You might also like
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- CH 11Document35 pagesCH 11nur afifahNo ratings yet
- Issues To Address... : Chapter 11 - 1Document32 pagesIssues To Address... : Chapter 11 - 1Irfan Satrio MardaniNo ratings yet
- Week 12Document30 pagesWeek 12Furkan Can ERTUĞRULNo ratings yet
- CH 11Document29 pagesCH 11Thays Nogueira RodriguesNo ratings yet
- Chap 11Document27 pagesChap 11Qwe QNo ratings yet
- Chapter 11: Metal Alloys Applications and Processing: Issues To Address..Document21 pagesChapter 11: Metal Alloys Applications and Processing: Issues To Address..Naufal PutraNo ratings yet
- Chapter 11 Metal AlloysDocument24 pagesChapter 11 Metal Alloyssihar raymondNo ratings yet
- Metal - Designation & PropertiesDocument37 pagesMetal - Designation & Propertiesmyself_riteshNo ratings yet
- Chapter 7 Ferrous and Non-Ferrous MetalsDocument60 pagesChapter 7 Ferrous and Non-Ferrous MetalsStephen IgatNo ratings yet
- Taxonomy of MetalsDocument28 pagesTaxonomy of MetalsArlita RahmaNo ratings yet
- Chapter 13 - Application of Metals - 22.11.16Document24 pagesChapter 13 - Application of Metals - 22.11.16Ahmad Fakhrie ShahNo ratings yet
- Module 4 and 6: Luckman MuhmoodDocument54 pagesModule 4 and 6: Luckman MuhmoodAman PanchalNo ratings yet
- Issues To Address... : Chapter 11 - 1Document18 pagesIssues To Address... : Chapter 11 - 1Luthfi Kurnia DewiNo ratings yet
- Applications and Processing of Metal AlloysDocument39 pagesApplications and Processing of Metal Alloysjulito paquitNo ratings yet
- chapter11Document52 pageschapter11TamiruNo ratings yet
- Material Chapter11Document30 pagesMaterial Chapter11khanh phamNo ratings yet
- ch11 - 2metal Alloys Application and ProcessingDocument75 pagesch11 - 2metal Alloys Application and ProcessingZuhaNo ratings yet
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- 7 - Wrap Up Session For Mid Term TestDocument36 pages7 - Wrap Up Session For Mid Term TestFiky ArdiansyahNo ratings yet
- CH 11Document72 pagesCH 11Paolo SumaldeNo ratings yet
- AIEB Course: Science of MaterialsDocument16 pagesAIEB Course: Science of MaterialsKrishna SarkarNo ratings yet
- WHY STUDY Applications and Processing of Metal Alloy?Document24 pagesWHY STUDY Applications and Processing of Metal Alloy?hanizznabNo ratings yet
- Chapter 1 (Part II)Document32 pagesChapter 1 (Part II)malikwaleedsher68No ratings yet
- Metal Alloys Application and ProcessingDocument57 pagesMetal Alloys Application and ProcessingtbmariNo ratings yet
- Application and Processing of Metal AlloysDocument44 pagesApplication and Processing of Metal AlloysShaira DaleNo ratings yet
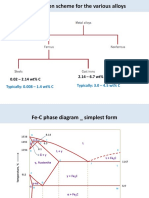
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocument19 pagesClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesNo ratings yet
- Steel: CE 2330 Jul - Nov 2017 IIT TirupatiDocument32 pagesSteel: CE 2330 Jul - Nov 2017 IIT TirupatiUmar AlamNo ratings yet
- Metallurgy of SteelDocument4 pagesMetallurgy of SteelShakil AkhterNo ratings yet
- COBALT - FACTS-Metallurgical - UsesDocument15 pagesCOBALT - FACTS-Metallurgical - UsesMarlon BombiNo ratings yet
- Baja Karbon (Carbon Steels)Document25 pagesBaja Karbon (Carbon Steels)Mochammad Fajri MuharamNo ratings yet
- Lec 1Document22 pagesLec 1Os ,No ratings yet
- Ch13 Materials ApplicationsDocument63 pagesCh13 Materials ApplicationsThefairman UnkownNo ratings yet
- Iron-Iron Carbide Diagram: Prepared by Mr. Mukesh Kumar Assistant Professor Darbhanga College of Engineering DarbhangaDocument25 pagesIron-Iron Carbide Diagram: Prepared by Mr. Mukesh Kumar Assistant Professor Darbhanga College of Engineering Darbhangamukesh kumarNo ratings yet
- 1 - Demir Ve Celik Uretimi - 2021 - 1Document99 pages1 - Demir Ve Celik Uretimi - 2021 - 1atilla kayangilNo ratings yet
- Metal & Alloys: D. Navaja MSE101Document27 pagesMetal & Alloys: D. Navaja MSE101Ebook DownloadNo ratings yet
- Ch13 Materials ApplicationsDocument69 pagesCh13 Materials ApplicationsRhanganath ArivudainambiNo ratings yet
- Week13 Iron Carbon Phase DiagramDocument49 pagesWeek13 Iron Carbon Phase DiagramvishalNo ratings yet
- Day 14: Heat Treatments of SteelDocument20 pagesDay 14: Heat Treatments of SteelBhushan Shankar KambleNo ratings yet
- Penjelasan Tentang Perhitungan ZakatDocument162 pagesPenjelasan Tentang Perhitungan Zakatmegantropus_roxxaxNo ratings yet
- 2005 Carbon SteelDocument65 pages2005 Carbon SteelmageshkumarNo ratings yet
- Diat HTT Lect-28Document12 pagesDiat HTT Lect-28prakush01975225403No ratings yet
- 113resuelto Procesamiento-Ceramicos ch13Document26 pages113resuelto Procesamiento-Ceramicos ch13Isac NumNo ratings yet
- 9-Chapter - 17 - Thermal Processing of AlloysDocument31 pages9-Chapter - 17 - Thermal Processing of AlloysZain FarhanNo ratings yet
- E Book On SS WeldingDocument71 pagesE Book On SS WeldingNiranjan Rajavel TigerNo ratings yet
- Callister 8th Edition - Chapter 11 - Applications and Processing of Metal AlloysDocument35 pagesCallister 8th Edition - Chapter 11 - Applications and Processing of Metal AlloysRini ArtikaNo ratings yet
- Concept Check 11.1: Chapter 11 / Applications and Processing of Metal AlloysDocument7 pagesConcept Check 11.1: Chapter 11 / Applications and Processing of Metal AlloysSamrat BandyopadhyayNo ratings yet
- AW - Datasheet - ALLOY 20 CB 3Document2 pagesAW - Datasheet - ALLOY 20 CB 3.xNo ratings yet
- Metalurgia BásicaDocument30 pagesMetalurgia BásicaClever Ricardo ChinagliaNo ratings yet
- Ferrous Alloys (Iron and Steels)Document11 pagesFerrous Alloys (Iron and Steels)hamalNo ratings yet
- 5 Ferrous and Non FerrousDocument63 pages5 Ferrous and Non FerrousKiran ThunuguntlaNo ratings yet
- Chapter 2Document42 pagesChapter 2Gila SutarNo ratings yet
- Chapter 11: Metal Alloys Applications and Processing: Issues To Address..Document17 pagesChapter 11: Metal Alloys Applications and Processing: Issues To Address..nurinsarahNo ratings yet
- Material - (1 4462)Document2 pagesMaterial - (1 4462)Ashutosh PathakNo ratings yet
- 2.cutting Tools MaterialsDocument20 pages2.cutting Tools MaterialsIbraheem HaSsanNo ratings yet
- Classification of Hardfacing AlloysDocument5 pagesClassification of Hardfacing AlloyssainivijayNo ratings yet
- Materials For Engineering 15 - Duplex SteelDocument18 pagesMaterials For Engineering 15 - Duplex SteelKris WilochNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Week 11 Lab - Faradays LawDocument13 pagesWeek 11 Lab - Faradays LawRowen PratherNo ratings yet
- Chapter 8: Failure: Issues To Address..Document27 pagesChapter 8: Failure: Issues To Address..Rowen PratherNo ratings yet
- WHY STUDY Phase Transformations?Document21 pagesWHY STUDY Phase Transformations?Rowen PratherNo ratings yet
- Chapter 9: Phase Diagrams: Issues To Address..Document12 pagesChapter 9: Phase Diagrams: Issues To Address..Rowen PratherNo ratings yet
- Week 10 - Kirchhoffs LawDocument6 pagesWeek 10 - Kirchhoffs LawRowen PratherNo ratings yet
- Hooke's Law Lab Validation and AnalysisDocument8 pagesHooke's Law Lab Validation and AnalysisRowen PratherNo ratings yet
- Week 13 Lab: Snell's Law: Renoc1o,,1r:.i.yDocument6 pagesWeek 13 Lab: Snell's Law: Renoc1o,,1r:.i.yRowen PratherNo ratings yet
- Capacitor LabDocument4 pagesCapacitor LabRowen PratherNo ratings yet
- Week 4 Lab - PendulumDocument7 pagesWeek 4 Lab - PendulumRowen Prather100% (1)
- Conditioned ResponsesDocument23 pagesConditioned ResponsesMaster FangNo ratings yet
- Phy Lab 1Document3 pagesPhy Lab 1Rowen PratherNo ratings yet
- (Fry - (P.,ZP: - : 2,//J ', (O) LFDocument4 pages(Fry - (P.,ZP: - : 2,//J ', (O) LFRowen PratherNo ratings yet
- Materials hw2Document3 pagesMaterials hw2Rowen PratherNo ratings yet
- Ultimate Session 0 ChecklistDocument4 pagesUltimate Session 0 ChecklistWes BakerNo ratings yet
- CR3000 Cyberpunk Red - Jumpstart Worldbook (2019)Document53 pagesCR3000 Cyberpunk Red - Jumpstart Worldbook (2019)Rafał Archie Roszkiewicz100% (19)
- Trinity Continuum AberrantDocument314 pagesTrinity Continuum AberrantRowen Prather100% (9)
- Trinity Continuum AberrantDocument314 pagesTrinity Continuum AberrantRowen Prather100% (9)
- (OFFICIAL) TC - Core - Reference BookletDocument8 pages(OFFICIAL) TC - Core - Reference BookletRowen PratherNo ratings yet
- Trinity Continuum - Core - Character Sheet (2019)Document2 pagesTrinity Continuum - Core - Character Sheet (2019)Rowen PratherNo ratings yet
- (Official) TC - ÆonDocument388 pages(Official) TC - ÆonRowen Prather100% (5)
- 1580386802132Document233 pages1580386802132Kyle Rodriguez100% (10)
- Reservoir SedimentationDocument20 pagesReservoir SedimentationKathlienNo ratings yet
- The Guitar in The Middle Ages and RenaisDocument4 pagesThe Guitar in The Middle Ages and RenaisТаня АфанасьеваNo ratings yet
- TestDocument3 pagesTestIonescu Cristina-LucianaNo ratings yet
- Nile and Tigris v2Document554 pagesNile and Tigris v2shuwaarabNo ratings yet
- New Correlations For Predicting Two Phase Electrical SubmersibleDocument11 pagesNew Correlations For Predicting Two Phase Electrical SubmersibleNicolás Ruiz FuentesNo ratings yet
- Port EquipmentsDocument21 pagesPort EquipmentsNeha Motwani100% (2)
- FM 4 Fluid Kinematics CompleteDocument48 pagesFM 4 Fluid Kinematics Completeالياس يونس مرغلانيNo ratings yet
- PRACH Optimization - V1Document11 pagesPRACH Optimization - V1Tulipe Pivoine100% (5)
- Power Gating - Power Management Technique: VLSI Basics and Interview QuestionsDocument12 pagesPower Gating - Power Management Technique: VLSI Basics and Interview QuestionsRohith RajNo ratings yet
- Family Nomenclature and Same-Name Divinities in Roman Religion and MythologyDocument17 pagesFamily Nomenclature and Same-Name Divinities in Roman Religion and MythologyhNo ratings yet
- LG Rotary Compressor GuideDocument32 pagesLG Rotary Compressor Guideวรศิษฐ์ อ๋อง33% (3)
- Compact and Efficient: Rotary KilnsDocument4 pagesCompact and Efficient: Rotary KilnsNhaca100% (1)
- Mswin 9Document388 pagesMswin 9KZNo ratings yet
- Sri Gopala Bhatta GoswamiDocument8 pagesSri Gopala Bhatta GoswamispshankarjpsNo ratings yet
- Electrolysis of Water: Produce H2 & O2 GasesDocument2 pagesElectrolysis of Water: Produce H2 & O2 GasesMichaelAnthonyNo ratings yet
- 1.master Techniques in Surgery - Esophageal Surgery, 1E (2014)Document456 pages1.master Techniques in Surgery - Esophageal Surgery, 1E (2014)Raul Micu ChisNo ratings yet
- Lam Sendz MmsDocument8 pagesLam Sendz MmsVíc AltamarNo ratings yet
- Geotechnical Module: Powerful Software Featuring Intuitive WorkflowDocument4 pagesGeotechnical Module: Powerful Software Featuring Intuitive WorkflowMuhammadAviCennaNo ratings yet
- Topics On Operator InequalitiesDocument29 pagesTopics On Operator Inequalitiesfrigyik100% (1)
- Grandparenting - Play With Me! Activities That Make Learning Fun 24 To 36 MonthsDocument3 pagesGrandparenting - Play With Me! Activities That Make Learning Fun 24 To 36 MonthsAmna ArshadNo ratings yet
- Privilege Speech of Hon. Rex Sarabia, Member of The Sangguniang Panlungsod NG Iloilo Delivered On June 7, 2023 During The Regular Session of The Sangguniang Panlungsod NG IloiloDocument4 pagesPrivilege Speech of Hon. Rex Sarabia, Member of The Sangguniang Panlungsod NG Iloilo Delivered On June 7, 2023 During The Regular Session of The Sangguniang Panlungsod NG IloiloSelurongNo ratings yet
- Cengel FTFS 6e ISM CH 13Document83 pagesCengel FTFS 6e ISM CH 13Duck FernandoNo ratings yet
- Parts List - KTZ411-63Document4 pagesParts List - KTZ411-63Mahmoud ElboraeNo ratings yet
- Pelton WheelDocument5 pagesPelton WheelMuhammedShafiNo ratings yet
- Telemecanique Integral 32 Motor StarterDocument52 pagesTelemecanique Integral 32 Motor StarterJaime IxtaNo ratings yet
- Sentron: Reliable - From ExperienceDocument16 pagesSentron: Reliable - From ExperiencehaydarNo ratings yet
- Kodak Miraclon Plate BrochureDocument2 pagesKodak Miraclon Plate BrochureQuinson Benson CoNo ratings yet
- InglesDocument6 pagesInglesyarilisNo ratings yet
- Calculation of Insulation Thickness For PipesDocument2 pagesCalculation of Insulation Thickness For PipesnarmathaNo ratings yet
- Technical Sheet: Choline Chloride 60% VegetalDocument3 pagesTechnical Sheet: Choline Chloride 60% VegetalAnice CharafNo ratings yet