You might also like
- Trusted Technology, Reliable Protection and Insulation.: 3M Heat Shrink Tubing and DevicesDocument48 pagesTrusted Technology, Reliable Protection and Insulation.: 3M Heat Shrink Tubing and DevicesJan sandi FloresNo ratings yet
- Equipment/Furnishings: Effectivity:AllDocument156 pagesEquipment/Furnishings: Effectivity:All韩建茂No ratings yet
- ASM Hydrasynth Deluxe Owners Manual 2.0.1Document129 pagesASM Hydrasynth Deluxe Owners Manual 2.0.1rdv2bm5g6zNo ratings yet
- Gys Plasma Cutter 25 - 125ADocument1 pageGys Plasma Cutter 25 - 125AMika VelinovNo ratings yet
- 105U-G-5W Wireless Gateway Installation Guide: Instruction Leaflet IL032010ENDocument2 pages105U-G-5W Wireless Gateway Installation Guide: Instruction Leaflet IL032010ENCristian Illanes CartesNo ratings yet
- CTS - Press Machine AllDocument1 pageCTS - Press Machine AllSamsul Huda ArponNo ratings yet
- Photoelectric Detector: Atsumielectric Co.,LtdDocument12 pagesPhotoelectric Detector: Atsumielectric Co.,LtdnastrapuleagraniceruNo ratings yet
- Fire Protection: Effectivity:AllDocument39 pagesFire Protection: Effectivity:All韩建茂No ratings yet
- Press Brake Safety Guide EssentialsDocument14 pagesPress Brake Safety Guide EssentialssjmaraisNo ratings yet
- Command Phase Movement Phase Fight Phase: TECH-PRIEST Model in Your TECH-PRIEST Model in YourDocument7 pagesCommand Phase Movement Phase Fight Phase: TECH-PRIEST Model in Your TECH-PRIEST Model in YourMichael N Rebecca CooperNo ratings yet
- 2 - Phu Luc 2 - Print - Control - SystemDocument1 page2 - Phu Luc 2 - Print - Control - SystemLý Phương NamNo ratings yet
- Typical Design DrawingDocument4 pagesTypical Design DrawingLê Khắc HưngNo ratings yet
- Pressure Transducers DMU 01 Standard Version BA enDocument2 pagesPressure Transducers DMU 01 Standard Version BA enJunie TayrusNo ratings yet
- Explanation NO Date Signed 1. 2.: ConfidentialDocument1 pageExplanation NO Date Signed 1. 2.: ConfidentialNindy FebrianiNo ratings yet
- Photoelectric Detectors: Atsumielectric Co.,LtdDocument12 pagesPhotoelectric Detectors: Atsumielectric Co.,LtdnastrapuleagraniceruNo ratings yet
- Belt For TextileDocument6 pagesBelt For TextileArio DigdoyoNo ratings yet
- Material stringing scheduleDocument3 pagesMaterial stringing scheduleKhumaidi HambaliNo ratings yet
- Tacoma Windshield Noise TSBDocument3 pagesTacoma Windshield Noise TSBloonNo ratings yet
- Xs1059-02 - Connection, Exhaust OutletDocument1 pageXs1059-02 - Connection, Exhaust OutletBoBoMilovanovicNo ratings yet
- Warning: Understanding MGM BrakesDocument8 pagesWarning: Understanding MGM BrakesВЛАДИМИРNo ratings yet
- Supreme SP-3020ASDocument2 pagesSupreme SP-3020ASAlexandruNo ratings yet
- Risk Assessment SheetDocument4 pagesRisk Assessment Sheetfuturecolor7No ratings yet
- Wiring Schematic: STD Cab HarnessDocument2 pagesWiring Schematic: STD Cab HarnessAlexandrNo ratings yet
- HDMI Surround Receiver HW C500 C560S XAC - 0616Document57 pagesHDMI Surround Receiver HW C500 C560S XAC - 0616Tim Vanden PlasNo ratings yet
- Sistema HidraulicoDocument4 pagesSistema Hidraulicojulio peña limaNo ratings yet
- Abin Cablel Drag Chains: NSB028NDocument1 pageAbin Cablel Drag Chains: NSB028NNageswar MakalaNo ratings yet
- Bato-Cogon Pertcpm (Final)Document1 pageBato-Cogon Pertcpm (Final)MANNY CARAJAYNo ratings yet
- Diagramas DD13 wiring 2011Document7 pagesDiagramas DD13 wiring 2011cristian picadoNo ratings yet
- Restrictive LayoutDocument7 pagesRestrictive LayoutMamelucoNo ratings yet
- Cat 226BDocument4 pagesCat 226BRajan MullappillyNo ratings yet
- 303.5E2 JWY (Hidraulico)Document6 pages303.5E2 JWY (Hidraulico)electricista85No ratings yet
- AUTO REFINISHING TECHNICAL SHEETDocument3 pagesAUTO REFINISHING TECHNICAL SHEETu nizamiNo ratings yet
- Saunders KB 1Document4 pagesSaunders KB 1sairactNo ratings yet
- Operator and Service Manual .. InstalacionDocument126 pagesOperator and Service Manual .. InstalacionAnonymous ZcuA1nVNo ratings yet
- Fluke Industrial Automation GraphicDocument2 pagesFluke Industrial Automation GraphicRicardo Franco Torres MartínezNo ratings yet
- Potential Failure Mode and Effect Analysis: (Process Fmea)Document9 pagesPotential Failure Mode and Effect Analysis: (Process Fmea)SACHIN KUMARNo ratings yet
- ST-WFIM Fabric Inspection ManualDocument11 pagesST-WFIM Fabric Inspection ManualJayNo ratings yet
- E492N (Eq Al E439)Document5 pagesE492N (Eq Al E439)Juan Sánchez LópezNo ratings yet
- Wiring Schematic: STD Cab HarnessDocument2 pagesWiring Schematic: STD Cab HarnessAlexandrNo ratings yet
- FPS-004 R4Document1 pageFPS-004 R4chocostarfishNo ratings yet
- Rope Replacement Risk AssessmentDocument53 pagesRope Replacement Risk AssessmentFrancois Johannes BrinkNo ratings yet
- DreamStation BiPAP AVAPS 30 AE Trend Report SummaryDocument6 pagesDreamStation BiPAP AVAPS 30 AE Trend Report SummaryChandru NatarajanNo ratings yet
- PDF 1440580617Document1 pagePDF 1440580617skf urbanoNo ratings yet
- XF416 Installation and Users GuideDocument28 pagesXF416 Installation and Users Guidelacarguy55No ratings yet
- Speech Communications: Effectivity:AllDocument4 pagesSpeech Communications: Effectivity:AllclebersjcNo ratings yet
- Ae2 Comp Insta Guide Na enDocument2 pagesAe2 Comp Insta Guide Na enAnonymous rrD8UKYNXNo ratings yet
- Milwaukee-Hand Tools and Storage Catalog - Fall 2019Document35 pagesMilwaukee-Hand Tools and Storage Catalog - Fall 2019GinoNo ratings yet
- UltimoDocument4 pagesUltimoziniya rahman100% (1)
- Báo Cáo Test DaikouDocument1 pageBáo Cáo Test Daikoutuananhngo19096No ratings yet
- Combined Ifd Line List - FinalDocument4,465 pagesCombined Ifd Line List - FinalEr Shahnawaz AlamNo ratings yet
- 9A SCL-CRC 21B (JV) : Approved C.S.D Group No.: Doubling Electrification SubmittedDocument1 page9A SCL-CRC 21B (JV) : Approved C.S.D Group No.: Doubling Electrification SubmittedmilknaniNo ratings yet
- Diagrama de 426Document2 pagesDiagrama de 426brandonbalmaceda.samuelNo ratings yet
- (General Assembly) : MRP PackerDocument1 page(General Assembly) : MRP PackerAli AliNo ratings yet
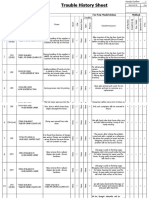
- Trouble HistoryDocument7 pagesTrouble HistoryShahzaibUsmanNo ratings yet
- G&G Combat Machine Mk18 Mod1Document2 pagesG&G Combat Machine Mk18 Mod1DamianNo ratings yet
- 5why Clamper KO MesinDocument1 page5why Clamper KO MesinOfficial AulianrNo ratings yet
- Skill Matrix TR 05-Aug-2021Document14 pagesSkill Matrix TR 05-Aug-2021Fernando GomezNo ratings yet
- ANEVAZO Plant Layout GuideDocument1 pageANEVAZO Plant Layout GuideAlyssa Sarah ArenasNo ratings yet
- Week Numbers 2022: Week Number Date From Date To PercentageDocument2 pagesWeek Numbers 2022: Week Number Date From Date To PercentageEngineerNo ratings yet
- Determining Moment-Deflection Characteristics of Automobile Seat BacksDocument65 pagesDetermining Moment-Deflection Characteristics of Automobile Seat BacksEngineerNo ratings yet
- Takt TimeDocument28 pagesTakt Timejcruz909No ratings yet
- Root Cause Analysis of Inlet Hole and Leak Off Hole Operation Missing Problem in Cri Body Using Shainin Approach 1 Root Cause Analysis of Inlet Hole and Leak Off Hole Operation Mis..Document6 pagesRoot Cause Analysis of Inlet Hole and Leak Off Hole Operation Missing Problem in Cri Body Using Shainin Approach 1 Root Cause Analysis of Inlet Hole and Leak Off Hole Operation Mis..EngineerNo ratings yet
- 69 en US FactSheet Main 01Document1 page69 en US FactSheet Main 01EngineerNo ratings yet
- Celex 02000L0053-20130611 en TXTDocument22 pagesCelex 02000L0053-20130611 en TXTSilviu PaduraruNo ratings yet
- State Wise Quarantine Regulation - Customer Support Guide Version-179 Last Updated: 24sep 10:00Document26 pagesState Wise Quarantine Regulation - Customer Support Guide Version-179 Last Updated: 24sep 10:00EngineerNo ratings yet
- Human-Centered Model-Driven Process and Quality PLDocument6 pagesHuman-Centered Model-Driven Process and Quality PLEngineerNo ratings yet
- Catalogue ReadyBenderDocument20 pagesCatalogue ReadyBenderEngineerNo ratings yet
- Error ProofingDocument140 pagesError ProofingEngineerNo ratings yet
- Assembly of Ultra High Strength Steel Hollow Part by Hemming Using Pre Bent Inner SheetDocument6 pagesAssembly of Ultra High Strength Steel Hollow Part by Hemming Using Pre Bent Inner SheetEngineerNo ratings yet
- Weld Defect-SpatterDocument1 pageWeld Defect-SpatterEngineerNo ratings yet
- A Characterization of Quality of Sheared EdgeDocument6 pagesA Characterization of Quality of Sheared EdgeEngineerNo ratings yet
- Mmscience - 2019 12 - Material Selection of Blanking Tool by Using A Statistical MethodDocument5 pagesMmscience - 2019 12 - Material Selection of Blanking Tool by Using A Statistical MethodEngineerNo ratings yet
- Metals: A Study On Two-Stage Cold Forging For A Drive Shaft With Internal Spline and Spur Gear GeometriesDocument18 pagesMetals: A Study On Two-Stage Cold Forging For A Drive Shaft With Internal Spline and Spur Gear GeometriesEngineerNo ratings yet
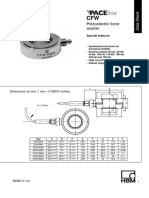
- Piezoelectric Force Washer: Special FeaturesDocument4 pagesPiezoelectric Force Washer: Special FeaturesEngineerNo ratings yet
- Gear Cutting Tools SamputensiliDocument13 pagesGear Cutting Tools SamputensililicobarrosNo ratings yet
- Spot Welding Technical InformationDocument2 pagesSpot Welding Technical InformationEngineerNo ratings yet
- One Way ANOVA For H0: MDocument2 pagesOne Way ANOVA For H0: MEngineerNo ratings yet
- Lpa FormDocument2 pagesLpa FormEngineer100% (2)
- Indian Taxation LawDocument22 pagesIndian Taxation LawEngineerNo ratings yet
- How Fine Blanking and Progressive Stamping Processes DifferDocument1 pageHow Fine Blanking and Progressive Stamping Processes DifferEngineerNo ratings yet
- Raw Material Specificatoin: I. Strip Dimension (MM)Document1 pageRaw Material Specificatoin: I. Strip Dimension (MM)EngineerNo ratings yet
- Example Drawing GD&TDocument3 pagesExample Drawing GD&TEngineerNo ratings yet
- Management ModelsDocument7 pagesManagement ModelsEngineerNo ratings yet
- Sale of Goods Act, 1930Document17 pagesSale of Goods Act, 1930Engineer0% (1)
- The Indian Partnership Act, 1932Document17 pagesThe Indian Partnership Act, 1932Engineer100% (1)
- Fine Blanking TechnologyDocument30 pagesFine Blanking TechnologyEngineer100% (2)
- A Study On Identifying The Present Quality System With The Suppliers of Xyz LTDDocument19 pagesA Study On Identifying The Present Quality System With The Suppliers of Xyz LTDEngineerNo ratings yet
- Triangle Tube SME Hybrid Solar/Geothermal DHW Storage Tanks BrochureDocument4 pagesTriangle Tube SME Hybrid Solar/Geothermal DHW Storage Tanks Brochuree-ComfortUSANo ratings yet
- Chapter 3 Transaction Processing ConceptesDocument75 pagesChapter 3 Transaction Processing ConceptesDinksrawNo ratings yet
- Lean Blow Out Limits of A Gas Turbine CombustorDocument10 pagesLean Blow Out Limits of A Gas Turbine CombustorFayçal MahieddineNo ratings yet
- Binary Search TreeDocument5 pagesBinary Search TreejeeNo ratings yet
- Communications Examples For Sims: Stanford Research SystemsDocument3 pagesCommunications Examples For Sims: Stanford Research SystemsgivepleaseNo ratings yet
- Spartan 6 Pin OutDocument204 pagesSpartan 6 Pin Outpalagani muralibabuNo ratings yet
- Absorption Refrigeration UnitDocument20 pagesAbsorption Refrigeration UnitAlyan YousafNo ratings yet
- Asssignment Content Head by Siddhartha DattaDocument8 pagesAsssignment Content Head by Siddhartha DattaSiddharth DattaNo ratings yet
- Formulas Calculate Seal Chamber Pressure Pump Given Suction Discharge PressuresDocument2 pagesFormulas Calculate Seal Chamber Pressure Pump Given Suction Discharge PressuresSaadEddine AtifNo ratings yet
- Services by Airbus PortfolioDocument77 pagesServices by Airbus PortfolioPablo RestrepoNo ratings yet
- HVDC Transmission Project: Specification, Testing and Training Proyectos de Transmisión en HVDC: Especificación, Prueba y EntrenamientoDocument42 pagesHVDC Transmission Project: Specification, Testing and Training Proyectos de Transmisión en HVDC: Especificación, Prueba y EntrenamientoopinzonNo ratings yet
- REVIT FAB Parts DataDocument20 pagesREVIT FAB Parts Dataavinash3479No ratings yet
- Chs 4Document19 pagesChs 4shaktisinghdr7060No ratings yet
- Aviatrix ACEDocument25 pagesAviatrix ACEDavid Patterson100% (1)
- Context Free Grammar ExplainedDocument110 pagesContext Free Grammar ExplainedBethelhem YetwaleNo ratings yet
- NTC Form ApplicationDocument2 pagesNTC Form ApplicationIvan c TanegaNo ratings yet
- Littmann - Anatomy of A Stethoscope - PosterDocument1 pageLittmann - Anatomy of A Stethoscope - Posterjadecalla-1No ratings yet
- A Study On The Impact of Social Media On Consumer Buying Behaviour of Mobile Phones in ChennaiDocument6 pagesA Study On The Impact of Social Media On Consumer Buying Behaviour of Mobile Phones in ChennaiHeba AliNo ratings yet
- Brian Tracy - Executive Time Management PDFDocument0 pagesBrian Tracy - Executive Time Management PDFscribdcheaterman67% (6)
- Terex RT 665 Tabla de CapacidadDocument8 pagesTerex RT 665 Tabla de CapacidadFabian AyalaNo ratings yet
- 4 Arup Airbag Particle Course Folding 2015 v1.3 PDFDocument120 pages4 Arup Airbag Particle Course Folding 2015 v1.3 PDFliyanhuaNo ratings yet
- 2929 Bondply Multi-Layer Board Processing GuidelinesDocument4 pages2929 Bondply Multi-Layer Board Processing GuidelinesEduardo Ruiz PalominoNo ratings yet
- Lifeline Medical Services: Adding Media and Special Effects To A PresentationDocument4 pagesLifeline Medical Services: Adding Media and Special Effects To A PresentationMichael Searle0% (1)
- LTE Signalling NotesDocument43 pagesLTE Signalling NotesSHOBHA VERMANo ratings yet
- GHTPDocument26 pagesGHTPSatyaki DasguptaNo ratings yet
- Hotstar Clone Using HTML CSS and Bootstrap NotesDocument73 pagesHotstar Clone Using HTML CSS and Bootstrap NotesRupam KarmakarNo ratings yet
- New Text DocumentDocument6 pagesNew Text DocumentNima Sherpa JyumbaNo ratings yet
- Eci Telecom LTD.: APOLLO9900Document3 pagesEci Telecom LTD.: APOLLO9900khanhvan nguyenNo ratings yet
- Stacey Brougham: Professional SummaryDocument2 pagesStacey Brougham: Professional SummaryStacey BroughamNo ratings yet
- The Studio 3T Field Guide To MongoDB AggregationDocument148 pagesThe Studio 3T Field Guide To MongoDB AggregationF ZaidiNo ratings yet