You might also like
- Aug. 22, 1988 Autoweek - The Death of Enzo FerrariDocument64 pagesAug. 22, 1988 Autoweek - The Death of Enzo FerrariAutoweekUSANo ratings yet
- Question Bank On Diesel Locomotives PDFDocument106 pagesQuestion Bank On Diesel Locomotives PDFajithkrak100% (1)
- Brake SystemDocument33 pagesBrake SystemriznknkNo ratings yet
- 1487153979637-JE-II Question Bank PDFDocument43 pages1487153979637-JE-II Question Bank PDFSk zalaluddin100% (2)
- HHP Locomotive's BogiesDocument47 pagesHHP Locomotive's BogiesSAI KRISHNAN LNo ratings yet
- Chapter 5 - Product SpecificationsDocument23 pagesChapter 5 - Product Specificationshisham_eyes100% (1)
- Hand Book On Bearing Maintenance PDFDocument182 pagesHand Book On Bearing Maintenance PDFRakesh JainwalNo ratings yet
- Dce 20% DKH To Tech-Iii (Electrical) 2015 Descriptive Type Questions and AnswersDocument29 pagesDce 20% DKH To Tech-Iii (Electrical) 2015 Descriptive Type Questions and AnswersmajjisatNo ratings yet
- LHB Coach Maintenance - 1Document61 pagesLHB Coach Maintenance - 1Dhanraj chavan100% (1)
- Operating Manual For Three Phase Locomotives WordDocument132 pagesOperating Manual For Three Phase Locomotives WordMercy ClaraNo ratings yet
- Must Change Item During ROH & POHDocument25 pagesMust Change Item During ROH & POHRakesh JainwalNo ratings yet
- Ceda-Nl-2015-01-27-Pianc Marcom WG 144Document150 pagesCeda-Nl-2015-01-27-Pianc Marcom WG 144Anonymous Gon7kIs100% (1)
- LHB April 20Document83 pagesLHB April 20nwdsumanfacebookcomNo ratings yet
- DFC Rolling Stock by J K JainDocument25 pagesDFC Rolling Stock by J K JainRakesh JainwalNo ratings yet
- HHP Locomotive Compartments and Parts Location: DTTC/GTLDocument233 pagesHHP Locomotive Compartments and Parts Location: DTTC/GTLarjunsai100% (1)
- AREMA MRE 2013 Volume 2 PDFDocument1,634 pagesAREMA MRE 2013 Volume 2 PDFCESAR DANIEL ALVARADO CALDERON0% (1)
- The McMillan Report - Gatwick AirportDocument70 pagesThe McMillan Report - Gatwick Airportclimateready.org.ukNo ratings yet
- Mechanical Department (Carriage & Wagon) WagonDocument14 pagesMechanical Department (Carriage & Wagon) WagonAkshay Kumar Dubey100% (1)
- LHB WorkDocument26 pagesLHB WorkŠäçhín KâmbléNo ratings yet
- Truck Hub Service StationDocument7 pagesTruck Hub Service StationJaneth Joy Riosa100% (1)
- SCH5000C&CL F&B 2006Document23 pagesSCH5000C&CL F&B 2006Washington HuallpaNo ratings yet
- Sap Apo TP &VSDocument447 pagesSap Apo TP &VSMukesh ChauhanNo ratings yet
- Merchant Shipping Crew Agreement RegulationsDocument6 pagesMerchant Shipping Crew Agreement RegulationsMuhammad AliNo ratings yet
- Jet Airways MRO MarketDocument16 pagesJet Airways MRO MarketRajat AgrawalNo ratings yet
- Ship RepairDocument5 pagesShip Repairycgoyal100% (1)
- Overhead Crane Girder Camber: Understanding Deflection and StrengthDocument3 pagesOverhead Crane Girder Camber: Understanding Deflection and StrengthErc Nunez VNo ratings yet
- SC - Refreser Book-16-10-2018Document83 pagesSC - Refreser Book-16-10-2018Rakesh Jainwal100% (1)
- Centre Buffer CouplerDocument51 pagesCentre Buffer Couplersaurabh kumar100% (1)
- Alco Tri-Mount Bogie DetailsDocument17 pagesAlco Tri-Mount Bogie DetailsbharathNo ratings yet
- Bogie Container Flat Wagon Type Blca & BLCBDocument5 pagesBogie Container Flat Wagon Type Blca & BLCBRaj ThakurNo ratings yet
- Wagon Details PDFDocument36 pagesWagon Details PDFpraveenthomasNo ratings yet
- BCNHL DoorsDocument12 pagesBCNHL DoorsRakesh JainwalNo ratings yet
- LVPH BPC ValidityDocument4 pagesLVPH BPC ValidityJeetendra Singh ChauhanNo ratings yet
- Air Suspension System IntroductionDocument4 pagesAir Suspension System IntroductionArijitNandiNo ratings yet
- Bheem: 5500 HP Freight LocomotiveDocument18 pagesBheem: 5500 HP Freight LocomotiveP. S. VENUGOPALNo ratings yet
- Bvzi (Design-C) Check SheetDocument13 pagesBvzi (Design-C) Check SheetManoj BairwaNo ratings yet
- LHB AIR BRAKE SYSTEM COURSE BOOK Rev 01Document92 pagesLHB AIR BRAKE SYSTEM COURSE BOOK Rev 01abhishekNo ratings yet
- Brake2 PDFDocument59 pagesBrake2 PDFPushpendra RawatNo ratings yet
- 1434531469746-Coach & Wagon Bogies PDFDocument156 pages1434531469746-Coach & Wagon Bogies PDFabhimanyutiwari12340% (2)
- Bogie Used in DEMU, Its MaintenanceDocument12 pagesBogie Used in DEMU, Its MaintenanceDevyanshu Kumar50% (2)
- On Vocational Training Loco WorkshopDocument21 pagesOn Vocational Training Loco WorkshopAnand ShekharNo ratings yet
- FIBA TestsDocument33 pagesFIBA TestsRishika RNo ratings yet
- Salient Features of LHB CoachesDocument3 pagesSalient Features of LHB CoachesVijay AnandNo ratings yet
- Dom Bobr Wagon PDFDocument42 pagesDom Bobr Wagon PDFShantanu DuttaNo ratings yet
- Bogie Mounted Brake CylinderDocument8 pagesBogie Mounted Brake CylinderSharad Kumar Agarwal100% (1)
- LHB Coach GuideDocument21 pagesLHB Coach Guide4179309100% (1)
- Loco TestDocument1 pageLoco TestSaptarshi PalNo ratings yet
- DSL ObjectiveDocument8 pagesDSL ObjectiveK John PeterNo ratings yet
- PM (Dr. S.N.Saxena)Document45 pagesPM (Dr. S.N.Saxena)Rk SkNo ratings yet
- Wag12 Handbook EnglishDocument22 pagesWag12 Handbook EnglishSATYANARAYANA BODDULANo ratings yet
- Maintenance Handbook for Pantograph AM-12Document46 pagesMaintenance Handbook for Pantograph AM-12Maddi vasuNo ratings yet
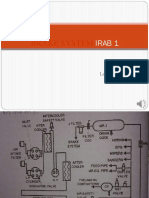
- IRAB Brake System FeaturesDocument15 pagesIRAB Brake System FeaturesSk IrshadNo ratings yet
- Diesel Module Examination Repeat Exam DashboardDocument29 pagesDiesel Module Examination Repeat Exam Dashboardae1329No ratings yet
- Presentation On LHB BOGIESDocument38 pagesPresentation On LHB BOGIESVijay AnandNo ratings yet
- Track BookDocument4 pagesTrack Bookarun13No ratings yet
- Sketches and Diagrams: Water Cooling System of Diesel LocoDocument9 pagesSketches and Diagrams: Water Cooling System of Diesel LocoAmit Ojha100% (2)
- Industrial training at Electrical Loco Shed, GhaziabadDocument34 pagesIndustrial training at Electrical Loco Shed, GhaziabadShubham GuptaNo ratings yet
- Lead and Trail SwitchDocument19 pagesLead and Trail SwitchP. S. VENUGOPALNo ratings yet
- GDR Check TimeDocument12 pagesGDR Check TimeMurali KrishnanNo ratings yet
- Air Brake System of LHBDocument86 pagesAir Brake System of LHBAbhishek patelNo ratings yet
- BPC Form For Coaching TrainsDocument2 pagesBPC Form For Coaching TrainsHakuna100% (1)
- Linke Hofmann Busch Coaches (LHB) : ADARSH (14113004) AJAY SINGHAL (14113007)Document15 pagesLinke Hofmann Busch Coaches (LHB) : ADARSH (14113004) AJAY SINGHAL (14113007)Deepak MahawarNo ratings yet
- Jli NotesDocument107 pagesJli NotesHanuma Reddy100% (1)
- Review of Maintenance Pattern of NMG CoachesDocument49 pagesReview of Maintenance Pattern of NMG Coachesarjunsai7No ratings yet
- 1483772168068-C&W STC SC Hand BookDocument472 pages1483772168068-C&W STC SC Hand BookMani YuviNo ratings yet
- Final-Draft Spec of AC-AC System For HHP LocosDocument101 pagesFinal-Draft Spec of AC-AC System For HHP LocosRahul KumarNo ratings yet
- RRB Jobs Question Bank Junior Electrical Engineer Electrical Trs PDFDocument58 pagesRRB Jobs Question Bank Junior Electrical Engineer Electrical Trs PDFvinod kumar barvarNo ratings yet
- Work Maintenance Instructions (WMI) To Upgrade BRN, BFNSM22.9, BRN22.9 Wagons To BRNM1, BFNSM1, BRN22.9M1 WagonsDocument101 pagesWork Maintenance Instructions (WMI) To Upgrade BRN, BFNSM22.9, BRN22.9 Wagons To BRNM1, BFNSM1, BRN22.9M1 WagonsAshlin AugustyNo ratings yet
- 3 Phase Loco Book PDFDocument103 pages3 Phase Loco Book PDFveemandalNo ratings yet
- Demu 1600 HP - ADocument77 pagesDemu 1600 HP - ASubrato NathNo ratings yet
- 1434622248884-DeMU C&W MaintenanceDocument50 pages1434622248884-DeMU C&W MaintenanceAnoop sharmaNo ratings yet
- EmuDocument18 pagesEmuKundan KumarNo ratings yet
- Guidelines For Resetting ACP and Attending Brake Binding in LHB CoachesDocument1 pageGuidelines For Resetting ACP and Attending Brake Binding in LHB CoachesShamsh Parvez ShaikhNo ratings yet
- BOBR Wagon DetailsDocument4 pagesBOBR Wagon DetailsZahoor AhmedNo ratings yet
- Industrial TrainingDocument54 pagesIndustrial TrainingTushar MeemrotNo ratings yet
- CombinedDocument41 pagesCombinedSaif MohdNo ratings yet
- ALA Rich FoodsDocument1 pageALA Rich FoodsRakesh JainwalNo ratings yet
- Final Report On Examination Time For Diffrent Rake LengthDocument45 pagesFinal Report On Examination Time For Diffrent Rake LengthRakesh JainwalNo ratings yet
- JPO - Power Change - Power InterceptionDocument2 pagesJPO - Power Change - Power InterceptionRakesh JainwalNo ratings yet
- BWBT WagonDocument2 pagesBWBT WagonRakesh JainwalNo ratings yet
- RDSO Instructions Reg Maintenace of BVZIDocument5 pagesRDSO Instructions Reg Maintenace of BVZIRakesh JainwalNo ratings yet
- Pressure Trouble and Recreation in WR Owned LHB Rakes in WCRDocument7 pagesPressure Trouble and Recreation in WR Owned LHB Rakes in WCRRakesh JainwalNo ratings yet
- BPC Goods A To ZDocument35 pagesBPC Goods A To ZRakesh JainwalNo ratings yet
- On DARDocument44 pagesOn DARRakesh JainwalNo ratings yet
- BOXNS-25.0t - Final Speed CertificateDocument9 pagesBOXNS-25.0t - Final Speed CertificateRakesh JainwalNo ratings yet
- Pamphlet - BMBS - WagonsDocument4 pagesPamphlet - BMBS - WagonsRakesh JainwalNo ratings yet
- 71-BD-15 DraftDocument15 pages71-BD-15 DraftRakesh JainwalNo ratings yet
- Environment Management Manpower: Fish Bone Chart of Derailment Case of BOBYN 70020323137 ER at DRD Yard On dt.11.05.22Document1 pageEnvironment Management Manpower: Fish Bone Chart of Derailment Case of BOBYN 70020323137 ER at DRD Yard On dt.11.05.22Rakesh JainwalNo ratings yet
- Revised IOH/POH Periodicity for Departmental ICF OCV CoachesDocument19 pagesRevised IOH/POH Periodicity for Departmental ICF OCV CoachesRakesh JainwalNo ratings yet
- Modified Restrictor & CBC Locking Key Drawing PDFDocument4 pagesModified Restrictor & CBC Locking Key Drawing PDFRakesh JainwalNo ratings yet
- Indian Railways: FOR BOGIE COVERED WAGON (91.6 Tonnes)Document14 pagesIndian Railways: FOR BOGIE COVERED WAGON (91.6 Tonnes)Rakesh JainwalNo ratings yet
- Ballance Type Draft GearDocument94 pagesBallance Type Draft GearRakesh JainwalNo ratings yet
- JPO For Coupling Uncoupling of Locomotive To CBC Fitted Coaching RakesDocument5 pagesJPO For Coupling Uncoupling of Locomotive To CBC Fitted Coaching RakesRakesh Jainwal100% (1)
- Proforma For CTRB FailureDocument5 pagesProforma For CTRB FailureRakesh JainwalNo ratings yet
- Loading Patern of BRN Wagon and Its Variants PDFDocument9 pagesLoading Patern of BRN Wagon and Its Variants PDFRakesh Jainwal100% (1)
- Brief Info BCNHL Door Body IssuesDocument15 pagesBrief Info BCNHL Door Body IssuesSuryaMishraNo ratings yet
- BCM planning UVD yard block requirementsDocument1 pageBCM planning UVD yard block requirementsRakesh JainwalNo ratings yet
- Technical Standing Order - Instructions For Calibration of Air Pressure Gauge For CoachesDocument3 pagesTechnical Standing Order - Instructions For Calibration of Air Pressure Gauge For CoachesRakesh Jainwal100% (1)
- Fire Management PPT July 2018Document80 pagesFire Management PPT July 2018Rakesh JainwalNo ratings yet
- Securing of Steel ConsignmentsDocument1 pageSecuring of Steel ConsignmentsRakesh JainwalNo ratings yet
- Hydraulic Drive For POLYTRACK® 2.5 ModulesDocument65 pagesHydraulic Drive For POLYTRACK® 2.5 ModulesRahmat Hidayat100% (1)
- Škoda Superb I B5 PDFDocument3 pagesŠkoda Superb I B5 PDFDamir BecirevicNo ratings yet
- Case 4Document8 pagesCase 4Mohammed Rafi100% (1)
- Lead Chart 1Document9 pagesLead Chart 1Hoque joynulNo ratings yet
- Safe Boating Tips - Discover BoatingDocument4 pagesSafe Boating Tips - Discover BoatingBomas Powerindo BaruNo ratings yet
- Prince Edward Hotel at 100Document12 pagesPrince Edward Hotel at 100The Brandon Sun100% (1)
- Project Report on Delivery Operations in a Logistics CompanyDocument25 pagesProject Report on Delivery Operations in a Logistics CompanyAshu SrivastavNo ratings yet
- First Teacher's ResourcesDocument19 pagesFirst Teacher's ResourcesAmalia Valeria OR67% (3)
- Batangas Transportation Co. v. Orlanes BanaagDocument1 pageBatangas Transportation Co. v. Orlanes BanaagRuby SantillanaNo ratings yet
- ĐÊ HSG ANH 7 SỐ 12Document8 pagesĐÊ HSG ANH 7 SỐ 12Thái Ngọc NhiNo ratings yet
- Unit-5-Heterogeneous and Vehicular Mesh NetworkDocument13 pagesUnit-5-Heterogeneous and Vehicular Mesh NetworkSwatiNo ratings yet
- JURID Friction MaterialsDocument24 pagesJURID Friction MaterialsPuneet BhattNo ratings yet
- Airplane GeneralDocument57 pagesAirplane GeneralMorgan MendozaNo ratings yet
- Research Work: Devi Ganga LakshmiDocument27 pagesResearch Work: Devi Ganga LakshmiMeshak BNo ratings yet
- A Study of Wick Drain MachinesDocument90 pagesA Study of Wick Drain MachinesGilberto YoshidaNo ratings yet
- Chapter 8 - Traffic Analysis TechniquesDocument48 pagesChapter 8 - Traffic Analysis TechniquesAhmad Daher67% (3)
- UEMX 3813 LECTURE FUNDAMENTALS TRAFFIC FLOW QUEUINGDocument39 pagesUEMX 3813 LECTURE FUNDAMENTALS TRAFFIC FLOW QUEUINGMOBA UNINo ratings yet
- Show Preview Idam 2022Document13 pagesShow Preview Idam 2022Kwek kweKNo ratings yet