You might also like
- Chapter 7 Ferrous and Non-Ferrous MetalsDocument60 pagesChapter 7 Ferrous and Non-Ferrous MetalsStephen IgatNo ratings yet
- chapter11Document52 pageschapter11TamiruNo ratings yet
- Chapter 1 (Part II)Document32 pagesChapter 1 (Part II)malikwaleedsher68No ratings yet
- Module 4 and 6: Luckman MuhmoodDocument54 pagesModule 4 and 6: Luckman MuhmoodAman PanchalNo ratings yet
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- ch11 - 2metal Alloys Application and ProcessingDocument75 pagesch11 - 2metal Alloys Application and ProcessingZuhaNo ratings yet
- Metal Alloys Application and ProcessingDocument57 pagesMetal Alloys Application and ProcessingtbmariNo ratings yet
- Material Chapter11Document30 pagesMaterial Chapter11khanh phamNo ratings yet
- CH 11Document35 pagesCH 11nur afifahNo ratings yet
- Issues To Address... : Chapter 11 - 1Document20 pagesIssues To Address... : Chapter 11 - 1Rowen PratherNo ratings yet
- Metal - Designation & PropertiesDocument37 pagesMetal - Designation & Propertiesmyself_riteshNo ratings yet
- Issues To Address... : Chapter 11 - 1Document32 pagesIssues To Address... : Chapter 11 - 1Irfan Satrio MardaniNo ratings yet
- Baja Karbon (Carbon Steels)Document25 pagesBaja Karbon (Carbon Steels)Mochammad Fajri MuharamNo ratings yet
- Week 12Document30 pagesWeek 12Furkan Can ERTUĞRULNo ratings yet
- Chap 11Document27 pagesChap 11Qwe QNo ratings yet
- Taxonomy of MetalsDocument28 pagesTaxonomy of MetalsArlita RahmaNo ratings yet
- Issues To Address... : Chapter 11 - 1Document18 pagesIssues To Address... : Chapter 11 - 1Luthfi Kurnia DewiNo ratings yet
- 1 - Demir Ve Celik Uretimi - 2021 - 1Document99 pages1 - Demir Ve Celik Uretimi - 2021 - 1atilla kayangilNo ratings yet
- Chapter 13 - Application of Metals - 22.11.16Document24 pagesChapter 13 - Application of Metals - 22.11.16Ahmad Fakhrie ShahNo ratings yet
- 7 - Wrap Up Session For Mid Term TestDocument36 pages7 - Wrap Up Session For Mid Term TestFiky ArdiansyahNo ratings yet
- WHY STUDY Applications and Processing of Metal Alloy?Document24 pagesWHY STUDY Applications and Processing of Metal Alloy?hanizznabNo ratings yet
- Chapter 11: Metal Alloys Applications and Processing: Issues To Address..Document21 pagesChapter 11: Metal Alloys Applications and Processing: Issues To Address..Naufal PutraNo ratings yet
- Steel: CE 2330 Jul - Nov 2017 IIT TirupatiDocument32 pagesSteel: CE 2330 Jul - Nov 2017 IIT TirupatiUmar AlamNo ratings yet
- Chapter 11 Metal AlloysDocument24 pagesChapter 11 Metal Alloyssihar raymondNo ratings yet
- Ch13 Materials ApplicationsDocument69 pagesCh13 Materials ApplicationsRhanganath ArivudainambiNo ratings yet
- Ch13 Materials ApplicationsDocument63 pagesCh13 Materials ApplicationsThefairman UnkownNo ratings yet
- Introduction To Steel Classification and Standard: Suwarno, PHDDocument22 pagesIntroduction To Steel Classification and Standard: Suwarno, PHDmirfanwibisono100% (1)
- 5 Ferrous and Non FerrousDocument63 pages5 Ferrous and Non FerrousKiran ThunuguntlaNo ratings yet
- CH 11Document29 pagesCH 11Thays Nogueira RodriguesNo ratings yet
- Penjelasan Tentang Perhitungan ZakatDocument162 pagesPenjelasan Tentang Perhitungan Zakatmegantropus_roxxaxNo ratings yet
- CH 11Document72 pagesCH 11Paolo SumaldeNo ratings yet
- 9-Chapter - 17 - Thermal Processing of AlloysDocument31 pages9-Chapter - 17 - Thermal Processing of AlloysZain FarhanNo ratings yet
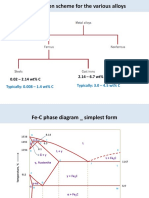
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocument19 pagesClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesNo ratings yet
- Week 12 Engineering MaterialsDocument32 pagesWeek 12 Engineering MaterialsMohaiminul Islam TalhaNo ratings yet
- Assignment No2 Ferrous MetalsDocument11 pagesAssignment No2 Ferrous MetalsAbdullah AnjumNo ratings yet
- Application and Processing of Metal AlloysDocument44 pagesApplication and Processing of Metal AlloysShaira DaleNo ratings yet
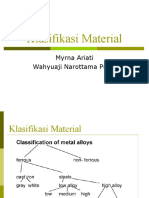
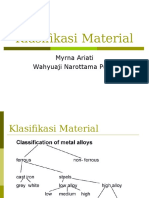
- Klasifikasi Material: Myrna Ariati Wahyuaji Narottama PutraDocument49 pagesKlasifikasi Material: Myrna Ariati Wahyuaji Narottama PutraMoh Ilham AmirudinNo ratings yet
- Klasifikasi Material: Myrna Ariati Wahyuaji Narottama PutraDocument49 pagesKlasifikasi Material: Myrna Ariati Wahyuaji Narottama Putrachink07No ratings yet
- Klasifikasi Material Ferrous dan Non FerrousDocument49 pagesKlasifikasi Material Ferrous dan Non FerrousAfril AltairNo ratings yet
- Alloy SteelsDocument31 pagesAlloy Steelsdawitdafe4No ratings yet
- Ferrous and Nonferrous Alloys: Issues To CoverDocument20 pagesFerrous and Nonferrous Alloys: Issues To CoverCandy KendeeNo ratings yet
- Lecture 3Document23 pagesLecture 3Khaled SaadNo ratings yet
- KlasifikasimaterialDocument49 pagesKlasifikasimaterialAgung PriaNo ratings yet
- Steels Used Onboard Ships and How To Perform Maintenance WeldingDocument35 pagesSteels Used Onboard Ships and How To Perform Maintenance Weldingantonio111aNo ratings yet
- Iron and SteelDocument22 pagesIron and SteelAmarendra Hassan100% (3)
- DESIGN 1 NotesDocument7 pagesDESIGN 1 NoteslordyNo ratings yet
- Ferrous Metals GuideDocument113 pagesFerrous Metals GuideAbhishek ChavanNo ratings yet
- Material Manual First Semester 2023 - DR Morad EtierDocument61 pagesMaterial Manual First Semester 2023 - DR Morad EtierعبداللهNo ratings yet
- Metal & Alloys: D. Navaja MSE101Document27 pagesMetal & Alloys: D. Navaja MSE101Ebook DownloadNo ratings yet
- Metals and Alloys & Heat Treatment of Steels 2,4Document82 pagesMetals and Alloys & Heat Treatment of Steels 2,4Vimukthi KumaraNo ratings yet
- IE 121 Metal: Asst. Prof. Dr. Oratai JongprateepDocument61 pagesIE 121 Metal: Asst. Prof. Dr. Oratai JongprateepAmaluddinNo ratings yet
- Melting PracticeDocument12 pagesMelting PracticeJaya Ram MNo ratings yet
- Lecture 8 MetalsDocument53 pagesLecture 8 MetalsManga 01No ratings yet
- AIEB Course: Science of MaterialsDocument16 pagesAIEB Course: Science of MaterialsKrishna SarkarNo ratings yet
- Chapter 2Document42 pagesChapter 2Gila SutarNo ratings yet
- Classification of Hardfacing AlloysDocument5 pagesClassification of Hardfacing AlloyssainivijayNo ratings yet
- G1 Material ScienceDocument47 pagesG1 Material ScienceArt Lemuel LotereñaNo ratings yet
- 2005 Carbon SteelDocument65 pages2005 Carbon SteelmageshkumarNo ratings yet
- Test Questions in Need of ReviewDocument32 pagesTest Questions in Need of ReviewmajidNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363No ratings yet
- Word Parenthetical CitationDocument2 pagesWord Parenthetical Citationjulito paquitNo ratings yet
- (R-453A) New Low GWP Drop-In Replacement For R-22: U.S. Epa CertifiedDocument20 pages(R-453A) New Low GWP Drop-In Replacement For R-22: U.S. Epa Certifiedjulito paquitNo ratings yet
- Methodology in Solving ProblemsDocument2 pagesMethodology in Solving Problemsjulito paquitNo ratings yet
- Dislocations and strengthening mechanismsDocument8 pagesDislocations and strengthening mechanismsjulito paquitNo ratings yet
- Introduction To CombustionDocument11 pagesIntroduction To Combustionjulito paquitNo ratings yet
- Gas Mixtures: Thermodynamics: An Engineering Approach, 6 EditionDocument13 pagesGas Mixtures: Thermodynamics: An Engineering Approach, 6 Editionjulito paquitNo ratings yet
- Safety Data Sheet Trans-1,3,3,3-Tetrafluoroprop-1-Ene (R1234ze)Document14 pagesSafety Data Sheet Trans-1,3,3,3-Tetrafluoroprop-1-Ene (R1234ze)julito paquitNo ratings yet
- Managing production and service operationsDocument39 pagesManaging production and service operationsjulito paquitNo ratings yet
- Ethical Issues On ResearchDocument17 pagesEthical Issues On Researchjulito paquitNo ratings yet
- Managing production and service operationsDocument39 pagesManaging production and service operationsjulito paquitNo ratings yet
- Position Paper About Graft and CorruptionDocument8 pagesPosition Paper About Graft and Corruptionjulito paquitNo ratings yet
- Case 1 - 9 Engineering Management by Roberto MedinaDocument3 pagesCase 1 - 9 Engineering Management by Roberto MedinaJennsonFernandez86% (7)
- Honglilong Catalogue - English - CompressedDocument14 pagesHonglilong Catalogue - English - Compressed陈俊No ratings yet
- Brochure Cs-800 Cs-2000 enDocument16 pagesBrochure Cs-800 Cs-2000 enZaenudin 28No ratings yet
- Metal Table JISDocument1 pageMetal Table JISNakkolopNo ratings yet
- A Handbook of Art SmithingDocument232 pagesA Handbook of Art SmithingArtisan Ideas100% (3)
- Technical AcronymsDocument451 pagesTechnical AcronymsSudip SardarNo ratings yet
- HSS Long Shank Taps Guide for Tapping Deep HolesDocument20 pagesHSS Long Shank Taps Guide for Tapping Deep HolesSmithNo ratings yet
- Cast Iron Welding - Procedures and Free GuideDocument8 pagesCast Iron Welding - Procedures and Free GuideKhin Aung ShweNo ratings yet
- Practical Treat Is 00 Fan N RichDocument718 pagesPractical Treat Is 00 Fan N RichnurudinsatharNo ratings yet
- D Cast IronDocument25 pagesD Cast Ironbasiri jayadeepNo ratings yet
- Engineering Materials and Metallurgy: 2017 Solved Question (Apr/May) and (Nov/Dec)Document62 pagesEngineering Materials and Metallurgy: 2017 Solved Question (Apr/May) and (Nov/Dec)abdur rahmanNo ratings yet
- Lecture 13 & 14 Metals, Alloys, Types of Iron and Mechanical PropertiesDocument20 pagesLecture 13 & 14 Metals, Alloys, Types of Iron and Mechanical Propertiessameer khanNo ratings yet
- Circle Bounding Teeth Bottom Identifies Addendum CircleDocument100 pagesCircle Bounding Teeth Bottom Identifies Addendum CirclePrince Jairo50% (2)
- Microstructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelDocument8 pagesMicrostructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelVeluswamy VeerappanNo ratings yet
- Solidification Behavior, Microstructure, Mechanical PropertiesDocument12 pagesSolidification Behavior, Microstructure, Mechanical PropertiesCarlos LaoNo ratings yet
- Steel StandardsDocument4 pagesSteel StandardsyahsooyNo ratings yet
- Etanorm KSBDocument28 pagesEtanorm KSBAlusine Tarawally100% (1)
- Dream Drills for High Hardened SteelDocument8 pagesDream Drills for High Hardened SteelPuneeth KumarNo ratings yet
- Turning insert guideDocument45 pagesTurning insert guidemichaelguzziNo ratings yet
- ANALYSIS OF Non-Conventional Machining Process Onn ADIDocument128 pagesANALYSIS OF Non-Conventional Machining Process Onn ADIShamsher AnsariNo ratings yet
- Cast IronsDocument34 pagesCast IronsAbdallah MansourNo ratings yet
- Publication PDFDocument80 pagesPublication PDFakshatjain3001No ratings yet
- Wear Behavior and Its Correlation Withmechanical PropertiesDocument9 pagesWear Behavior and Its Correlation Withmechanical PropertiesPYDNo ratings yet
- Reduction Behavior of Carbon Composite Iron Ore Hot Briquette in Shaft Furnace and Scope On Blast Furnace Performance Reinforcement PDFDocument9 pagesReduction Behavior of Carbon Composite Iron Ore Hot Briquette in Shaft Furnace and Scope On Blast Furnace Performance Reinforcement PDFAgustine SetiawanNo ratings yet
- Iso 16112 2017Document12 pagesIso 16112 2017Thanhluan NguyenNo ratings yet
- Coefficient of Friction Equation and Table ChartDocument3 pagesCoefficient of Friction Equation and Table Chartspamalstublieft1832No ratings yet
- BKI Rules For Machinery Sec 11Document80 pagesBKI Rules For Machinery Sec 11Hendri FathurNo ratings yet
- YDPDocument2 pagesYDPwpt_meNo ratings yet
- EutecTrode 3055Document2 pagesEutecTrode 3055asmaa aliNo ratings yet
- Cast Iron PipesDocument4 pagesCast Iron PipesReinier Roman SantosNo ratings yet
- Clasificacion Universal de Los MaterialesDocument24 pagesClasificacion Universal de Los MaterialesMateo100% (1)