You might also like
- 2016 - 3D Finite Element Analysis of Spider Non-Isothermal Forging ProcessDocument6 pages2016 - 3D Finite Element Analysis of Spider Non-Isothermal Forging ProcessNguyen Hoang DungNo ratings yet
- International Journal of Impact Engineering: SciencedirectDocument12 pagesInternational Journal of Impact Engineering: SciencedirectBhasker RamagiriNo ratings yet
- Celentano 2002Document13 pagesCelentano 2002fernando_iteNo ratings yet
- The Effect of Different Heights and Angles of EnerDocument10 pagesThe Effect of Different Heights and Angles of EnersaiNo ratings yet
- Dynamic Modelling of Shear Band Formation andDocument8 pagesDynamic Modelling of Shear Band Formation andlinNo ratings yet
- PHD Paper 2 Fatigue LoadingDocument4 pagesPHD Paper 2 Fatigue LoadingpiyushagrawalllNo ratings yet
- An Alternative Frictional Boundary Condition For Computational Fluid Dynamics Simulation of Friction Stir WeldingDocument8 pagesAn Alternative Frictional Boundary Condition For Computational Fluid Dynamics Simulation of Friction Stir WeldingtarunNo ratings yet
- Creep Analysis of Plastically Deformed Shrink-Fitted Joints: Researcharticle-MechanicalengineeringDocument12 pagesCreep Analysis of Plastically Deformed Shrink-Fitted Joints: Researcharticle-MechanicalengineeringshyamNo ratings yet
- 2023-Stored Energy Density Research On The Fatigue Crack Initiation at Twin Boundary and Life Prediction of Inconel718 SuperalloyDocument17 pages2023-Stored Energy Density Research On The Fatigue Crack Initiation at Twin Boundary and Life Prediction of Inconel718 SuperalloybqfmzdrfmcNo ratings yet
- Engineering Fracture Mechanics: Marcello Lepore, Filippo BertoDocument22 pagesEngineering Fracture Mechanics: Marcello Lepore, Filippo BertoHamza DjeloudNo ratings yet
- 2014 Resistance Spot Welding and The Effects of Welding Time and Current On Residual StressesDocument8 pages2014 Resistance Spot Welding and The Effects of Welding Time and Current On Residual Stressesguravshubham7777No ratings yet
- 27) 2014 Rapid Estimation of Fatigue Entropy and Toughness in MetalsDocument9 pages27) 2014 Rapid Estimation of Fatigue Entropy and Toughness in MetalsGabriela TarazonaNo ratings yet
- JMSA 2019 10 0099.R5 - Proof - HiDocument14 pagesJMSA 2019 10 0099.R5 - Proof - HimohamedraafatmgNo ratings yet
- Jzus A2200203Document8 pagesJzus A2200203axel.tokoNo ratings yet
- Effects of Residual Stresses On The Uniaxial Ratcheting Behavior of A Girth-Welded Stainless Steel PipeDocument16 pagesEffects of Residual Stresses On The Uniaxial Ratcheting Behavior of A Girth-Welded Stainless Steel PipeIrfan KhanNo ratings yet
- Finite Element Simulation On HighDocument9 pagesFinite Element Simulation On HighDoan PhucNo ratings yet
- Analysis of The Fin Performance of Offset Strip Fins Used in Plate-Fin Heat ExchangersDocument9 pagesAnalysis of The Fin Performance of Offset Strip Fins Used in Plate-Fin Heat Exchangersloose manusyaNo ratings yet
- 1 s2.0 S1350630721006737 MainDocument16 pages1 s2.0 S1350630721006737 MainMila KartikaNo ratings yet
- Science 2Document15 pagesScience 2dakshNo ratings yet
- RevistaDocument15 pagesRevistaJuan DelgadoNo ratings yet
- Pondicherry2020 ArticleDocument13 pagesPondicherry2020 ArticleDhanraj RajaramanNo ratings yet
- Engineering Fracture Mechanics: N. Saeidi, F. Ashrafizadeh, B. Niroumand, M.R. Forouzan, F. BarlatDocument7 pagesEngineering Fracture Mechanics: N. Saeidi, F. Ashrafizadeh, B. Niroumand, M.R. Forouzan, F. Barlat0511018No ratings yet
- Graphite Nodule Morphology As An Indicator of The Local Complex Strain State in Ductile Cast IronDocument9 pagesGraphite Nodule Morphology As An Indicator of The Local Complex Strain State in Ductile Cast IronIsabelNo ratings yet
- Jin 2018 IOP Conf. Ser. Mater. Sci. Eng. 394 032123Document8 pagesJin 2018 IOP Conf. Ser. Mater. Sci. Eng. 394 032123andresgarro01No ratings yet
- A Method For Evaluating Dynamic Viscosity of All - 2020 - Journal of Advanced JoDocument9 pagesA Method For Evaluating Dynamic Viscosity of All - 2020 - Journal of Advanced JoMaría Hidalgo MurilloNo ratings yet
- Journal of Materials Processing Tech. 263 (2019) 207-222Document16 pagesJournal of Materials Processing Tech. 263 (2019) 207-222Carolina Engel LoaizaNo ratings yet
- 2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelDocument5 pages2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelPedro CunhaNo ratings yet
- Failure Mode, Ferroelastic Behavior and Toughening Effect of Bismuth Titanate Ferroelectric Ceramics Under Uniaxial Compression LoadDocument11 pagesFailure Mode, Ferroelastic Behavior and Toughening Effect of Bismuth Titanate Ferroelectric Ceramics Under Uniaxial Compression Load张鹏No ratings yet
- Mini Belt Grinder Project Journal 3Document20 pagesMini Belt Grinder Project Journal 31DS19ME136-Shivam KumarNo ratings yet
- Finite Element Simulation and Experiment of Chip Formation Process During High Speed Machining of AISI 1045 Hardened SteelDocument5 pagesFinite Element Simulation and Experiment of Chip Formation Process During High Speed Machining of AISI 1045 Hardened SteelHourglass1No ratings yet
- Numerical Simulation of Parallel Hole Cut Blasting With Uncharged HolesDocument6 pagesNumerical Simulation of Parallel Hole Cut Blasting With Uncharged HolesVassilis PentheroudakisNo ratings yet
- 04.2020 - The Influence of Heat Treatment On The Behavior of Fatigue Crack Growth inDocument10 pages04.2020 - The Influence of Heat Treatment On The Behavior of Fatigue Crack Growth inFlick TornNo ratings yet
- International Journal of Mechanical Sciences: P. Karami, K. AbriniaDocument8 pagesInternational Journal of Mechanical Sciences: P. Karami, K. Abriniaاحمد العراقيNo ratings yet
- The Finite Element Simulation of The Friction Stir Welding ProcessDocument9 pagesThe Finite Element Simulation of The Friction Stir Welding ProcessAbhilash Sharan TambakNo ratings yet
- FOD Simulation For Ceramic Turbine BladesDocument6 pagesFOD Simulation For Ceramic Turbine BladesAhmadNo ratings yet
- Fulltext01 PDDocument7 pagesFulltext01 PDAbraham Dominguez SandovalNo ratings yet
- Boundary Condition EffectDocument10 pagesBoundary Condition EffectmohamedraafatmgNo ratings yet
- Finite Element Modelling of Cold ForwardDocument9 pagesFinite Element Modelling of Cold ForwardLahmarabderrahmaneNo ratings yet
- Galan Tucci 1999Document8 pagesGalan Tucci 1999karunbolli3No ratings yet
- 04 Inverse Identification of The Constitutive Equation of Inconel 718 and AISI 1045Document6 pages04 Inverse Identification of The Constitutive Equation of Inconel 718 and AISI 1045Gabriel JiménezNo ratings yet
- Chidiac 1993Document6 pagesChidiac 1993QueenNo ratings yet
- Deformation Analysis of Deep-Drawing by A Finite Element Method PDFDocument4 pagesDeformation Analysis of Deep-Drawing by A Finite Element Method PDFAhmad GemealNo ratings yet
- A 3d Finite Element Simulation of Equal Channel AnDocument4 pagesA 3d Finite Element Simulation of Equal Channel Anshrirama346No ratings yet
- Rotary Bending Fatigue Analysis of Shape Memory Alloys 2017Document13 pagesRotary Bending Fatigue Analysis of Shape Memory Alloys 2017Israa NizzarNo ratings yet
- Analysis of Residual Stresses and Distortions in T-Joint Fillet WeldsDocument16 pagesAnalysis of Residual Stresses and Distortions in T-Joint Fillet WeldsShashin VyasNo ratings yet
- Low Cycle Fatigue Evaluation of Welded Structures With Arbitrary Stress-Strain Curve Considering Stress Triaxiality EffectDocument14 pagesLow Cycle Fatigue Evaluation of Welded Structures With Arbitrary Stress-Strain Curve Considering Stress Triaxiality EffectsscNo ratings yet
- Correlation Study On Tensile Properties of Cu, CuCrZr and W by Small PunchDocument10 pagesCorrelation Study On Tensile Properties of Cu, CuCrZr and W by Small PunchFacundo PainetruNo ratings yet
- International Journal of Solids and StructuresDocument9 pagesInternational Journal of Solids and StructuresRasagya MishraNo ratings yet
- Perdahcioglu Esomat06 PaperDocument6 pagesPerdahcioglu Esomat06 PaperAhmed El-SaiedNo ratings yet
- Journal of Materials Processing Technology: Jun Cao, Michael A. Gharghouri, Philip NashDocument11 pagesJournal of Materials Processing Technology: Jun Cao, Michael A. Gharghouri, Philip NashJesus Ismael Jimenez GarciaNo ratings yet
- Evolution of Residual Stresses With Fatigue Crack Growth in A Variable Polarity Plasma Arc-Welded Aluminum Alloy Compact Tension SpecimenDocument8 pagesEvolution of Residual Stresses With Fatigue Crack Growth in A Variable Polarity Plasma Arc-Welded Aluminum Alloy Compact Tension Specimenbahman.samadiNo ratings yet
- Fracture Criteria of Piezoelectric Ceramics With Defects: Daining Fang, Zhen-Ke Zhang, Ai Kah Soh, Kwok Lun LeeDocument12 pagesFracture Criteria of Piezoelectric Ceramics With Defects: Daining Fang, Zhen-Ke Zhang, Ai Kah Soh, Kwok Lun LeeRasagya MishraNo ratings yet
- Milling Wear of Carbide Tool For Processing Nickel-Based Alloy in Cryogenic Based On The Entropy ChangeDocument11 pagesMilling Wear of Carbide Tool For Processing Nickel-Based Alloy in Cryogenic Based On The Entropy ChangeRAMACHANDRAN MNITNo ratings yet
- 2013 Finite Element Analysis of Erosive Wear For Offshore StructureDocument8 pages2013 Finite Element Analysis of Erosive Wear For Offshore StructureJoão Guilherme CyrilloNo ratings yet
- Assessment of Fatigue Damage Evolution in Woven Composite Materials Using Infra-Red TechniquesDocument10 pagesAssessment of Fatigue Damage Evolution in Woven Composite Materials Using Infra-Red TechniquesFederico LamonNo ratings yet
- Thermo-Mechanical Deformation History and The Residual StressDocument13 pagesThermo-Mechanical Deformation History and The Residual Stressbat sohNo ratings yet
- Investigations On The Effects of Friction Modeling in Finite Element Simulation of MachiningDocument12 pagesInvestigations On The Effects of Friction Modeling in Finite Element Simulation of MachiningArul KirubakaranNo ratings yet
- Axiality of Loading in The Tensile TestDocument5 pagesAxiality of Loading in The Tensile TestSonja KostićNo ratings yet
- Influence of Temperature and Thickness On The Off-Axis Behaviour of Short Glass FibreDocument13 pagesInfluence of Temperature and Thickness On The Off-Axis Behaviour of Short Glass FibreAndres Felipe Perez MarinNo ratings yet
- 2015 Symposium - Lean 101Document47 pages2015 Symposium - Lean 101Nguyen Hoang DungNo ratings yet
- Fast Results From LeanDocument25 pagesFast Results From LeanNguyen Hoang DungNo ratings yet
- Application-of-Batch-size-reduction-in-construction - Nguyen Hoang DungDocument12 pagesApplication-of-Batch-size-reduction-in-construction - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- Infection Prevention & Control (IPC) Best Practice GuidelineDocument6 pagesInfection Prevention & Control (IPC) Best Practice GuidelineNguyen Hoang DungNo ratings yet
- FX 3 CnnfaDocument24 pagesFX 3 CnnfaNguyen Hoang DungNo ratings yet
- Material Availability at Point of Use: Master of Science Thesis in Supply Chain ManagementDocument113 pagesMaterial Availability at Point of Use: Master of Science Thesis in Supply Chain ManagementNguyen Hoang DungNo ratings yet
- A Framework For Lean Manufacturing ImplementationDocument23 pagesA Framework For Lean Manufacturing ImplementationNguyen Hoang DungNo ratings yet
- ShefferDocument5 pagesShefferNguyen Hoang DungNo ratings yet
- Prevention in A High-Risk Rural Kenyan Population Through Point-Of-Use Chlorination, Safe Water Storage, Sanitation, and Rainwater Harvesting - NgHoang DungDocument9 pagesPrevention in A High-Risk Rural Kenyan Population Through Point-Of-Use Chlorination, Safe Water Storage, Sanitation, and Rainwater Harvesting - NgHoang DungNguyen Hoang DungNo ratings yet
- The CTQ Flowdown As A Conceptual Model of Project Objectives - Nguyen Hoang DungDocument1 pageThe CTQ Flowdown As A Conceptual Model of Project Objectives - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,353,767 B1Document14 pagesUnited States Patent: (12) (10) Patent N0.: US 6,353,767 B1Nguyen Hoang DungNo ratings yet
- Work in Progress Methods of Contrast Enhancement of NMR Imaging and Potential Applications - Nguyen Hoang DungDocument8 pagesWork in Progress Methods of Contrast Enhancement of NMR Imaging and Potential Applications - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- A Time Window Approach To Simultaneous Scheduling of Machines and Material Handling System in An FMSDocument14 pagesA Time Window Approach To Simultaneous Scheduling of Machines and Material Handling System in An FMSbharathiNo ratings yet
- Honvlaoai/N: United States PatentDocument16 pagesHonvlaoai/N: United States PatentNguyen Hoang DungNo ratings yet
- Product Planning in Quality Function Deployment Using A Combined Analytic Network Process and Goal Programming Approach - Nguyen Hoang DungDocument20 pagesProduct Planning in Quality Function Deployment Using A Combined Analytic Network Process and Goal Programming Approach - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- UntitledDocument1 pageUntitledNguyen Hoang DungNo ratings yet
- 1996 - Flashless Closed-Die Upset Forging-Load Estimation For Optimal Cold Header SelectionDocument14 pages1996 - Flashless Closed-Die Upset Forging-Load Estimation For Optimal Cold Header SelectionNguyen Hoang DungNo ratings yet
- 1988 - Method of Manufacture of A Magnetic Rotor Core Member For A Dynamoelectric MachineDocument7 pages1988 - Method of Manufacture of A Magnetic Rotor Core Member For A Dynamoelectric MachineNguyen Hoang DungNo ratings yet
- One Contribution To The Friction Investigation in Bulk Metal FormingDocument14 pagesOne Contribution To The Friction Investigation in Bulk Metal FormingNguyen Hoang DungNo ratings yet
- Tracheobronchial Tree Expandable Metallic Stents Used in Experimental and Clinical Applications Work in Progress - Nguyen Hoang DungDocument4 pagesTracheobronchial Tree Expandable Metallic Stents Used in Experimental and Clinical Applications Work in Progress - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- Work in Progress Toward A New Paradigm For The Sociological Study of Religion in The United States - Nguyen Hoang DungDocument50 pagesWork in Progress Toward A New Paradigm For The Sociological Study of Religion in The United States - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- 1995 - Precision Cold Die Forging of A Ring Gear by Divided Flow MethodDocument9 pages1995 - Precision Cold Die Forging of A Ring Gear by Divided Flow MethodNguyen Hoang DungNo ratings yet
- A Hybrid Framework Based On SIPOC and Six Sigma DMAIC For Improving Process Dimensions in Supply Chain Network - NG Hoang DungDocument27 pagesA Hybrid Framework Based On SIPOC and Six Sigma DMAIC For Improving Process Dimensions in Supply Chain Network - NG Hoang DungNguyen Hoang DungNo ratings yet
- 2007 - Application of Net Shape and Near Net Shape Forming Technologies in ManufactureDocument18 pages2007 - Application of Net Shape and Near Net Shape Forming Technologies in ManufactureNguyen Hoang DungNo ratings yet
- 2011 - Multi Objective Optimization of Process Parameters For The Helical Gear Precision Forging by Using Taguchi MethodDocument9 pages2011 - Multi Objective Optimization of Process Parameters For The Helical Gear Precision Forging by Using Taguchi MethodNguyen Hoang DungNo ratings yet
- 2005 - Near Net Shape Forging With FEMDocument21 pages2005 - Near Net Shape Forging With FEMNguyen Hoang DungNo ratings yet
- Evolution and Application of Rapid Prototyping TechnologiesDocument14 pagesEvolution and Application of Rapid Prototyping TechnologiesNguyen Hoang DungNo ratings yet
- 2001 - Problems of Accuracy Control in Cold FormingDocument6 pages2001 - Problems of Accuracy Control in Cold FormingNguyen Hoang DungNo ratings yet
- 1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodDocument9 pages1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodNguyen Hoang DungNo ratings yet
- Near Net Shape Forging Using The Backward Deformation MethodDocument15 pagesNear Net Shape Forging Using The Backward Deformation MethodNguyen Hoang DungNo ratings yet
- Welding Panel-AWS D1.1 Structural Welding Code-Wes OliphantDocument27 pagesWelding Panel-AWS D1.1 Structural Welding Code-Wes OliphantVijay Gurav100% (3)
- CBD Aisc 360 10Document79 pagesCBD Aisc 360 10Angel VargasNo ratings yet
- Waukesha Valve Adjustment All VHP EnginesDocument6 pagesWaukesha Valve Adjustment All VHP EnginesJoe Huff100% (1)
- 15-40 NB PV TisDocument2 pages15-40 NB PV Tisjsathiyadev7125No ratings yet
- Soil CharacterizationDocument20 pagesSoil CharacterizationSajjad AnwarNo ratings yet
- M/s. Hindustan Zinc Limited, Kayad Mine, Ajmer.: Test Report For Motor Protection RelayDocument8 pagesM/s. Hindustan Zinc Limited, Kayad Mine, Ajmer.: Test Report For Motor Protection RelayKIRUBANESANNo ratings yet
- Flostar M EN MID Version Finale WA0009 1 MID EN 08 17Document4 pagesFlostar M EN MID Version Finale WA0009 1 MID EN 08 17Afrizal PHBNo ratings yet
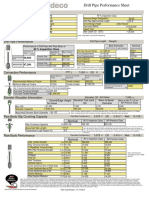
- Drill Pipe Performance Sheet 5.875 XT57 G105Document3 pagesDrill Pipe Performance Sheet 5.875 XT57 G105Garcia C L AlbertoNo ratings yet
- Portal Frame Knee Connection Report SampleDocument5 pagesPortal Frame Knee Connection Report SampleozbuildNo ratings yet
- Tes-K-100.01-R-1 - Hvac PDFDocument87 pagesTes-K-100.01-R-1 - Hvac PDFMohammed Abdul Moied100% (2)
- L14 Anchored SheetPile 3Document34 pagesL14 Anchored SheetPile 3Mohammed Al KhatibNo ratings yet
- Successful Offshore Annulus Gate Valve Isolation With KCI's Mac-PacDocument3 pagesSuccessful Offshore Annulus Gate Valve Isolation With KCI's Mac-PacazareiforoushNo ratings yet
- Chapter 4 PDFDocument48 pagesChapter 4 PDFmidju dugassaNo ratings yet
- Pump Data SheetDocument1 pagePump Data SheetZUCEL ARLLETTE MAJUS CASTANEDANo ratings yet
- Saxon Copper Flow Electric-InstallerManualDocument20 pagesSaxon Copper Flow Electric-InstallerManualMichael ForteNo ratings yet
- HSM01 - Erection Manual en Rev02Document20 pagesHSM01 - Erection Manual en Rev02jokoNo ratings yet
- Prob. 17-80: Quations of Otion Otation About A Ixed XISDocument10 pagesProb. 17-80: Quations of Otion Otation About A Ixed XISamit_iitNo ratings yet
- Biju CVDocument5 pagesBiju CVMercatoR GamingNo ratings yet
- Labsheet 1 PneumaticDocument4 pagesLabsheet 1 PneumaticAsma AmirahNo ratings yet
- PUMPDocument38 pagesPUMPMurugavel VenkatNo ratings yet
- Specification D683 234.5KW 2300rpm Marine Engine PDFDocument31 pagesSpecification D683 234.5KW 2300rpm Marine Engine PDFKIJETYNo ratings yet
- LT DC Shunt MotorDocument3 pagesLT DC Shunt MotorRadha Krishnan PNo ratings yet
- Chip Formation 2Document8 pagesChip Formation 2Ebrahim Abdullah HanashNo ratings yet
- Cstps Modofied-131230103858Document66 pagesCstps Modofied-131230103858Santoshkumar GuptaNo ratings yet
- Radiation Heat Transfer: Amit KakkarDocument11 pagesRadiation Heat Transfer: Amit KakkarRupesh TiwariNo ratings yet
- Distillation of Alcoholic BeveragesDocument6 pagesDistillation of Alcoholic BeveragesKierby PecundoNo ratings yet
- Envicool Outdoor Cabinet Cooling SolutionDocument8 pagesEnvicool Outdoor Cabinet Cooling SolutionCaesar Adam0% (1)
- The Influence of Dilution HoleDocument7 pagesThe Influence of Dilution HolesmhosNo ratings yet
- Germinator Pro Man GB 301010048 150616Document58 pagesGerminator Pro Man GB 301010048 150616mario biscontiNo ratings yet
- Swirl Engineering Company Profile 081020Document17 pagesSwirl Engineering Company Profile 081020Terence LaiNo ratings yet