You might also like
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Introduction To Microcasting Techniques For MicroManufacturingDocument41 pagesIntroduction To Microcasting Techniques For MicroManufacturingALDO ROGERNo ratings yet
- Introduction To Microcasting Techniques For MicroManufacturingDocument41 pagesIntroduction To Microcasting Techniques For MicroManufacturingKanti Solanki100% (1)
- ME 664 Lecture on Investment Casting and Microcasting ProcessesDocument21 pagesME 664 Lecture on Investment Casting and Microcasting ProcessesMayank GaurNo ratings yet
- Types of CastingDocument34 pagesTypes of CastingswarajNo ratings yet
- Ceramic Materials Unit 5,6Document32 pagesCeramic Materials Unit 5,6Akhil BaaNo ratings yet
- BTM4723 - Lect 2 Adv CastingDocument46 pagesBTM4723 - Lect 2 Adv CastingMas Ayu HassanNo ratings yet
- Advancement in Casting TechnologyDocument44 pagesAdvancement in Casting TechnologyUddhav ArotheNo ratings yet
- Ae15301-Aircraft Materials and Manufacturing Technology PDFDocument115 pagesAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- Casting and Welding GuideDocument27 pagesCasting and Welding GuidePavaniNo ratings yet
- Seminar Special CastingDocument16 pagesSeminar Special CastingAjith SreenathNo ratings yet
- MP-I-Lecture No. 15-16Document27 pagesMP-I-Lecture No. 15-16Osaid AhmadNo ratings yet
- Ceramic Slurry - An Overview - ScienceDirect TopicsDocument16 pagesCeramic Slurry - An Overview - ScienceDirect TopicsMusteizerNo ratings yet
- Question Paper Code: 21557: Expendable Mold Permanent MoldDocument20 pagesQuestion Paper Code: 21557: Expendable Mold Permanent MoldAnson AntonyNo ratings yet
- Sp. Casting ProcessesDocument71 pagesSp. Casting Processesakshatkumargarg 2K20PE09No ratings yet
- Casting Process PDFDocument36 pagesCasting Process PDFArip BudiNo ratings yet
- Introduction To Casting ProcessesDocument11 pagesIntroduction To Casting Processesuvsing100% (2)
- METALLOGRAPHY: THE STUDY OF METALLIC STRUCTURESDocument41 pagesMETALLOGRAPHY: THE STUDY OF METALLIC STRUCTURESricha_msmeNo ratings yet
- Syllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringDocument59 pagesSyllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringJezneel Jiju AbrahamNo ratings yet
- Metal casting processes and design considerationsDocument78 pagesMetal casting processes and design considerationstvishal8No ratings yet
- Permanent Mold Casting Module - 2BDocument107 pagesPermanent Mold Casting Module - 2BZeeshan RafiqNo ratings yet
- Class5 - Types of CastingDocument94 pagesClass5 - Types of CastingSriharsha SarmaNo ratings yet
- Metal Casting Process Types & Design GuidelinesDocument71 pagesMetal Casting Process Types & Design GuidelinesVijay Pawar100% (2)
- Ae15301 AMMTDocument98 pagesAe15301 AMMTDurai Raj KumarNo ratings yet
- Manufacturing ProcessesDocument9 pagesManufacturing ProcessesAzhar SyedNo ratings yet
- Different Casting Methods ExplainedDocument14 pagesDifferent Casting Methods ExplainedRamoji Aditya Chary100% (1)
- Casting Proceses and Defects_UADDocument23 pagesCasting Proceses and Defects_UADrushabhkhotNo ratings yet
- Manufacturing Process: I Semester ES-119Document170 pagesManufacturing Process: I Semester ES-119sayan halderNo ratings yet
- CHAPTER 11 Metal Casting ProcessDocument47 pagesCHAPTER 11 Metal Casting Processabd altwierNo ratings yet
- Investment Casting Process GuideDocument16 pagesInvestment Casting Process GuideMustafa AbdullahNo ratings yet
- 7 Casting TechnologyDocument15 pages7 Casting Technologyksvinyk7193No ratings yet
- Publication 11 12691 1710Document5 pagesPublication 11 12691 1710xf9bk4wpbfNo ratings yet
- Metal Casting Processes ExplainedDocument50 pagesMetal Casting Processes Explainedمحمد القدوميNo ratings yet
- Module 3 Lecture 2 FinalDocument22 pagesModule 3 Lecture 2 Finaltejap314No ratings yet
- ME8352-Manufacturing Technology - I (MT-I) With QBDocument91 pagesME8352-Manufacturing Technology - I (MT-I) With QBMohana KrishnanNo ratings yet
- Investment Casting ProcessesDocument10 pagesInvestment Casting ProcessesPragyan Kumar PradhanNo ratings yet
- Metallic Materials Casting and Sintering ProcessesDocument23 pagesMetallic Materials Casting and Sintering ProcessesgayeNo ratings yet
- Chapter 4Document119 pagesChapter 4razlan ghazaliNo ratings yet
- Metal Injection Moulding (MIM) Has Over The Past DecadeDocument11 pagesMetal Injection Moulding (MIM) Has Over The Past Decadeprasad_dcrazyNo ratings yet
- PNC3 - Casting IIDocument4 pagesPNC3 - Casting IIAlpNo ratings yet
- Casting Design and Process OptimizationDocument20 pagesCasting Design and Process OptimizationCHANDRAJEET AMARNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document38 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document123 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- The Ceramic Shell Mold ProcessDocument18 pagesThe Ceramic Shell Mold ProcessAbhishek KumarNo ratings yet
- Lecture # 4 Investment CastingDocument53 pagesLecture # 4 Investment CastingAbdulRehman Ahmed SoomroNo ratings yet
- Ssignment Topic: Casting Process, Material & Technique Course Title: Moulding and Casting Course No. F-ART-S 3204Document16 pagesSsignment Topic: Casting Process, Material & Technique Course Title: Moulding and Casting Course No. F-ART-S 3204muntasir id1No ratings yet
- Cast Automobile PartsDocument52 pagesCast Automobile PartsnunuNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument40 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNo ratings yet
- Types of Casting and InspectionDocument5 pagesTypes of Casting and InspectionSahal T YousephNo ratings yet
- Solidification Process (Metal Casting: Expendable Mold Casting: Sand Casting)Document29 pagesSolidification Process (Metal Casting: Expendable Mold Casting: Sand Casting)The NoobNo ratings yet
- 7 - Special Casting ProcessesDocument21 pages7 - Special Casting ProcessesSaniyahNo ratings yet
- Advances in Casting TechnologiesDocument26 pagesAdvances in Casting TechnologiesMohd munafNo ratings yet
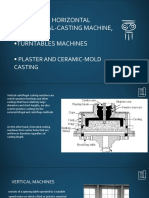
- Vertical & Horizontal Centrifugal-Casting Machine, - Turntables MachinesDocument12 pagesVertical & Horizontal Centrifugal-Casting Machine, - Turntables MachinesJose A. EstradaNo ratings yet
- Manufacturing ProcessDocument6 pagesManufacturing ProcessRk RanaNo ratings yet
- 3 PDFDocument199 pages3 PDFsanku surya sai charanNo ratings yet
- Advannced Manufacturing Process. Module 1Document61 pagesAdvannced Manufacturing Process. Module 1Thomas TharakanNo ratings yet
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocument69 pagesMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaNo ratings yet
- Die Casting and Investment Casting Processes ExplainedDocument9 pagesDie Casting and Investment Casting Processes ExplainedManan GuptaNo ratings yet
- Week 4 - Casting - Part3Document32 pagesWeek 4 - Casting - Part3nergiz2203No ratings yet
- Bahan Beton RinganDocument12 pagesBahan Beton RinganAgoes AriyantoNo ratings yet
- Phyto NanotechnologyDocument3 pagesPhyto NanotechnologyKrishnendu PramanikNo ratings yet
- Bs-Vi Fuel Quality Upgradation Project: Pre Feasibility ReportDocument41 pagesBs-Vi Fuel Quality Upgradation Project: Pre Feasibility Reportrajeev kumarNo ratings yet
- Aesculap EsterilizacionDocument8 pagesAesculap EsterilizacionMarcelo PirizNo ratings yet
- 2017 07 Engineers Notebook - Peterson - HDPE PipeDocument5 pages2017 07 Engineers Notebook - Peterson - HDPE PiperomerobernaNo ratings yet
- CytologyDocument8 pagesCytologyKin Long Chris WongNo ratings yet
- Nursing Care of PharmacologyDocument113 pagesNursing Care of PharmacologyEvelyn MedinaNo ratings yet
- Polymer Processing Assignment-2 (11,20,25,45,51)Document2 pagesPolymer Processing Assignment-2 (11,20,25,45,51)Eshan BhatNo ratings yet
- 1 s2.0 S0026265X21008778 MainDocument8 pages1 s2.0 S0026265X21008778 MainElena LacramioaraNo ratings yet
- Greeks 350-585 B.C.: Quiz #3Document1 pageGreeks 350-585 B.C.: Quiz #3Hea Jennifer AyopNo ratings yet
- In Service Welding Calculation (Confidential)Document1 pageIn Service Welding Calculation (Confidential)Rudi DaNo ratings yet
- IS 1395-1982 - Manual Arc Welding PDFDocument43 pagesIS 1395-1982 - Manual Arc Welding PDFAmal SamantaNo ratings yet
- Dynaflow - GRE Piping - March 26 2009Document60 pagesDynaflow - GRE Piping - March 26 2009sammar_10100% (3)
- A Review On The Recent Advances in Mixed Matrix Membranes For GasDocument18 pagesA Review On The Recent Advances in Mixed Matrix Membranes For GasShaik Muntasir ShovonNo ratings yet
- Applied Sciences: Diversity of Synthetic Dyes From Textile Industries, Discharge Impacts and Treatment MethodsDocument21 pagesApplied Sciences: Diversity of Synthetic Dyes From Textile Industries, Discharge Impacts and Treatment MethodsJOHNEN DELACRUZNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Calcium Gluconate Gel: Material Safety Data SheetDocument4 pagesCalcium Gluconate Gel: Material Safety Data SheetFaraz KhanNo ratings yet
- CH1-3 Chemistry 1301 NotesDocument3 pagesCH1-3 Chemistry 1301 NotesracsomvNo ratings yet
- Reagent Immuno-Trol Low Cells: For in Vitro Diagnostic Use RX Only in The U.S.ADocument2 pagesReagent Immuno-Trol Low Cells: For in Vitro Diagnostic Use RX Only in The U.S.AHưng HoàngNo ratings yet
- HhahaaDocument14 pagesHhahaaMonica NicolasNo ratings yet
- Chapter 4-Source ModelDocument69 pagesChapter 4-Source ModelSatvik SaxenaNo ratings yet
- MasterPel SP 6000 - BASF July 2018 - en - NZDocument2 pagesMasterPel SP 6000 - BASF July 2018 - en - NZDan IonelNo ratings yet
- Useful Formulae For Csec Physic1Document2 pagesUseful Formulae For Csec Physic1Britney valladaresNo ratings yet
- Cu-Fe-Ni (Copper-Iron-Nickel) : Ternary Isothermal SectionsDocument3 pagesCu-Fe-Ni (Copper-Iron-Nickel) : Ternary Isothermal SectionsTrushar ParmarNo ratings yet
- Art 00008Document21 pagesArt 00008Ahmet AltunNo ratings yet
- SHR2400 Liquid Ring Pump Datasheet - SHR2400895Document2 pagesSHR2400 Liquid Ring Pump Datasheet - SHR2400895manuel_lopescasa9273No ratings yet
- ASTM D 7047 - 15e1Document3 pagesASTM D 7047 - 15e1Sur Vani100% (1)
- Benefits of STT PDFDocument8 pagesBenefits of STT PDFElias KapaNo ratings yet
- Mil-Prf-85285e T2 PDFDocument3 pagesMil-Prf-85285e T2 PDFLuis Barrios ArandaNo ratings yet