You might also like
- FMEADocument12 pagesFMEARADHIKA CHANDAKNo ratings yet
- The 5 Core Quality Tools ExplainedDocument17 pagesThe 5 Core Quality Tools ExplainedRajesh GhoshNo ratings yet
- Failure Mode and Effective AnalysisDocument197 pagesFailure Mode and Effective AnalysisHarsha MPNo ratings yet
- Basic Concepts of FMEA and FMECADocument2 pagesBasic Concepts of FMEA and FMECAalyalexNo ratings yet
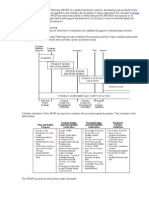
- APQP Process GuideDocument35 pagesAPQP Process GuideThuận HoàngNo ratings yet
- Failure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993Document5 pagesFailure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993JeevanNo ratings yet
- TQM Assignment On Failure Mode Effect Analysis: Srideep Kumar Mohanta 215112033 2013-14Document13 pagesTQM Assignment On Failure Mode Effect Analysis: Srideep Kumar Mohanta 215112033 2013-14mechatronicsmkNo ratings yet
- All Tools in OneDocument38 pagesAll Tools in Oneom_3334No ratings yet
- Risk Analysis Method: FMEA/FMECA in The OrganizationsDocument9 pagesRisk Analysis Method: FMEA/FMECA in The OrganizationsrusitadianNo ratings yet
- FMEA BasicsDocument23 pagesFMEA Basicsashwin jacksonNo ratings yet
- History of FMEA: FMEA Cause and Effect DiagramDocument8 pagesHistory of FMEA: FMEA Cause and Effect Diagramervikas34No ratings yet
- FMEA analysis of quality management processesDocument17 pagesFMEA analysis of quality management processesGowtham D'Night FoxNo ratings yet
- Alphabet of LinesDocument46 pagesAlphabet of LinesNancy Cordero AmbradNo ratings yet
- Quality Core Tools APQP FMEA MSA SPC PPAPDocument14 pagesQuality Core Tools APQP FMEA MSA SPC PPAPالعاب الاطفال- jeux enfantsNo ratings yet
- USAF Electronic Warfare (1945-5)Document295 pagesUSAF Electronic Warfare (1945-5)CAP History LibraryNo ratings yet
- GS-0002D, Design FMEADocument26 pagesGS-0002D, Design FMEAmesa142100% (1)
- Failure Modes and Effects Analysis (FMEA)Document43 pagesFailure Modes and Effects Analysis (FMEA)Muhamad Fauzi100% (1)
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingFrom EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNo ratings yet
- Failure Modes and Effects Analysis (FMEA) and Failure Modes, Effects and Criticality Analysis (FMECA)Document5 pagesFailure Modes and Effects Analysis (FMEA) and Failure Modes, Effects and Criticality Analysis (FMECA)rakhee5545No ratings yet
- Failure Mode Effect AnalysisDocument7 pagesFailure Mode Effect AnalysisRewati KumarNo ratings yet
- Basic Concepts of FMEA and FMECADocument5 pagesBasic Concepts of FMEA and FMECARob WillestoneNo ratings yet
- FMEA Ford PDFDocument32 pagesFMEA Ford PDFashkansoheyl100% (2)
- Development of Quality System For Engine AssemblyDocument55 pagesDevelopment of Quality System For Engine AssemblysvrbchaudhariNo ratings yet
- Failure Mode and Effective AnalysisDocument214 pagesFailure Mode and Effective AnalysisAddhew PraseetyoNo ratings yet
- FMEA2002Document22 pagesFMEA2002deleep6132No ratings yet
- The 5 Core ToolDocument17 pagesThe 5 Core ToolRajesh GhoshNo ratings yet
- FMEA For Manufacturing and Assembly ProcessDocument9 pagesFMEA For Manufacturing and Assembly ProcessAsep SuryanaNo ratings yet
- Natural ApproachDocument3 pagesNatural ApproachNovita SariNo ratings yet
- AIAG Cqi 14 Warranty Key TermsDocument13 pagesAIAG Cqi 14 Warranty Key TermsLipeca75% (8)
- Analyze Product Failures with FMEADocument7 pagesAnalyze Product Failures with FMEAAhmed M. HashimNo ratings yet
- Failure Modes and Effects Analysis (FMEA)Document9 pagesFailure Modes and Effects Analysis (FMEA)yashar2500No ratings yet
- A Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryDocument8 pagesA Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryBONFRINGNo ratings yet
- SEM GuideDocument98 pagesSEM GuideMustaque AliNo ratings yet
- Design, Structural Analysis and D-FMEA of Automobile Manual Transmission Gear-BoxDocument32 pagesDesign, Structural Analysis and D-FMEA of Automobile Manual Transmission Gear-BoxAtul DahiyaNo ratings yet
- Design Failure Mode Effect Analysis of A Centrifugal Oil Cleaner and Plan For Validation of The DfmeaDocument8 pagesDesign Failure Mode Effect Analysis of A Centrifugal Oil Cleaner and Plan For Validation of The DfmeaEfren RodríguezsNo ratings yet
- Identification & Mitigation of Potential Failures of Automotive Hvac Air Management System Using Failure Mode & Effects AnalysisDocument8 pagesIdentification & Mitigation of Potential Failures of Automotive Hvac Air Management System Using Failure Mode & Effects Analysisashishmechengg31No ratings yet
- Seminar Report - Atharva - Sanglikar - 19121236Document22 pagesSeminar Report - Atharva - Sanglikar - 19121236Atharva SanglikarNo ratings yet
- Core Tools PDFDocument3 pagesCore Tools PDFR.BalasubramaniNo ratings yet
- Experiment No 7 MEMDocument11 pagesExperiment No 7 MEMImdad JalaliNo ratings yet
- Are The Tools That Help Us Greatly Reduce Quality Problems in The Launch of New Products Apqp & CP, Amef, Control Plan, SPC, R & R and PpapDocument4 pagesAre The Tools That Help Us Greatly Reduce Quality Problems in The Launch of New Products Apqp & CP, Amef, Control Plan, SPC, R & R and PpapSergio Cristobal Bonilla CegadorNo ratings yet
- Innovative Approach To FMEA Facilitation: Govind RamuDocument34 pagesInnovative Approach To FMEA Facilitation: Govind Ramukskr_44No ratings yet
- Reliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryDocument5 pagesReliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryflavianosamelNo ratings yet
- Failure Mode and Effects Analysis 2Document15 pagesFailure Mode and Effects Analysis 2Oyebanji SurajNo ratings yet
- Hair DryerDocument27 pagesHair Dryerjazzyblue100% (2)
- FMEADocument9 pagesFMEAVinay Kumar KumarNo ratings yet
- Apparel Quality Management FmeaDocument12 pagesApparel Quality Management FmeaSakshi SinghNo ratings yet
- Hazen Alrasyid (3333160102)Document14 pagesHazen Alrasyid (3333160102)Ihadz CleverleyNo ratings yet
- Assignments-Mba Sem-Iii: Subject Code: QM0004Document16 pagesAssignments-Mba Sem-Iii: Subject Code: QM0004Mithesh KumarNo ratings yet
- A Detailed Study On Process Failure Mode and Effect-Turret PunchingDocument12 pagesA Detailed Study On Process Failure Mode and Effect-Turret PunchingQuality DepartmentNo ratings yet
- Failure Modes and Effects AnalysisDocument5 pagesFailure Modes and Effects AnalysisBoBo KyawNo ratings yet
- Using The Pareto Diagram and FMEA FDocument11 pagesUsing The Pareto Diagram and FMEA FKelvin Rodrigo Varona AncajimaNo ratings yet
- Zasadzien Ang.Document4 pagesZasadzien Ang.keuangan sultraNo ratings yet
- Improving The Effectiveness of FMEA Analysis in Automotive - A Case StudyDocument14 pagesImproving The Effectiveness of FMEA Analysis in Automotive - A Case StudyIvanNo ratings yet
- Basic Concepts of FMEA and FMECADocument4 pagesBasic Concepts of FMEA and FMECAtanasa100% (1)
- Molding A SolutionDocument8 pagesMolding A SolutionsiddiqueicmaNo ratings yet
- Failure Mode and Effect AnalysisDocument9 pagesFailure Mode and Effect AnalysisameliaNo ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Design Failure Modes and Effects Analysis (DFMEA) of Self Propelled Onion Harvester (TIFAN Vehicle)Document13 pagesDesign Failure Modes and Effects Analysis (DFMEA) of Self Propelled Onion Harvester (TIFAN Vehicle)IJRASETPublicationsNo ratings yet
- Quality Management AnswersDocument42 pagesQuality Management AnswersVrushali Nayak100% (1)
- Gear Pump Phase 3 PDFDocument20 pagesGear Pump Phase 3 PDFMahesh KudtarkarNo ratings yet
- Foc FmeaDocument6 pagesFoc FmeaShimon PopaNo ratings yet
- 6th GKDC Workshopppt - StaticDocument35 pages6th GKDC Workshopppt - StaticNisha MaliNo ratings yet
- Impact of Covid-19 On The Automotive Industry: BY: ATUL (19109029) RAMAN (19109031) ROHIT (19109037)Document15 pagesImpact of Covid-19 On The Automotive Industry: BY: ATUL (19109029) RAMAN (19109031) ROHIT (19109037)Atul DahiyaNo ratings yet
- Paraphernalia, Schipperke, Pulchritude & more - 40+ uncommon wordsDocument3 pagesParaphernalia, Schipperke, Pulchritude & more - 40+ uncommon wordsAtul DahiyaNo ratings yet
- Exercise and Their Benefits For Elderly People: Boosted Immunity SystemDocument7 pagesExercise and Their Benefits For Elderly People: Boosted Immunity SystemAtul DahiyaNo ratings yet
- Book 1Document3 pagesBook 1Atul DahiyaNo ratings yet
- RMBS BPT402Document103 pagesRMBS BPT402Atul DahiyaNo ratings yet
- Simulation of Pinion: No DataDocument13 pagesSimulation of Pinion: No DataAtul DahiyaNo ratings yet
- Question Bank Research Methodology and Biostatistics BPT 402 1. Calculate Appropriate Measure of Skewness From The Following DataDocument17 pagesQuestion Bank Research Methodology and Biostatistics BPT 402 1. Calculate Appropriate Measure of Skewness From The Following DataAtul DahiyaNo ratings yet
- Part4-Static 1-1Document13 pagesPart4-Static 1-1Atul DahiyaNo ratings yet
- Simulation of Part2: Date: Wednesday, November 24, 2021 Designer: Solidworks Study Name: Static 1 Analysis TypeDocument13 pagesSimulation of Part2: Date: Wednesday, November 24, 2021 Designer: Solidworks Study Name: Static 1 Analysis TypeAtul DahiyaNo ratings yet
- Gear Box Design: Mech 420 Major ProjectDocument62 pagesGear Box Design: Mech 420 Major ProjectAtul DahiyaNo ratings yet
- Sr. No. Item Effects Causes Functions / Requirements Failure ModeDocument6 pagesSr. No. Item Effects Causes Functions / Requirements Failure ModeAtul DahiyaNo ratings yet
- Solution To Two Major Current Problems Using Biodiesel and EthanolDocument8 pagesSolution To Two Major Current Problems Using Biodiesel and EthanolAtul DahiyaNo ratings yet
- Design and Fabrication of Six Speed Constant Mesh Gear Box IJERTV3IS090520Document5 pagesDesign and Fabrication of Six Speed Constant Mesh Gear Box IJERTV3IS090520Atul DahiyaNo ratings yet
- Reflexiones Sobre La Ciencia de La Administración PúblicaDocument19 pagesReflexiones Sobre La Ciencia de La Administración PúblicaPedro Olvera MartínezNo ratings yet
- RSBACDocument166 pagesRSBACtradersanNo ratings yet
- Soal Biokim IDocument9 pagesSoal Biokim INuraMalahayatiNo ratings yet
- A Report On T&D by IbrahimDocument17 pagesA Report On T&D by IbrahimMohammed IbrahimNo ratings yet
- Computational Chunking in Chess PDFDocument211 pagesComputational Chunking in Chess PDFTran VuNo ratings yet
- 2VAA001654 - en S Control SPDSM04 Pulse Input ModuleDocument49 pages2VAA001654 - en S Control SPDSM04 Pulse Input ModuleanbarasanNo ratings yet
- Abdul Azim Resume NewDocument9 pagesAbdul Azim Resume NewSayed WafiNo ratings yet
- 103EXP3 SpectrophotometerDocument5 pages103EXP3 SpectrophotometeralperlengerNo ratings yet
- Syllabus in Study and Thinking SkillsDocument5 pagesSyllabus in Study and Thinking SkillsEnrique Magalay0% (1)
- AgendaDocument72 pagesAgendaThusitha WickramasingheNo ratings yet
- Notes On Unit - 4 - Employees Roles in Service MarketingDocument3 pagesNotes On Unit - 4 - Employees Roles in Service MarketingSridhar Gowda67% (3)
- A105972 PDFDocument42 pagesA105972 PDFKelvin XuNo ratings yet
- Lab 3 DiscussionDocument2 pagesLab 3 DiscussionMarlee WhiteNo ratings yet
- Object Oriented Assignment GuideDocument10 pagesObject Oriented Assignment GuideThiviyaa DarshiniNo ratings yet
- HTTP API - SMS Help GuideDocument8 pagesHTTP API - SMS Help Guideaksh11inNo ratings yet
- Motenergy Me1507 Technical DrawingDocument1 pageMotenergy Me1507 Technical DrawingHilioNo ratings yet
- InapDocument38 pagesInapSourav Jyoti DasNo ratings yet
- Test Bank For Environmental Science For A Changing World Canadian 1St Edition by Branfireun Karr Interlandi Houtman Full Chapter PDFDocument36 pagesTest Bank For Environmental Science For A Changing World Canadian 1St Edition by Branfireun Karr Interlandi Houtman Full Chapter PDFelizabeth.martin408100% (16)
- Scheduling BODS Jobs Sequentially and ConditionDocument10 pagesScheduling BODS Jobs Sequentially and ConditionwicvalNo ratings yet
- Citizen Journalism Practice in Nigeria: Trends, Concerns, and BelievabilityDocument30 pagesCitizen Journalism Practice in Nigeria: Trends, Concerns, and BelievabilityJonathan Bishop100% (3)
- 2 Reason Why I Like DoraemonDocument2 pages2 Reason Why I Like Doraemonpriyanka shafiraNo ratings yet
- Lesson Plan-Brainstorming Session For The Group Occupational Report-Jmeck Wfed495c-2 V4a7Document2 pagesLesson Plan-Brainstorming Session For The Group Occupational Report-Jmeck Wfed495c-2 V4a7api-312884329No ratings yet
- Colortrac Cx40 Utilities Service Manual PDFDocument21 pagesColortrac Cx40 Utilities Service Manual PDFTintila StefanNo ratings yet
- Material Safety Data Sheet: Section I - Chemical Product and Company IdentificationDocument2 pagesMaterial Safety Data Sheet: Section I - Chemical Product and Company IdentificationMu ClasNo ratings yet
- 3rd Year-Industrial Training Letter SampleDocument3 pages3rd Year-Industrial Training Letter SampleSai GowthamNo ratings yet
- What Is "The Mean Relative To Us" in Aristotle's Ethics? - Lesley BrownDocument18 pagesWhat Is "The Mean Relative To Us" in Aristotle's Ethics? - Lesley Brownatonement19No ratings yet