You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- SAM+ Guidance DocumentDocument23 pagesSAM+ Guidance DocumentLaura Rosero0% (1)
- (Meridian - Crossing Aesthetics) Bernard Stiegler - Taking Care of Youth and The Generations-Stanford University Press (2010) PDFDocument259 pages(Meridian - Crossing Aesthetics) Bernard Stiegler - Taking Care of Youth and The Generations-Stanford University Press (2010) PDFEnrique Szendro-MoralesNo ratings yet
- The Polygamous Sex - Esther VilarDocument205 pagesThe Polygamous Sex - Esther VilarFederico Deambrosi Algorta100% (1)
- Takt TimeDocument28 pagesTakt Timejcruz909No ratings yet
- Week Numbers 2022: Week Number Date From Date To PercentageDocument2 pagesWeek Numbers 2022: Week Number Date From Date To PercentageEngineerNo ratings yet
- 69 en US FactSheet Main 01Document1 page69 en US FactSheet Main 01EngineerNo ratings yet
- Determining Moment-Deflection Characteristics of Automobile Seat BacksDocument65 pagesDetermining Moment-Deflection Characteristics of Automobile Seat BacksEngineerNo ratings yet
- Human-Centered Model-Driven Process and Quality PLDocument6 pagesHuman-Centered Model-Driven Process and Quality PLEngineerNo ratings yet
- State Wise Quarantine Regulation - Customer Support Guide Version-179 Last Updated: 24sep 10:00Document26 pagesState Wise Quarantine Regulation - Customer Support Guide Version-179 Last Updated: 24sep 10:00EngineerNo ratings yet
- Catalogue ReadyBenderDocument20 pagesCatalogue ReadyBenderEngineerNo ratings yet
- Metals: A Study On Two-Stage Cold Forging For A Drive Shaft With Internal Spline and Spur Gear GeometriesDocument18 pagesMetals: A Study On Two-Stage Cold Forging For A Drive Shaft With Internal Spline and Spur Gear GeometriesEngineerNo ratings yet
- Error ProofingDocument140 pagesError ProofingEngineerNo ratings yet
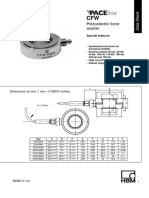
- Piezoelectric Force Washer: Special FeaturesDocument4 pagesPiezoelectric Force Washer: Special FeaturesEngineerNo ratings yet
- Mmscience - 2019 12 - Material Selection of Blanking Tool by Using A Statistical MethodDocument5 pagesMmscience - 2019 12 - Material Selection of Blanking Tool by Using A Statistical MethodEngineerNo ratings yet
- Root Cause Analysis of Inlet Hole and Leak Off Hole Operation Missing Problem in Cri Body Using Shainin Approach 1 Root Cause Analysis of Inlet Hole and Leak Off Hole Operation Mis..Document6 pagesRoot Cause Analysis of Inlet Hole and Leak Off Hole Operation Missing Problem in Cri Body Using Shainin Approach 1 Root Cause Analysis of Inlet Hole and Leak Off Hole Operation Mis..EngineerNo ratings yet
- Raw Material Specificatoin: I. Strip Dimension (MM)Document1 pageRaw Material Specificatoin: I. Strip Dimension (MM)EngineerNo ratings yet
- Celex 02000L0053-20130611 en TXTDocument22 pagesCelex 02000L0053-20130611 en TXTSilviu PaduraruNo ratings yet
- A Characterization of Quality of Sheared EdgeDocument6 pagesA Characterization of Quality of Sheared EdgeEngineerNo ratings yet
- Gear Cutting Tools SamputensiliDocument13 pagesGear Cutting Tools SamputensililicobarrosNo ratings yet
- Brankamp Stamping enDocument5 pagesBrankamp Stamping enEngineerNo ratings yet
- Weld Defect-SpatterDocument1 pageWeld Defect-SpatterEngineerNo ratings yet
- One Way ANOVA For H0: MDocument2 pagesOne Way ANOVA For H0: MEngineerNo ratings yet
- Spot Welding Technical InformationDocument2 pagesSpot Welding Technical InformationEngineerNo ratings yet
- Example Drawing GD&TDocument3 pagesExample Drawing GD&TEngineerNo ratings yet
- A Study On Identifying The Present Quality System With The Suppliers of Xyz LTDDocument19 pagesA Study On Identifying The Present Quality System With The Suppliers of Xyz LTDEngineerNo ratings yet
- Lpa FormDocument2 pagesLpa FormEngineer100% (2)
- The Indian Partnership Act, 1932Document17 pagesThe Indian Partnership Act, 1932Engineer100% (1)
- Management ModelsDocument7 pagesManagement ModelsEngineerNo ratings yet
- How Fine Blanking and Progressive Stamping Processes DifferDocument1 pageHow Fine Blanking and Progressive Stamping Processes DifferEngineerNo ratings yet
- Fine Blanking TechnologyDocument30 pagesFine Blanking TechnologyEngineer100% (2)
- Indian Taxation LawDocument22 pagesIndian Taxation LawEngineerNo ratings yet
- Sale of Goods Act, 1930Document17 pagesSale of Goods Act, 1930Engineer0% (1)
- Decision Theory Under UncertaintyDocument25 pagesDecision Theory Under UncertaintyLaurence Rue AudineNo ratings yet
- Rnotes MainDocument263 pagesRnotes Mainhanifahprisma0% (1)
- Planning Commentary OfficialDocument7 pagesPlanning Commentary Officialapi-550981792No ratings yet
- Evita Infinity v500 SW 2n Ifu 9052161 Ingles PDFDocument384 pagesEvita Infinity v500 SW 2n Ifu 9052161 Ingles PDFTu Papa2411No ratings yet
- PNC121 Caring CommunicationDocument32 pagesPNC121 Caring CommunicationMateo Giraldo GomezNo ratings yet
- Medical Assistant Essay ExamplesDocument2 pagesMedical Assistant Essay ExamplesbhhrxpaegNo ratings yet
- Loraine Chemutai Koskei LAW/MG/1139/09/19 Enviromental and Natural Resource Law - Cat2 Hazardous WasteDocument4 pagesLoraine Chemutai Koskei LAW/MG/1139/09/19 Enviromental and Natural Resource Law - Cat2 Hazardous Wasteloraine koskeiNo ratings yet
- Feature Writing 2022Document51 pagesFeature Writing 2022lovelymae.madaliNo ratings yet
- Moment Distribution Method ExplainedDocument37 pagesMoment Distribution Method ExplainedSuleiman Yusuf JibrilNo ratings yet
- On Completion 211 International School ProjectDocument2 pagesOn Completion 211 International School ProjectVed BaralNo ratings yet
- Electrical Input Components: Operación de SistemasDocument5 pagesElectrical Input Components: Operación de Sistemasgalvis1020No ratings yet
- Thematic Teaching in Basic EducationDocument13 pagesThematic Teaching in Basic EducationCyryhl Gutlay100% (1)
- Actinometria QuimicaDocument42 pagesActinometria QuimicasgpizarroNo ratings yet
- Module 1 - Numerical Problems: Dr. M. Akhila MaheswariDocument14 pagesModule 1 - Numerical Problems: Dr. M. Akhila MaheswariShaunak bagadeNo ratings yet
- Monthly Magzine JAN 2023Document165 pagesMonthly Magzine JAN 2023charan100% (1)
- Hubungan Penggunaan Gadget Dengan Prestasi Belajar AnakDocument13 pagesHubungan Penggunaan Gadget Dengan Prestasi Belajar AnakIndahNo ratings yet
- Effect of Halal Awareness, Halal Logo and Attitude On Foreign Consumers' Purchase IntentionDocument19 pagesEffect of Halal Awareness, Halal Logo and Attitude On Foreign Consumers' Purchase IntentionandiahmadabrarNo ratings yet
- Working Paper No: 384: Amit GuptaDocument26 pagesWorking Paper No: 384: Amit Guptanpr_mishraNo ratings yet
- Matching TypeDocument26 pagesMatching TypeDiana HernandezNo ratings yet
- Module 3 - Regression and Correlation Analysis SummaryDocument54 pagesModule 3 - Regression and Correlation Analysis SummaryAirra Mhae IlaganNo ratings yet
- REE 09-2021 Room AssignmentDocument125 pagesREE 09-2021 Room AssignmentPRC Baguio100% (2)
- SPM List of Physics ExperimentsDocument3 pagesSPM List of Physics ExperimentsAnythingAlsoCanLah57% (7)
- Uts 2Document4 pagesUts 2Neill Antonio AbuelNo ratings yet
- Course: School Leadership (8618) : Assignment No. 1Document13 pagesCourse: School Leadership (8618) : Assignment No. 1Suliman KhiljiNo ratings yet
- Gensol - O&M CredentialsDocument15 pagesGensol - O&M CredentialsDEBDEEP789No ratings yet
- Pravesh 5Document3 pagesPravesh 5VIVEK SHAKYANo ratings yet
- Analysis and Design of Precast Concrete Structures BookDocument6 pagesAnalysis and Design of Precast Concrete Structures BookAhmed MostafaNo ratings yet