You might also like
- 000.final Project Batch 12Document57 pages000.final Project Batch 12Teja bodduNo ratings yet
- FIBRE REINFORCED CONCRETE - DocumentationDocument23 pagesFIBRE REINFORCED CONCRETE - DocumentationSandeep ChowdaryNo ratings yet
- Dramix 3d 6535bg-6535bgDocument1 pageDramix 3d 6535bg-6535bgmanish_mokalNo ratings yet
- Muzammil (20s45a0147) FRCDocument36 pagesMuzammil (20s45a0147) FRCMohammedNo ratings yet
- BASF Watertight Solutions - Technical SpecificationDocument3 pagesBASF Watertight Solutions - Technical SpecificationgarcharvijayNo ratings yet
- Project 2012Document91 pagesProject 2012Abubakar MusaNo ratings yet
- Diploma 6TH Sem ProjectDocument34 pagesDiploma 6TH Sem ProjectlakhazapadaNo ratings yet
- Project Report Self Curing ConcreteDocument34 pagesProject Report Self Curing ConcreteJai PrakashNo ratings yet
- Using Waste and Polymer For Soil StabilizationDocument3 pagesUsing Waste and Polymer For Soil StabilizationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Civil Fiber Reinforced Concrete ReportDocument12 pagesCivil Fiber Reinforced Concrete ReportPANKAJ KUMAR BTechNo ratings yet
- Movie20191106 Chan PDFDocument33 pagesMovie20191106 Chan PDFLCHNo ratings yet
- Study On Concrete by Partial Replacement of Cement With Limestone PowderDocument51 pagesStudy On Concrete by Partial Replacement of Cement With Limestone Powdershivanand hippargaNo ratings yet
- Partial Replacement of Cement With GGBS in ConcreteDocument10 pagesPartial Replacement of Cement With GGBS in ConcreteE Hammam El MissiryNo ratings yet
- Paper 11-Omer Muhie Eldeen Taha-AcceptDocument1 pagePaper 11-Omer Muhie Eldeen Taha-Acceptomar TahaNo ratings yet
- A Section BATCH 1Document46 pagesA Section BATCH 1Healthcare PharmacyNo ratings yet
- Partial Replacement of Cement With Limestone PowderDocument13 pagesPartial Replacement of Cement With Limestone Powdersai srinivasNo ratings yet
- Resistance To Sulfuric Acid Corrosion of Geopolymer Concrete Based On Different Binding Materials and Alkali ConcentrationsMaterialsDocument15 pagesResistance To Sulfuric Acid Corrosion of Geopolymer Concrete Based On Different Binding Materials and Alkali ConcentrationsMaterialsHeyner Sanchez ArbaizaNo ratings yet
- Fibre Reinforced ConcreteDocument40 pagesFibre Reinforced ConcreteAll unpluggedNo ratings yet
- Manual CE5I WRE 22501 031020Document52 pagesManual CE5I WRE 22501 031020v adamNo ratings yet
- Modification of Highway Sub-Grade Black Cotton Soil by Using Nano ChemicalDocument20 pagesModification of Highway Sub-Grade Black Cotton Soil by Using Nano ChemicalIJRASETPublicationsNo ratings yet
- Sewage Treatment PlantDocument38 pagesSewage Treatment PlantNirupam Kolankiroll 55No ratings yet
- Analysis of The Characteristic Behaviour of Concrete With Rice Husk Ash and Sugarcane Bagasse AshDocument6 pagesAnalysis of The Characteristic Behaviour of Concrete With Rice Husk Ash and Sugarcane Bagasse AshEditor IJTSRDNo ratings yet
- Partial Replacement of Cement With Glass Powder and Egg Shell (Powder) Ash in ConcreteDocument51 pagesPartial Replacement of Cement With Glass Powder and Egg Shell (Powder) Ash in Concreteshivanand hippargaNo ratings yet
- Behaviour On Geopolymer Mortar Using Granulated Blast Furnace SlagDocument5 pagesBehaviour On Geopolymer Mortar Using Granulated Blast Furnace SlagMauricio David Ruiz OdarNo ratings yet
- Lecture 1 Fibre Reinforced ConcreteDocument10 pagesLecture 1 Fibre Reinforced ConcreteSalehNo ratings yet
- Characterization and Utilization of Rice Husk Ash (RHA) in Fly Ash - BlastDocument6 pagesCharacterization and Utilization of Rice Husk Ash (RHA) in Fly Ash - BlastLuis Fernando Tonholo Domingos100% (1)
- M.Sc. Thesis by AyalsewDocument111 pagesM.Sc. Thesis by Ayalsewayalsew aemroNo ratings yet
- CTE Micro PRJT ReportDocument15 pagesCTE Micro PRJT ReportSarvesh MoreNo ratings yet
- Technical Report TR 5 Conc Mix DesignDocument18 pagesTechnical Report TR 5 Conc Mix DesignSunil ReddyNo ratings yet
- Economic and Financial Analysis For Polymer Modified BitumenDocument11 pagesEconomic and Financial Analysis For Polymer Modified Bitumennicholas100% (1)
- Highways Design Guide Part 4Document76 pagesHighways Design Guide Part 4Luís BrásNo ratings yet
- Adding Value To ConcreteDocument16 pagesAdding Value To ConcreteFrancois KokNo ratings yet
- Project:: Use of Metakaoline and Alccofine As A Admixture in ConcreteDocument52 pagesProject:: Use of Metakaoline and Alccofine As A Admixture in ConcreteAnonymous wlbOBqQWDNo ratings yet
- FinalDocument106 pagesFinalEswara PrasadNo ratings yet
- A Comparative Study On The Mechanical Properties of Concrete Using M-Sand and Ground Nut Shell Ash As A Partial Replacement of River SandDocument17 pagesA Comparative Study On The Mechanical Properties of Concrete Using M-Sand and Ground Nut Shell Ash As A Partial Replacement of River SandIJRASETPublicationsNo ratings yet
- Discrete - Event Simulation Modeling Unlocks Value For The Jansen Potash Project 2018Document13 pagesDiscrete - Event Simulation Modeling Unlocks Value For The Jansen Potash Project 2018pepona89No ratings yet
- Fibre Reinforced ConcreteDocument53 pagesFibre Reinforced ConcreteAnsari AkbarNo ratings yet
- Development of A Mix Design Methodology For Concrete Paving Blocks. Part I: Mix Design ProcedureDocument9 pagesDevelopment of A Mix Design Methodology For Concrete Paving Blocks. Part I: Mix Design ProcedureJosephNo ratings yet
- Experimental Study of Partial Replacement of Cement in Concrete With Marble Dust and Recron Fibre As AdmixtureDocument9 pagesExperimental Study of Partial Replacement of Cement in Concrete With Marble Dust and Recron Fibre As AdmixtureEditor IJTSRDNo ratings yet
- Partial Replacement of Cement With Marble Powder in ConcreteDocument27 pagesPartial Replacement of Cement With Marble Powder in Concreteshivam goswamiNo ratings yet
- 1.1 Concrete: "Partial Replacement of Coarse Aggregate With Ceramic Tile in Concrete"Document11 pages1.1 Concrete: "Partial Replacement of Coarse Aggregate With Ceramic Tile in Concrete"Naveen SNo ratings yet
- Semana 02 O - Portland, Blended and Other Hydraulic Cement C - PCA Chapter 3 PDFDocument38 pagesSemana 02 O - Portland, Blended and Other Hydraulic Cement C - PCA Chapter 3 PDFBrandon PonteNo ratings yet
- K.L.E. Society's K.L.E Institute of Technology, Hubballi-27: Department of Civil EngineeringDocument16 pagesK.L.E. Society's K.L.E Institute of Technology, Hubballi-27: Department of Civil Engineering2KE18CV007 D R ANJITHA CivilNo ratings yet
- Use of Alternative Materials and Technology For Roads PDFDocument10 pagesUse of Alternative Materials and Technology For Roads PDFDwijendra ChanumoluNo ratings yet
- Effect of Fibers in Concrete Composites: International Journal of Applied Engineering Research January 2015Document13 pagesEffect of Fibers in Concrete Composites: International Journal of Applied Engineering Research January 2015Aika LorenNo ratings yet
- Interlocking Plastic Road Curb From HDPE pt.2Document41 pagesInterlocking Plastic Road Curb From HDPE pt.2SlyZeroNo ratings yet
- Leca ConcreteDocument11 pagesLeca ConcretediartoNo ratings yet
- Experimental Investigation On Concrete Filled Unplasticized Poly Vinyl Chloride (Upvc) TubesDocument37 pagesExperimental Investigation On Concrete Filled Unplasticized Poly Vinyl Chloride (Upvc) TubesSaranyaleoNo ratings yet
- LABORATORY COMPACTION TEST ImmaDocument9 pagesLABORATORY COMPACTION TEST ImmaIsmail A IsmailNo ratings yet
- Compressive Strength of ConcreteDocument43 pagesCompressive Strength of Concretesai vandan100% (1)
- TERRAZYME Seminar With Page No ReportDocument17 pagesTERRAZYME Seminar With Page No ReportAbhinav DhayalNo ratings yet
- Pervious Concrete SEM IDocument18 pagesPervious Concrete SEM IpranrocksworldNo ratings yet
- Wre Micro ProjectDocument16 pagesWre Micro ProjectTejas DeoreNo ratings yet
- UNIT-2 Serviceability and Durability of ConcreteDocument16 pagesUNIT-2 Serviceability and Durability of Concreteapi-297121029No ratings yet
- Visvesvaraya Technological University Jnana Sangama, BelagaviDocument27 pagesVisvesvaraya Technological University Jnana Sangama, BelagaviVNo ratings yet
- Self Curing MixDocument60 pagesSelf Curing MixnhulugallaNo ratings yet
- Ground Granulated Blast Furnace Slag - Literature ReviewDocument20 pagesGround Granulated Blast Furnace Slag - Literature ReviewHetroSapiansNo ratings yet
- Seminar Cover Page PDFDocument7 pagesSeminar Cover Page PDFSouradeep SenNo ratings yet
- Final Seminar ReportDocument39 pagesFinal Seminar Reportgowtham reddy100% (1)
- Project FinalDocument39 pagesProject FinalbctumcNo ratings yet
- PROJECT Sewage TreatmentDocument16 pagesPROJECT Sewage TreatmentKaushiki KambojNo ratings yet
- A Study On Mechanical Properties of Self-Compacting Concrete by PartiDocument14 pagesA Study On Mechanical Properties of Self-Compacting Concrete by PartiKaushiki KambojNo ratings yet
- PROJECT ON Replacement of Cement by Fly AshDocument18 pagesPROJECT ON Replacement of Cement by Fly AshKaushiki KambojNo ratings yet
- Fly Ash ConcreteDocument74 pagesFly Ash ConcreteKaushiki KambojNo ratings yet
- Green Concrete: Partial Replacement of Cement by Fly Ash: A Project Report ONDocument5 pagesGreen Concrete: Partial Replacement of Cement by Fly Ash: A Project Report ONKaushiki KambojNo ratings yet
- IRJET Behaviour of H-Section With Slender FlangeDocument6 pagesIRJET Behaviour of H-Section With Slender FlangeKaushiki KambojNo ratings yet
- Full Thesis PDFDocument89 pagesFull Thesis PDFKaushiki KambojNo ratings yet
- Behaviour of H-Section With Slender Flange 3Document54 pagesBehaviour of H-Section With Slender Flange 3Kaushiki KambojNo ratings yet
- Project On Green ConcreteDocument18 pagesProject On Green ConcreteKaushiki KambojNo ratings yet
- Behaviour of H-Section With Slender Flange 1Document58 pagesBehaviour of H-Section With Slender Flange 1Kaushiki KambojNo ratings yet
- Building Economics For ArchitectsDocument201 pagesBuilding Economics For ArchitectsKaushiki Kamboj100% (3)
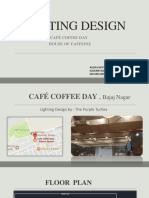
- Lighting Design: Café Coffee Day House of CaffeineDocument22 pagesLighting Design: Café Coffee Day House of CaffeineKaushiki KambojNo ratings yet
- Portal FramesDocument11 pagesPortal FramesKaushiki KambojNo ratings yet
- Bamboo PDFDocument78 pagesBamboo PDFKaushiki Kamboj100% (1)
- Acoustics For Designers: S. Rajagopalan PH.DDocument112 pagesAcoustics For Designers: S. Rajagopalan PH.DKaushiki KambojNo ratings yet
- Solar Energy: Y.MOHAN SAI (BA15ARC060) Vamshi Krishna (Ba15Arc059) Shibadatta Shibani Prasad (Ba15Arc049)Document29 pagesSolar Energy: Y.MOHAN SAI (BA15ARC060) Vamshi Krishna (Ba15Arc059) Shibadatta Shibani Prasad (Ba15Arc049)Kaushiki KambojNo ratings yet
- Shri Krishna Venugopalan Ba15Arc050 Priyesh Dewangan Ba15Arc066Document31 pagesShri Krishna Venugopalan Ba15Arc050 Priyesh Dewangan Ba15Arc066Kaushiki KambojNo ratings yet
- Solar Energy PDFDocument22 pagesSolar Energy PDFKaushiki KambojNo ratings yet
- Technische Beschreibung SanitaerDocument39 pagesTechnische Beschreibung SanitaerBegüm ÖzgünNo ratings yet
- II. Executive Summary: Olympus' Endoscopic Solutions Operating RoomDocument7 pagesII. Executive Summary: Olympus' Endoscopic Solutions Operating RoomMaricar PinedaNo ratings yet
- Ansoff MatrixDocument26 pagesAnsoff MatrixPulkit MehrotraNo ratings yet
- Renovation Guidelines Urban Deca Homes Ortigas: I-Millenia Building Solutions IncDocument12 pagesRenovation Guidelines Urban Deca Homes Ortigas: I-Millenia Building Solutions IncCharlton CabagingNo ratings yet
- ICSE Class 10 English 1998 PDFDocument12 pagesICSE Class 10 English 1998 PDFSumitNo ratings yet
- An Induced Pluripotent Stem Cell Line GZHMCi004 A Derived Fro - 2021 - Stem CeDocument4 pagesAn Induced Pluripotent Stem Cell Line GZHMCi004 A Derived Fro - 2021 - Stem CeFrankenstein MelancholyNo ratings yet
- TeaCoff BrochureDocument1 pageTeaCoff BrochureElla WangNo ratings yet
- Audit FundamentalsDocument37 pagesAudit Fundamentalsaqsa palijoNo ratings yet
- Dialog AdmissionDocument3 pagesDialog AdmissionekaNo ratings yet
- Experiment No.: 10 Name of Experiment: To Determine Coefficient of Discharge of Rotameter Roll No: Batch: DateDocument3 pagesExperiment No.: 10 Name of Experiment: To Determine Coefficient of Discharge of Rotameter Roll No: Batch: DateSanjay IngaleNo ratings yet
- Community Based Disaster Management PDFDocument2 pagesCommunity Based Disaster Management PDFWendyNo ratings yet
- Analyst Validation Protocol PCR No.: Avalon Cosmetics PVT LTD ACPL/QA/AV/002 Page: 1 of 13Document13 pagesAnalyst Validation Protocol PCR No.: Avalon Cosmetics PVT LTD ACPL/QA/AV/002 Page: 1 of 13Sankar ChinnathambiNo ratings yet
- Family Trip To Shahpur DamDocument10 pagesFamily Trip To Shahpur DamShaikh Muhammad Ali100% (1)
- The Paradox of Healing PainDocument12 pagesThe Paradox of Healing PainWaseem RsNo ratings yet
- Re Nie+The Secrets of Jiu Jitsu 1905Document61 pagesRe Nie+The Secrets of Jiu Jitsu 1905AlexJKDCQC100% (1)
- List of CarcinogensDocument3 pagesList of CarcinogensDisha TNo ratings yet
- Homeopathic Remedies For TendonitisDocument3 pagesHomeopathic Remedies For TendonitisKostas PapadakisNo ratings yet
- THEENGLISHCLUB AllLessonsDocument62 pagesTHEENGLISHCLUB AllLessonsMaurício RizzoNo ratings yet
- DISCIPLINESPECS - 20170810 - Standard Specifications For IT Network Configur.... PDF - DOC634349Document21 pagesDISCIPLINESPECS - 20170810 - Standard Specifications For IT Network Configur.... PDF - DOC634349Todd ENo ratings yet
- Temperature Press. Control ValveDocument63 pagesTemperature Press. Control ValveGeorgiNo ratings yet
- MS 29 Aggregate Base Course Road Works Rev00Document7 pagesMS 29 Aggregate Base Course Road Works Rev00Jojee Catap YabutNo ratings yet
- English For ChemistryDocument53 pagesEnglish For ChemistryNoah FathiNo ratings yet
- Manual Ifp Mn-00665Document92 pagesManual Ifp Mn-00665Cristian SilvaNo ratings yet
- Penis Enlargement - Get Your Penis Bigger Naturally, Learn Time Tested Techniques and Routines, Last Longer in Bed, and Achieve Supernatural Performance! (PDFDrive)Document44 pagesPenis Enlargement - Get Your Penis Bigger Naturally, Learn Time Tested Techniques and Routines, Last Longer in Bed, and Achieve Supernatural Performance! (PDFDrive)Manoj Malik100% (5)
- Penicillin ActDocument5 pagesPenicillin Actcecile towerNo ratings yet
- PFI-ES-05 (1999) - Cleaning PDFDocument4 pagesPFI-ES-05 (1999) - Cleaning PDFRamesh Kumar Ramisetti100% (1)
- Hawkes & Webb 1962 ReviewDocument2 pagesHawkes & Webb 1962 Reviewjose antonioNo ratings yet
- Effect of Probiotics On Growth, Feed Utilization and Whole Body Proximate Composition of Pabda (Ompok Pabda) JuvenileDocument5 pagesEffect of Probiotics On Growth, Feed Utilization and Whole Body Proximate Composition of Pabda (Ompok Pabda) Juvenilemasuma akter jiniaNo ratings yet
- CA Living Marine Resources Status ReportDocument594 pagesCA Living Marine Resources Status ReportHanyu ZhangNo ratings yet
- Oral Disease: Dental CariesDocument8 pagesOral Disease: Dental CariesAnna PruteanuNo ratings yet
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)From EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)No ratings yet
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Connections in Steel Structures III: Behaviour, Strength and DesignFrom EverandConnections in Steel Structures III: Behaviour, Strength and DesignRating: 4 out of 5 stars4/5 (6)
- Shallow Foundations: Discussions and Problem SolvingFrom EverandShallow Foundations: Discussions and Problem SolvingRating: 5 out of 5 stars5/5 (1)
- Geotechnical Engineering Calculations and Rules of ThumbFrom EverandGeotechnical Engineering Calculations and Rules of ThumbRating: 4 out of 5 stars4/5 (17)
- The Big Roads: The Untold Story of the Engineers, Visionaries, and Trailblazers Who Created the American SuperhighwaysFrom EverandThe Big Roads: The Untold Story of the Engineers, Visionaries, and Trailblazers Who Created the American SuperhighwaysRating: 4 out of 5 stars4/5 (19)
- Operations in the Time of Industry 4.0: A guide to managing the clash of digitalization and real time operationsFrom EverandOperations in the Time of Industry 4.0: A guide to managing the clash of digitalization and real time operationsNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaFrom EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNo ratings yet
- Environmental Impact Assessment: Theory and PracticeFrom EverandEnvironmental Impact Assessment: Theory and PracticeRating: 5 out of 5 stars5/5 (5)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisFrom EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisRating: 5 out of 5 stars5/5 (3)