100% found this document useful (1 vote)
3K views22 pagesMTM Methods Time Measurement
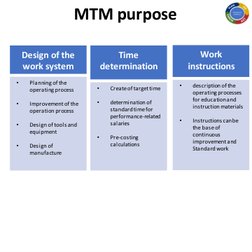
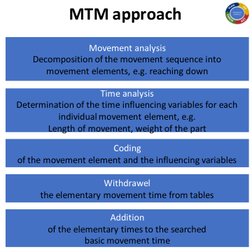
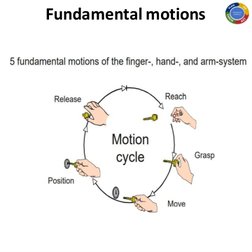
MTM is a production management tool used to optimize costs and productivity from product design through manufacturing. It involves breaking work processes down into basic motion elements and assigning predetermined time standards. MTM was developed in the 1940s in the US to create a system for planning and evaluating production processes. Some key advantages of MTM include enabling the determination of operating processes and times during planning, reducing training periods, and creating a standardized way to describe workflows. However, its implementation is limited to manual tasks and the analysis effort is high. Time recording through methods like REFA is considered a more effective approach by some as it allows for a deeper level of process detail and better considers distribution and individual performance times.
Uploaded by
vivekanand bhartiCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
100% found this document useful (1 vote)
3K views22 pagesMTM Methods Time Measurement
MTM is a production management tool used to optimize costs and productivity from product design through manufacturing. It involves breaking work processes down into basic motion elements and assigning predetermined time standards. MTM was developed in the 1940s in the US to create a system for planning and evaluating production processes. Some key advantages of MTM include enabling the determination of operating processes and times during planning, reducing training periods, and creating a standardized way to describe workflows. However, its implementation is limited to manual tasks and the analysis effort is high. Time recording through methods like REFA is considered a more effective approach by some as it allows for a deeper level of process detail and better considers distribution and individual performance times.
Uploaded by
vivekanand bhartiCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd