You might also like
- ASV PT30 Parts ManualDocument23 pagesASV PT30 Parts ManualTrevorNo ratings yet
- Caterpillar Machines: Spare Parts Catalogs / Repair Manuals / Operation InstructionsDocument22 pagesCaterpillar Machines: Spare Parts Catalogs / Repair Manuals / Operation InstructionsFlo Marine100% (1)
- Hydril PDFDocument5 pagesHydril PDFAyoub PoloNo ratings yet
- Manual de Partes MD6540 LomasDocument786 pagesManual de Partes MD6540 LomasFilo100% (1)
- Buffy RPG - The Dragon and The Phoenix - 4 Identity CrisisDocument26 pagesBuffy RPG - The Dragon and The Phoenix - 4 Identity CrisisTimothy BrannanNo ratings yet
- RICEFW Explained - Customization and Changes in SAPDocument20 pagesRICEFW Explained - Customization and Changes in SAPRoshan AhireNo ratings yet
- 1AL 485 - G1 TG2 TAG3 EngineDocument30 pages1AL 485 - G1 TG2 TAG3 Engineajay67% (3)
- Man TurbochargerDocument46 pagesMan TurbochargerPeter NomikosNo ratings yet
- Maintenance Manual: FAX: 816-472-1999 PHONE: 816-472-8999 TOLL FREE: 1-800-235-2829 E-MailDocument303 pagesMaintenance Manual: FAX: 816-472-1999 PHONE: 816-472-8999 TOLL FREE: 1-800-235-2829 E-MailferneyNo ratings yet
- Al 485 - g1 Tg2 Tag3 Tag4 EngineDocument32 pagesAl 485 - g1 Tg2 Tag3 Tag4 Enginerahul mehta100% (1)
- RS-13 5-8-5m Annular BOP Operaion ManualDocument6 pagesRS-13 5-8-5m Annular BOP Operaion ManualAlexsandro Cordeiro100% (2)
- Joern Andersen - MAN B&W2Document29 pagesJoern Andersen - MAN B&W2Flo MarineNo ratings yet
- Wingd Low Speed Engines Booklet 2017Document39 pagesWingd Low Speed Engines Booklet 2017mohd badri bahari100% (1)
- Sample FET To ISO 15848-1 PDFDocument4 pagesSample FET To ISO 15848-1 PDFVivi Oktavianti100% (1)
- 516 616 L28 32H Cooling Water SystemDocument13 pages516 616 L28 32H Cooling Water SystemFlo MarineNo ratings yet
- 514 614 L28 32H Fuel Oil SystemDocument30 pages514 614 L28 32H Fuel Oil SystemFlo MarineNo ratings yet
- 513 613 L28 32H Compressed Air SystemDocument9 pages513 613 L28 32H Compressed Air SystemFlo MarineNo ratings yet
- Parts Book Drill Machine CAT MD6290Document583 pagesParts Book Drill Machine CAT MD6290Shaleh Seferagic100% (1)
- Idoc - Pub Axial DistributorDocument1 pageIdoc - Pub Axial DistributorFlo MarineNo ratings yet
- 10418AE0026-30 - Rev - 0 Rev CCDocument43 pages10418AE0026-30 - Rev - 0 Rev CCcecilNo ratings yet
- Kitchen Tools & EquipmentDocument40 pagesKitchen Tools & EquipmentLymenson BoongalingNo ratings yet
- cobas8000-DataManager - Host Interface Manual10205 PDFDocument286 pagescobas8000-DataManager - Host Interface Manual10205 PDF박수희No ratings yet
- TCR22-2 Operating Manual - SkutevikenDocument266 pagesTCR22-2 Operating Manual - SkutevikenFlo Marine100% (2)
- Europower Ep4000Document23 pagesEuropower Ep4000THIAGO MATOSNo ratings yet
- MTT20 CAT777G-Appendix-4 PDFDocument59 pagesMTT20 CAT777G-Appendix-4 PDFJose Manuel Carcamo SaezNo ratings yet
- 515 615 L28 32H Lubrication Oil SystemDocument21 pages515 615 L28 32H Lubrication Oil SystemFlo MarineNo ratings yet
- Parts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 030235-0Document19 pagesParts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 030235-0Chris HendonNo ratings yet
- Acceptance-Cum-Release Note Date: 14.09.2017 Contract CodeDocument2 pagesAcceptance-Cum-Release Note Date: 14.09.2017 Contract CodeAnakar SatpathyNo ratings yet
- Part List Complete 777 DDocument17 pagesPart List Complete 777 DYusuffNo ratings yet
- Index EstabilizadorDocument12 pagesIndex EstabilizadorRioja Chanchari PolNo ratings yet
- Lycoming PartsDocument140 pagesLycoming PartsRaul DeonarainNo ratings yet
- Blackmer V-Belt Drive - Style VB Pump Models: Lgld2E, Crl2, Sgld2Document2 pagesBlackmer V-Belt Drive - Style VB Pump Models: Lgld2E, Crl2, Sgld2RAUL ARMANDO PALOMO CAMPOSNo ratings yet
- Planilha Equipamentos para Fechamento - OutubroDocument4 pagesPlanilha Equipamentos para Fechamento - OutubroGustavo MouraNo ratings yet
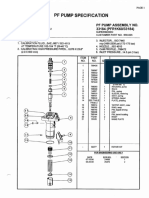
- PF Pump Specification: Stanadyne"Document2 pagesPF Pump Specification: Stanadyne"Eduardo David Castillo QuijandriaNo ratings yet
- Bench Test Procedure For A R2900G and R3000H Load Haul Dump TransmissionDocument18 pagesBench Test Procedure For A R2900G and R3000H Load Haul Dump TransmissionNELSON ASENJONo ratings yet
- IndexDocument19 pagesIndexVishal Kanase(KCPL)No ratings yet
- YAMADA NDP-80BPT Bill of MaterialDocument3 pagesYAMADA NDP-80BPT Bill of MaterialBrian AnguloNo ratings yet
- 250 KW Soalr SparesDocument1 page250 KW Soalr SparesRAJENDRA PRASADNo ratings yet
- WRBP DLDocument1 pageWRBP DLherbster28No ratings yet
- Bombas de Grasa Camiones Caterpillar.Document15 pagesBombas de Grasa Camiones Caterpillar.Francisco FerrerNo ratings yet
- SelektDocument32 pagesSelektThisnshNo ratings yet
- Electric Machine js200Document3 pagesElectric Machine js200Manuel felipe PalmaNo ratings yet
- 1.2020-030-Valve and Fittings TracDocument1 page1.2020-030-Valve and Fittings TracvinuNo ratings yet
- Service Manual: Professional 750-Watt Stereo Power Amplifier With ATR (Accelerated Transient Response)Document12 pagesService Manual: Professional 750-Watt Stereo Power Amplifier With ATR (Accelerated Transient Response)John GemmellNo ratings yet
- Ingersoll Rand 2130 Series Air Impact Wrench Product Information PDFDocument60 pagesIngersoll Rand 2130 Series Air Impact Wrench Product Information PDFGer DclNo ratings yet
- Diamond Pressure Washer Parts ManualDocument9 pagesDiamond Pressure Washer Parts ManualgeorgeNo ratings yet
- Technical Manual: At-Pac Tube & ClampDocument12 pagesTechnical Manual: At-Pac Tube & ClampKen SuNo ratings yet
- Ime43940m GP1650 DDocument39 pagesIme43940m GP1650 DnimsNo ratings yet
- Spare Parts Lists for Generators and MachineryDocument106 pagesSpare Parts Lists for Generators and Machinerymahbubur rahmanNo ratings yet
- Flexible Type Sis or Xhhw-2: 90°C Wet or Dry, 600 Volts. Flexible Stranded Tinned Copper Conductor. XLPE InsulationDocument2 pagesFlexible Type Sis or Xhhw-2: 90°C Wet or Dry, 600 Volts. Flexible Stranded Tinned Copper Conductor. XLPE InsulationEduardo CarrilloNo ratings yet
- EM7054T-I: Product Information PacketDocument11 pagesEM7054T-I: Product Information PacketCikalong YardNo ratings yet
- $1330PZT-9141C/I04-A : Construction Check SheetDocument3 pages$1330PZT-9141C/I04-A : Construction Check SheetAnonymous W939WdINo ratings yet
- PI IK525、IK545Document32 pagesPI IK525、IK545beh XulNo ratings yet
- Homelite Chain Saw Parts Manual For LX30 Bandit Chain Saw UT 10705 E PDFDocument10 pagesHomelite Chain Saw Parts Manual For LX30 Bandit Chain Saw UT 10705 E PDFPanos RousetisNo ratings yet
- 7.14 CP14571 Blower PackageDocument29 pages7.14 CP14571 Blower PackageIsaias de la CruzNo ratings yet
- PMS-111-130-1Document1 pagePMS-111-130-1HaitNo ratings yet
- ZDFRPM21254C: Product Information PacketDocument14 pagesZDFRPM21254C: Product Information PacketJhon Steven EscobarNo ratings yet
- TRB Service Manual PDFDocument8 pagesTRB Service Manual PDFKa Luthieria100% (1)
- Product Information Packet: Model No: 160LTFC6538 Catalog No: R337A 20,1800, TEFC, 160L, 3/60/230/460 TefcDocument7 pagesProduct Information Packet: Model No: 160LTFC6538 Catalog No: R337A 20,1800, TEFC, 160L, 3/60/230/460 TefcGATZOL Olga Lidia Garcia AnotaNo ratings yet
- Data Motor Induksi Kerja PraktekDocument13 pagesData Motor Induksi Kerja PraktekChandro MarcelinusNo ratings yet
- West African Gas Pipeline SpecificationDocument4 pagesWest African Gas Pipeline Specificationtope odumboniNo ratings yet
- Instructions For The Safe Use of P-Quip Liner Retention Systems - Pt. No. 80000111 Revision Date August 9, 2006Document7 pagesInstructions For The Safe Use of P-Quip Liner Retention Systems - Pt. No. 80000111 Revision Date August 9, 2006Heri VillaNo ratings yet
- 98-05110 r1 FP Rogator 854 InstallDocument18 pages98-05110 r1 FP Rogator 854 InstallJulio CRNo ratings yet
- VP3455DDocument11 pagesVP3455DSteni MoaiNo ratings yet
- 2023 10.75 TST-2 Service PackerDocument15 pages2023 10.75 TST-2 Service PackerDhenny FarialNo ratings yet
- Advanced Full Text Search - REHS5095 - Field Procedure To Install The Power Stairway On The 793F Off-Highway Truck (1408, 7253, 7254, 7960)Document20 pagesAdvanced Full Text Search - REHS5095 - Field Procedure To Install The Power Stairway On The 793F Off-Highway Truck (1408, 7253, 7254, 7960)Percy Herrera ZeballosNo ratings yet
- v0.4.3d BOMDocument1 pagev0.4.3d BOMCat CatNo ratings yet
- 15-ScanJet SC 15TW Instruction ManualDocument43 pages15-ScanJet SC 15TW Instruction Manualogurmehmetali07No ratings yet
- Ro007594 - Installation of Parts For Stock Machine 432ZXDocument2 pagesRo007594 - Installation of Parts For Stock Machine 432ZXDean mark rey luzonNo ratings yet
- Product Information: Air Impact WrenchDocument56 pagesProduct Information: Air Impact WrenchApoorva Vikram SinghNo ratings yet
- Note!: Spare Parts SheetDocument3 pagesNote!: Spare Parts SheetMansiafai Oswald Franck KoffiNo ratings yet
- Circuito Neutral y Enfriador de AceiteDocument2 pagesCircuito Neutral y Enfriador de AceiteManuel felipe PalmaNo ratings yet
- WEDA 30 - 40 S/N PDE065096 - PDE123934: Spare Part List: Portable Drainage PumpDocument54 pagesWEDA 30 - 40 S/N PDE065096 - PDE123934: Spare Part List: Portable Drainage PumpNuno PaivaNo ratings yet
- Seaonics - Tender Platform - 100769-17193-A-MMA-001Document19 pagesSeaonics - Tender Platform - 100769-17193-A-MMA-001Flo MarineNo ratings yet
- Dragsted History Booklet 2013 PDFDocument98 pagesDragsted History Booklet 2013 PDFFlogamagNo ratings yet
- Rta62u-B - 03Document66 pagesRta62u-B - 03Flo MarineNo ratings yet
- RTA62U-B - V5contDocument1 pageRTA62U-B - V5contFlo MarineNo ratings yet
- Seaonics - Tender Platform - 100769-17193-A-MMA-001Document19 pagesSeaonics - Tender Platform - 100769-17193-A-MMA-001Flo MarineNo ratings yet
- 2068 TI 908miller CodanDocument24 pages2068 TI 908miller CodanFlo MarineNo ratings yet
- ABB Turbocharging: VCM Valve Control Management - The Heart Rate ReactorDocument8 pagesABB Turbocharging: VCM Valve Control Management - The Heart Rate ReactorFlo MarineNo ratings yet
- List of Service Letters: MAN DieselDocument23 pagesList of Service Letters: MAN DieselFlo MarineNo ratings yet
- Caterpillar Cold Planer: Spare Parts Catalog, Repair Manual, Operation InstructionDocument1 pageCaterpillar Cold Planer: Spare Parts Catalog, Repair Manual, Operation Instructionacere18No ratings yet
- Marine Technical Library - HTTP://VK - Od.ua/marinelibrary: Volvo Penta DieselsDocument13 pagesMarine Technical Library - HTTP://VK - Od.ua/marinelibrary: Volvo Penta DieselsFlo MarineNo ratings yet
- Technical Matters June 2009Document12 pagesTechnical Matters June 2009Flo MarineNo ratings yet
- Yacht Speed Marine EngineDocument4 pagesYacht Speed Marine EngineFlo MarineNo ratings yet
- HKC Elect Ric Quart Er T Urn Act Uat or 'HQ' Series Inst Ruct Ion and Maint Enance ManualDocument32 pagesHKC Elect Ric Quart Er T Urn Act Uat or 'HQ' Series Inst Ruct Ion and Maint Enance ManualFlo MarineNo ratings yet
- E2842E - V12 Gas Engine For CHPDocument4 pagesE2842E - V12 Gas Engine For CHPFlo MarineNo ratings yet
- Safety Realief Valve ManualDocument14 pagesSafety Realief Valve ManualFlo MarineNo ratings yet
- Instruction Manual For 2way & 3way Cylinder Valve: Section TitleDocument10 pagesInstruction Manual For 2way & 3way Cylinder Valve: Section TitleFlo MarineNo ratings yet
- SL00 383Document4 pagesSL00 383Noui BouzidNo ratings yet
- Motor Actuator (PSL) - ManualDocument23 pagesMotor Actuator (PSL) - ManualFlo MarineNo ratings yet
- Epl Positioner ManualDocument6 pagesEpl Positioner ManualFlo MarineNo ratings yet
- Instruction Manual For Air ReservoirDocument52 pagesInstruction Manual For Air ReservoirFlo MarineNo ratings yet
- Graphics Hardware Terminology, Displays and ArchitectureDocument35 pagesGraphics Hardware Terminology, Displays and ArchitectureBinoNo ratings yet
- Env203Geo205 Map - ElementsDocument14 pagesEnv203Geo205 Map - ElementsFarhana SuptiNo ratings yet
- Literature StudyDocument7 pagesLiterature StudySilver ShadesNo ratings yet
- An Investigation Into The Effects of Unsteady Parameters On The Aerodynamics of A Low Reynolds Number Pitching AirfoilDocument15 pagesAn Investigation Into The Effects of Unsteady Parameters On The Aerodynamics of A Low Reynolds Number Pitching AirfoilMANNE SAHITHINo ratings yet
- The Metacentric Height EX3Document3 pagesThe Metacentric Height EX3Edrees JamalNo ratings yet
- Kole 2010Document12 pagesKole 2010Steven Mestres-JunqueNo ratings yet
- Kolej Matrikulasi Pulau Pinang Kementerian Pelajaran Malaysia 13200 Kepala BatasDocument9 pagesKolej Matrikulasi Pulau Pinang Kementerian Pelajaran Malaysia 13200 Kepala Bataskelisa157100% (2)
- Homework 1Document6 pagesHomework 1Lawrence Lim Ah KowNo ratings yet
- Guided Noteboo Kin GED10 2 (Mathe Matics in The Modern World)Document5 pagesGuided Noteboo Kin GED10 2 (Mathe Matics in The Modern World)Aaronie DeguNo ratings yet
- Build Pulse Oximeter InstructionsDocument3 pagesBuild Pulse Oximeter InstructionsPrabhuDevNo ratings yet
- Section 08500 - Windows: Whole Building Design Guide Federal Green Construction Guide For SpecifiersDocument7 pagesSection 08500 - Windows: Whole Building Design Guide Federal Green Construction Guide For SpecifiersAnonymous NMytbMiDNo ratings yet
- Analog ElectronicsDocument90 pagesAnalog ElectronicsBikashDeyNo ratings yet
- Mixture Models: Sargur Srihari Srihari@cedar - Buffalo.eduDocument7 pagesMixture Models: Sargur Srihari Srihari@cedar - Buffalo.eduasdfasdffdsaNo ratings yet
- Epimastic 7200: Product DescriptionDocument2 pagesEpimastic 7200: Product DescriptionSu KaNo ratings yet
- HypertensionDocument26 pagesHypertensionAbdalrhman Zaqqa100% (1)
- Psv5 FHD 215naDocument1 pagePsv5 FHD 215naVijay BhureNo ratings yet
- Pakistan'S Economy & The Role of Imf & World Bank On ITDocument15 pagesPakistan'S Economy & The Role of Imf & World Bank On ITAsaad Imtiaz100% (1)
- Letter of RecommendationDocument2 pagesLetter of RecommendationnaveenNo ratings yet
- 20170322190836toms CaseDocument9 pages20170322190836toms CaseJay SadNo ratings yet
- Specialty Fibers: Select SheetDocument4 pagesSpecialty Fibers: Select SheetсергейNo ratings yet
- Remote Access Portal User GuideDocument3 pagesRemote Access Portal User GuidezeljavaNo ratings yet
- Parts List of Engine Assy Ofdz-00536Document1 pageParts List of Engine Assy Ofdz-00536CwsNo ratings yet
- UNI National Education Advances EnglishDocument6 pagesUNI National Education Advances EnglishJose BancesNo ratings yet
- Vsia Ip AssetsDocument56 pagesVsia Ip AssetsAbelGuilherminoNo ratings yet
- Sbi KukkatpallyDocument2 pagesSbi KukkatpallyRavi Babu KonkatiNo ratings yet
- Contractor base list in UsaDocument8 pagesContractor base list in Usamytech206No ratings yet