You might also like
- Analytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryFrom EverandAnalytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryNo ratings yet
- Oxidation of Organic Compounds: Medium Effects in Radical ReactionsFrom EverandOxidation of Organic Compounds: Medium Effects in Radical ReactionsRating: 4 out of 5 stars4/5 (1)
- Project Report On Oleum: Guided By: Yamini S. PatelDocument51 pagesProject Report On Oleum: Guided By: Yamini S. PatelPatel RajNo ratings yet
- Vocational Training at Cesc LimitedDocument45 pagesVocational Training at Cesc LimitedRohit BaruaNo ratings yet
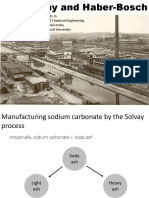
- Solvay Haber-Bosch ProcessesDocument30 pagesSolvay Haber-Bosch ProcessesTiên PhạmNo ratings yet
- 9240 Iron and Sulfur Bacteria PDFDocument19 pages9240 Iron and Sulfur Bacteria PDFCalidad LassNo ratings yet
- The Chemistry of Nickel Electroplating Solutions: J. Wang, D. R. Gabe, A. C. Hart and P. C. CrouchDocument7 pagesThe Chemistry of Nickel Electroplating Solutions: J. Wang, D. R. Gabe, A. C. Hart and P. C. CrouchKeily VilcarromeroNo ratings yet
- Banana Pith As A Natural CoagulantDocument7 pagesBanana Pith As A Natural CoagulantIssaoui MansourNo ratings yet
- W2E-Plastic Pyarolysis Plant Financial ProjectionsDocument15 pagesW2E-Plastic Pyarolysis Plant Financial ProjectionsRaju GummaNo ratings yet
- Journal of Catalysis (2022) - Size-Dependent Activity of Supported Ru Catalysts For Ammonia Synthesis at Mild ConditionsDocument11 pagesJournal of Catalysis (2022) - Size-Dependent Activity of Supported Ru Catalysts For Ammonia Synthesis at Mild ConditionsKatiane Mesquita100% (1)
- Onkyo HT r391Document82 pagesOnkyo HT r391Eustalio PelasNo ratings yet
- DL Metal HydridesDocument20 pagesDL Metal HydridesGoutam Gottumukkala100% (1)
- BASF R5-12 Data SheetDocument1 pageBASF R5-12 Data SheetAmir RahbariNo ratings yet
- Kurita Dreem Polymer BrochureDocument2 pagesKurita Dreem Polymer BrochureTony DetablanNo ratings yet
- Document No. 13 - Oxygen ScavengersDocument3 pagesDocument No. 13 - Oxygen Scavengerssergio_perNo ratings yet
- Air Liquide 2022 Article On Off Gas Use in SMRDocument5 pagesAir Liquide 2022 Article On Off Gas Use in SMRKokil JainNo ratings yet
- Eco Friendly Boiler Cleaning EspeciallyDocument23 pagesEco Friendly Boiler Cleaning EspeciallyJust ChemicalsNo ratings yet
- The Chemistry of Petroleum and Its Products-2nd 2022Document168 pagesThe Chemistry of Petroleum and Its Products-2nd 2022محمود صابرNo ratings yet
- Chapter 1 A Textbook On PetroChemicals by DRBKB Rao - pdf.1HNzZJN17qx0ZFwZPM2M5DBfDGSksWBtDocument49 pagesChapter 1 A Textbook On PetroChemicals by DRBKB Rao - pdf.1HNzZJN17qx0ZFwZPM2M5DBfDGSksWBtKuldeepsingh ChandelNo ratings yet
- Coal GradesDocument2 pagesCoal Gradestanmay das guptaNo ratings yet
- Siliporite Sra Beads Revision 10 - 2017Document2 pagesSiliporite Sra Beads Revision 10 - 2017JonatanNo ratings yet
- Chemical Reactor Technology For Environmentally Safe Reactors and ProductsDocument647 pagesChemical Reactor Technology For Environmentally Safe Reactors and Productsamerico molinaNo ratings yet
- Organic - New - 2019 Product ProfileDocument15 pagesOrganic - New - 2019 Product Profilevaibhav khodakeNo ratings yet
- BASF 4A Molecular Sieve DatasheetDocument2 pagesBASF 4A Molecular Sieve DatasheetseyedAli TabatabaeeNo ratings yet
- Energy Audit and Energy Efficient Recommendations With Payback Period For Industrial BoilerDocument7 pagesEnergy Audit and Energy Efficient Recommendations With Payback Period For Industrial BoilerInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Corrosion InhibitorDocument6 pagesCorrosion Inhibitorpadmesh awasthiNo ratings yet
- Customized aMDEA Process For Acid Gas RemovalDocument11 pagesCustomized aMDEA Process For Acid Gas RemovalArjun BabuNo ratings yet
- Argon Specification - AIR LIQUIDEDocument2 pagesArgon Specification - AIR LIQUIDElewgne08No ratings yet
- BuffersolDocument10 pagesBuffersolArdyas Wisnu BaskoroNo ratings yet
- Catalytic Reforming Options and PracticesDocument5 pagesCatalytic Reforming Options and PracticesanshumanNo ratings yet
- Report On CoromandelDocument124 pagesReport On CoromandelSri GowthamNo ratings yet
- No - Ntnu Inspera 44156967 23284222Document218 pagesNo - Ntnu Inspera 44156967 23284222jasmin Zotelo villanuevaNo ratings yet
- BREF LargeVolInorgChemicals Vdez06Document446 pagesBREF LargeVolInorgChemicals Vdez06Luís Miguel CastroNo ratings yet
- D3173Document2 pagesD3173Timothy Ferguson100% (1)
- Ammonia: Lecture: 6 Ammonia Dr. N. K. PatelDocument10 pagesAmmonia: Lecture: 6 Ammonia Dr. N. K. PatelKrishna YeoleNo ratings yet
- Final ReportDocument40 pagesFinal ReportAmol RastogiNo ratings yet
- IEA - IEA Oil Information 2018-IEA (2018) PDFDocument758 pagesIEA - IEA Oil Information 2018-IEA (2018) PDFivanushk417No ratings yet
- Unit 2Document7 pagesUnit 2VINEET VYASNo ratings yet
- Anhydrous Hydrochloric Acid: Production and TransportationDocument12 pagesAnhydrous Hydrochloric Acid: Production and Transportationup4allNo ratings yet
- Truck CO2 Report FinalDocument60 pagesTruck CO2 Report FinalRazaul MustafaNo ratings yet
- 263 269 JMTR Oct16Document7 pages263 269 JMTR Oct16Taniadi SuriaNo ratings yet
- Nalco Basic PresentationDocument45 pagesNalco Basic PresentationMd. Mokammel HaqueNo ratings yet
- MIXED PLASTIC RECYCLING PLANT STUW - HT - CHE - 2020 - Carducci - NunzioDocument52 pagesMIXED PLASTIC RECYCLING PLANT STUW - HT - CHE - 2020 - Carducci - NunzioDHSanjNo ratings yet
- Power Plant and Calculations - Calculation of Power Generation Cost of Thermal Power Plants & Co-Generation PlantsDocument7 pagesPower Plant and Calculations - Calculation of Power Generation Cost of Thermal Power Plants & Co-Generation PlantsRajeshNo ratings yet
- Design and Optimization of A Catalytic Membrane Reactor For The DirectDocument8 pagesDesign and Optimization of A Catalytic Membrane Reactor For The DirectGerardOo Alexander SNo ratings yet
- Unit 4 - Corrosion Prevention - Inhibitors - ABDocument27 pagesUnit 4 - Corrosion Prevention - Inhibitors - ABVeviet pomata100% (1)
- Nafion NE 2030 PDFDocument2 pagesNafion NE 2030 PDFJean Paul Pamo Valdivia100% (1)
- Ammonia WeeklyDocument18 pagesAmmonia Weeklymtarek2k100% (1)
- World DistributorsDocument132 pagesWorld DistributorsPILOTNo ratings yet
- Nabha Power Limited: (A Wholly Owned Subsidiary of L&T Power Development LTD)Document10 pagesNabha Power Limited: (A Wholly Owned Subsidiary of L&T Power Development LTD)AshokShettyNo ratings yet
- Effects of Key Feed Properties On FCC Unit Performance PDFDocument10 pagesEffects of Key Feed Properties On FCC Unit Performance PDFAdityaNo ratings yet
- Attach 2-6-1 Process Description and Features of Toyo's H2 PlantDocument15 pagesAttach 2-6-1 Process Description and Features of Toyo's H2 PlantLisbeth Roos RoosNo ratings yet
- SEPURAN® Noble - Membrane Technology For Efficient Hydrogen Generation PDFDocument6 pagesSEPURAN® Noble - Membrane Technology For Efficient Hydrogen Generation PDFHabli MawardiNo ratings yet
- Catalytic Pressure-Less Depolymerization" (CLPD)Document29 pagesCatalytic Pressure-Less Depolymerization" (CLPD)Wan Zulkifli Wan Idris100% (1)
- BAM-S09-11 Phosphates in Boiler Water - Apr97Document6 pagesBAM-S09-11 Phosphates in Boiler Water - Apr97DhileepNo ratings yet
- 2 Sulphur and Sulphuric Acid IndustriesDocument39 pages2 Sulphur and Sulphuric Acid IndustriesChuka OmeneNo ratings yet
- Webinar SlidesDocument75 pagesWebinar SlidesShashank shekhar100% (1)
- Green Ammonia Chile ArgDocument18 pagesGreen Ammonia Chile Argjorge lunaNo ratings yet
- BASF - BR PUE Catalysts AnsichtDocument20 pagesBASF - BR PUE Catalysts Ansichtvasucristal0% (2)
- Global Oilfield Solutions: Performance Chemicals For ProductionDocument6 pagesGlobal Oilfield Solutions: Performance Chemicals For ProductionLê CôngNo ratings yet
- Costatt ScheduleDocument1 pageCostatt ScheduleMr SinghNo ratings yet
- Crying Up and Down A SmileDocument8 pagesCrying Up and Down A SmileMr SinghNo ratings yet
- Dragging Fire Into DustDocument5 pagesDragging Fire Into DustMr SinghNo ratings yet
- Swelling and Folding A RiglessDocument2 pagesSwelling and Folding A RiglessMr SinghNo ratings yet
- Holding A Fantastic Grape FlatDocument3 pagesHolding A Fantastic Grape FlatMr SinghNo ratings yet
- How To Clean A Floor SpotlessDocument2 pagesHow To Clean A Floor SpotlessMr SinghNo ratings yet
- Compressed Gas Cylinder OJTDocument5 pagesCompressed Gas Cylinder OJTMr SinghNo ratings yet
- Analytical Balance.: Mounting and Location of The BalanceDocument5 pagesAnalytical Balance.: Mounting and Location of The BalanceMr SinghNo ratings yet
- Why and How To Use PsychrometersDocument3 pagesWhy and How To Use PsychrometersMr SinghNo ratings yet
- Construciton SupervisorDocument16 pagesConstruciton SupervisorkinleyNo ratings yet
- ECCSCIB Joint Committee On Sandwich ConstructionsDocument93 pagesECCSCIB Joint Committee On Sandwich ConstructionsHuy Dao NgocNo ratings yet
- D4206Document4 pagesD4206saifullah629No ratings yet
- Casting Defect in Slab PDFDocument55 pagesCasting Defect in Slab PDFBhoomaiah SunkenapalliNo ratings yet
- Dental CeramicsDocument434 pagesDental Ceramicskirtiabhi100% (2)
- Load Analysis (Load Combinations) : Roof Deck I.Dead Loads 1.1 Concrete 1.2 FlooringDocument2 pagesLoad Analysis (Load Combinations) : Roof Deck I.Dead Loads 1.1 Concrete 1.2 FlooringLong Live TauNo ratings yet
- Bihar Cement Plant Environment Compliance April Sep 2020Document26 pagesBihar Cement Plant Environment Compliance April Sep 2020Kumar Saurabh SinghNo ratings yet
- VCS STD 5711 102 09 2005 Method Statement PDFDocument4 pagesVCS STD 5711 102 09 2005 Method Statement PDFFadi MagdyNo ratings yet
- Final Geological Report K-442 (KDN-16)Document30 pagesFinal Geological Report K-442 (KDN-16)AhmedNo ratings yet
- Shell Gadus Product Family BrochureDocument6 pagesShell Gadus Product Family BrochurefahreezNo ratings yet
- Structure Property Relationships For Polyether-Based ElectrolyteDocument9 pagesStructure Property Relationships For Polyether-Based ElectrolyteYu WangNo ratings yet
- SteelBook Pipe PipeFittingsDocument28 pagesSteelBook Pipe PipeFittingsSumeet Sisir SarkarNo ratings yet
- Water Treatment: SolutionsDocument16 pagesWater Treatment: SolutionsrobinNo ratings yet
- Extraction and Uses of Metals 1 QP PDFDocument12 pagesExtraction and Uses of Metals 1 QP PDFAngus AnizNo ratings yet
- Consolidation - Odoemeter TestDocument30 pagesConsolidation - Odoemeter TestLuqman YusofNo ratings yet
- Product Dissection Project BicycleDocument18 pagesProduct Dissection Project BicycleSaroya ਮੀਤNo ratings yet
- Fundamentals of Stripe CoatingDocument164 pagesFundamentals of Stripe Coatinganangwahjudi100% (1)
- Neltex PPR PN 20Document3 pagesNeltex PPR PN 20ChrisNo ratings yet
- Metamaterial Absorber by VO2Document7 pagesMetamaterial Absorber by VO2Omar FarukNo ratings yet
- Experiment 8: Properties of Organic Compounds With Carbonyl GroupDocument7 pagesExperiment 8: Properties of Organic Compounds With Carbonyl GroupMarita AlcansadoNo ratings yet
- Thermo 5th Chap15 P068Document21 pagesThermo 5th Chap15 P068IENCSNo ratings yet
- Sigma Marine Coatings Manual - Part45Document2 pagesSigma Marine Coatings Manual - Part45EngTamerNo ratings yet
- Brazing Road SP PDFDocument32 pagesBrazing Road SP PDFFAYAZNo ratings yet
- Box Culvert - ISDocument14 pagesBox Culvert - ISShyamontika Choudhury ChakrabartiNo ratings yet
- Ultratop Ult Rat Op Stucco S Tuc CoDocument4 pagesUltratop Ult Rat Op Stucco S Tuc CoAndNo ratings yet
- SAMSUNG CapacitorDocument16 pagesSAMSUNG CapacitorFaraz ElectronicNo ratings yet
- Literature ReviewDocument36 pagesLiterature Reviewprakush_prakush0% (1)
- BibliographiesDocument2 pagesBibliographiesVa LicNo ratings yet
- Corrosion Project Presentation SlidesDocument20 pagesCorrosion Project Presentation SlidesIsmeth Amir Johari100% (1)
- iGCSE Chemistry Revision SheetsDocument26 pagesiGCSE Chemistry Revision SheetsPanagiotis ScordisNo ratings yet