AccompanyDocument20 pagesIntroduction To The Thermodynamics of Materials: Solutions Manual To AccompanyPrajjwal ChandNo ratings yet
- Astm D 2276 Ip 216Document10 pagesAstm D 2276 Ip 216NILTON BERNAL100% (1)
- Total protein FS test analysisDocument2 pagesTotal protein FS test analysislabor baiturrahimNo ratings yet
- Aubf Module 3 Laboratory Assignment - Macabanding - PrincessDocument5 pagesAubf Module 3 Laboratory Assignment - Macabanding - PrincessNailah MacabandingNo ratings yet
- Chapter 1 Biochem (Carbo)Document30 pagesChapter 1 Biochem (Carbo)harminder singhNo ratings yet
- Cinchona Alkaloids—Derivatives and ApplicationsDocument117 pagesCinchona Alkaloids—Derivatives and ApplicationsShar KhanNo ratings yet
- Emulsion and Solvent Cleaners: Cleaning BasicsDocument1 pageEmulsion and Solvent Cleaners: Cleaning BasicsSimonca DomitianNo ratings yet