You might also like
- ASHRAE Symposium AC-02!9!1 Electric Chiller Model-HydemanDocument9 pagesASHRAE Symposium AC-02!9!1 Electric Chiller Model-HydemanrickliberaliNo ratings yet
- Chapter 4-Simple Vapour Compression Refrigeration SystemDocument40 pagesChapter 4-Simple Vapour Compression Refrigeration Systemm_alodat614450% (2)
- Consider A Two-Stage Cascade Refrigeration System .Document5 pagesConsider A Two-Stage Cascade Refrigeration System .NaufalNo ratings yet
- Thermodynamics - Lecture Notes Course Objectives: Jlwanyaga@agric - Mak.ac - UgDocument58 pagesThermodynamics - Lecture Notes Course Objectives: Jlwanyaga@agric - Mak.ac - UgMugume JonanNo ratings yet
- 1 s2.0 S0140700723001524 MainDocument28 pages1 s2.0 S0140700723001524 MainShakuntal KhamarNo ratings yet
- Comparing Pressure Flow Solvers For Dinamic SimulationDocument24 pagesComparing Pressure Flow Solvers For Dinamic SimulationEdgar HuancaNo ratings yet
- J Jprocont 2019 11 006Document17 pagesJ Jprocont 2019 11 006LTORRESMNo ratings yet
- Hydrocarbon Engineering Nov 2004Document4 pagesHydrocarbon Engineering Nov 2004quinteroudinaNo ratings yet
- Modeling of Heavy Duty Electrohydraulic ManipulatorDocument10 pagesModeling of Heavy Duty Electrohydraulic Manipulatoraenas984363No ratings yet
- Nuclear Power Plant Steam Turbine-Modeling For Model Based Control PurposesDocument25 pagesNuclear Power Plant Steam Turbine-Modeling For Model Based Control PurposesMuhammad Junaid DarNo ratings yet
- State Space Model Predictive Control of An Aerothermic Process With Actuators ConstraintsDocument9 pagesState Space Model Predictive Control of An Aerothermic Process With Actuators ConstraintsSamantha BrownNo ratings yet
- New StylesDocument4 pagesNew StylesKarimPrinceAddoNo ratings yet
- Real-Time Optimization of An Industrial-Scale Vapor Recompression Distillation Process. Model Validation and AnalysisDocument12 pagesReal-Time Optimization of An Industrial-Scale Vapor Recompression Distillation Process. Model Validation and AnalysiscamartinezriNo ratings yet
- Modelling and Dynamic Simulation of Processes With MATLAB'. An Application of A Natural Gas Installation in A Power PlantDocument12 pagesModelling and Dynamic Simulation of Processes With MATLAB'. An Application of A Natural Gas Installation in A Power PlantyacobaschalewNo ratings yet
- A New Engineering Method For Fuzzy Reliability Analysis of Surge Detection and Isolation in Centrifugal CompressorDocument6 pagesA New Engineering Method For Fuzzy Reliability Analysis of Surge Detection and Isolation in Centrifugal CompressorMohamed HamedNo ratings yet
- Achieving Higher Power Plant Performance: GenerationDocument4 pagesAchieving Higher Power Plant Performance: GenerationmanahujaNo ratings yet
- Catalysts: Process Simulation For The Design and Scale Up of Heterogeneous Catalytic Process: Kinetic Modelling IssuesDocument33 pagesCatalysts: Process Simulation For The Design and Scale Up of Heterogeneous Catalytic Process: Kinetic Modelling Issuesjesus de jesusNo ratings yet
- Steam Turbine Model20160410 3700 Tsbd93 With Cover Page v2Document19 pagesSteam Turbine Model20160410 3700 Tsbd93 With Cover Page v2Leroy Lionel SonfackNo ratings yet
- Optimising power networks and temperature control systemsDocument7 pagesOptimising power networks and temperature control systemsOur Beatiful Waziristan OfficialNo ratings yet
- A General Framework For The Integration of Computational Fluid Dynamics and Process Simulation - 2000 - F - Bezzo PDFDocument6 pagesA General Framework For The Integration of Computational Fluid Dynamics and Process Simulation - 2000 - F - Bezzo PDFRaúl RivasNo ratings yet
- A General Framework For The Integration of Computational Fluid Dynamics and Process Simulation - 2000 - F - Bezzo PDFDocument6 pagesA General Framework For The Integration of Computational Fluid Dynamics and Process Simulation - 2000 - F - Bezzo PDFRaúl RivasNo ratings yet
- Jsir 72 (6) 373-378Document6 pagesJsir 72 (6) 373-378mghgolNo ratings yet
- Pellegrinetti Bentsman96Document8 pagesPellegrinetti Bentsman96Dariska Kukuh WahyudiantoNo ratings yet
- A Parameter Estimation Based Model Heat pumpDocument16 pagesA Parameter Estimation Based Model Heat pumpINGETERMICANo ratings yet
- Compressor Dynamics 2Document1 pageCompressor Dynamics 2nirmal_subudhiNo ratings yet
- Advance Process ControlDocument11 pagesAdvance Process Control김형진No ratings yet
- Dynamic Process Simulation When Do We Really Need ItDocument4 pagesDynamic Process Simulation When Do We Really Need ItDenis GontarevNo ratings yet
- OM-CFD Coupling-Performance Evaluation of HVAC Systems19-073Document12 pagesOM-CFD Coupling-Performance Evaluation of HVAC Systems19-073M Hilman GumelarNo ratings yet
- (Zheng2012) An Energy Saving Factory-ValidatedDocument6 pages(Zheng2012) An Energy Saving Factory-ValidatedFernando LoteroNo ratings yet
- Optimising Safety Relief and Flare SystemsDocument8 pagesOptimising Safety Relief and Flare SystemsJoseph McMullenNo ratings yet
- Li (2012)Document12 pagesLi (2012)Francisco OppsNo ratings yet
- (IJETA-V8I2P4) :MR J NarenDocument7 pages(IJETA-V8I2P4) :MR J NarenIJETA - EighthSenseGroupNo ratings yet
- Steam Turbine ModelDocument19 pagesSteam Turbine ModelRoberto ZuñigaNo ratings yet
- A New Automotive Air Conditioning System Simulation Tool Developed in MATLAB/SimulinkDocument15 pagesA New Automotive Air Conditioning System Simulation Tool Developed in MATLAB/SimulinkPrashant IngaleNo ratings yet
- Pump Model Paris2004Document5 pagesPump Model Paris2004عزالدين حسنNo ratings yet
- Simulators For Risk AssessmentDocument20 pagesSimulators For Risk Assessmentajrojas1359100% (1)
- T.T. Chow, Z. Lin and C.L. Song City University of Hong Kong Hong Kong SAR, China G.Q. Zhang Hunan University Changsha, ChinaDocument8 pagesT.T. Chow, Z. Lin and C.L. Song City University of Hong Kong Hong Kong SAR, China G.Q. Zhang Hunan University Changsha, ChinaGiuseppeNo ratings yet
- Thermodynamics and The Simulation EngineerDocument43 pagesThermodynamics and The Simulation EngineerNeagu MihaelaNo ratings yet
- Turbomachinery CFD on Parallel Computers for Propulsion System DesignDocument20 pagesTurbomachinery CFD on Parallel Computers for Propulsion System DesignYoseth Jose Vasquez ParraNo ratings yet
- Robust Fuzzy Fault Detection and Isolation Approach Applied To Surge in Centrifugal Compressor Modeling and ControlDocument25 pagesRobust Fuzzy Fault Detection and Isolation Approach Applied To Surge in Centrifugal Compressor Modeling and Controlmehdipoor33No ratings yet
- Environmental Analysis of Injection Molding ProcessesDocument6 pagesEnvironmental Analysis of Injection Molding ProcessesVirgil CenariuNo ratings yet
- Compressor Tech 2Document6 pagesCompressor Tech 2Elvis Alberto Rodriguez Bravo100% (1)
- Aspen Hysys SimulationDocument5 pagesAspen Hysys SimulationEngr Mohammad FarhanNo ratings yet
- Article Surge Control Analysis For Centrifugal CompressorsDocument3 pagesArticle Surge Control Analysis For Centrifugal CompressorsHatem Ali100% (1)
- Energies 08 08497 PDFDocument19 pagesEnergies 08 08497 PDFAbuubakr Abdelwhab HassanNo ratings yet
- Development ofDocument13 pagesDevelopment ofvikrampunia3No ratings yet
- A Model of Cogeneration Plants Based On Small Size Gas Turbines - 00943000Document4 pagesA Model of Cogeneration Plants Based On Small Size Gas Turbines - 00943000Anndy TancaNo ratings yet
- Malfunction Detection of The Cooling System in Air-Forced Power Transformers Using Online Thermal MonitoringDocument11 pagesMalfunction Detection of The Cooling System in Air-Forced Power Transformers Using Online Thermal MonitoringДенис ЛяпуновNo ratings yet
- GT 2Document47 pagesGT 2candhareNo ratings yet
- Reliability Analysis in Mechanical Failure Diagnosis For Automotive Air Conditioning SystemsDocument6 pagesReliability Analysis in Mechanical Failure Diagnosis For Automotive Air Conditioning SystemsPriscilla EdenNo ratings yet
- Model Predictive Control Techniques For CSTR Using MatlabDocument9 pagesModel Predictive Control Techniques For CSTR Using MatlabJeeva MJNo ratings yet
- Applied Sciences: Theoretical Assessment of DC/DC Power Converters' Basic Topologies. A Common Static ModelDocument28 pagesApplied Sciences: Theoretical Assessment of DC/DC Power Converters' Basic Topologies. A Common Static ModelDharmender KumarNo ratings yet
- Hierachical Fuzzy MPC Concept ForDocument8 pagesHierachical Fuzzy MPC Concept ForTrung NguyenNo ratings yet
- Thermodynamic Optimization of Screw CompressorsDocument8 pagesThermodynamic Optimization of Screw CompressorsSaeedAkbarzadehNo ratings yet
- A Modeling Approach For HVAC Systems Based On The Lo - 2014 - IFAC Proceedings VDocument7 pagesA Modeling Approach For HVAC Systems Based On The Lo - 2014 - IFAC Proceedings VCARLOS ALBERTO UCEDA BALLENANo ratings yet
- Mathematics 10 02818 v2Document19 pagesMathematics 10 02818 v2Abd Ur RehmanNo ratings yet
- Energies: Direct Analytical Modeling For Optimal, On-Design Performance of Ejector For Simulating Heat-Driven SystemsDocument21 pagesEnergies: Direct Analytical Modeling For Optimal, On-Design Performance of Ejector For Simulating Heat-Driven SystemsKALIMUTHU SELVAMNo ratings yet
- Willans Line ArticleDocument8 pagesWillans Line Articlealiscribd46100% (1)
- A Component Map Adaptation Method For Compressor Modeling and DiagnosisDocument13 pagesA Component Map Adaptation Method For Compressor Modeling and DiagnosisMahnoorNo ratings yet
- CFD Analysis of R404A Reciprocating Compressor DesignDocument7 pagesCFD Analysis of R404A Reciprocating Compressor DesignSami ThirunavukkarasuNo ratings yet
- Practical Control of Electric Machines: Model-Based Design and SimulationFrom EverandPractical Control of Electric Machines: Model-Based Design and SimulationNo ratings yet
- Modeling and Simulation of Thermal Power Plants with ThermoSysPro: A Theoretical Introduction and a Practical GuideFrom EverandModeling and Simulation of Thermal Power Plants with ThermoSysPro: A Theoretical Introduction and a Practical GuideNo ratings yet
- Diagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceFrom EverandDiagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceNo ratings yet
- EN007001 Engineering Research Methodology: Statistical Inference: Bayesian InferenceDocument72 pagesEN007001 Engineering Research Methodology: Statistical Inference: Bayesian Inferenceคงเดช คํานึกNo ratings yet
- Jian Sun, Teja Kuruganti, Jeff Munk, Jin Dong, Borui Cui: SciencedirectDocument15 pagesJian Sun, Teja Kuruganti, Jeff Munk, Jin Dong, Borui Cui: Sciencedirectคงเดช คํานึกNo ratings yet
- Course Completion Certificate: Khongdech KamnukDocument1 pageCourse Completion Certificate: Khongdech Kamnukคงเดช คํานึกNo ratings yet
- 02 WholeDocument156 pages02 Wholeคงเดช คํานึกNo ratings yet
- Screw compressor review article focuses on refrigeration applicationsDocument32 pagesScrew compressor review article focuses on refrigeration applicationsคงเดช คํานึกNo ratings yet
- Entropy: Exergy Analysis of A Subcritical Refrigeration Cycle With An Improved Impulse Turbo ExpanderDocument16 pagesEntropy: Exergy Analysis of A Subcritical Refrigeration Cycle With An Improved Impulse Turbo Expanderคงเดช คํานึกNo ratings yet
- Evaporative Condenser Control in Industrial Refrigeration SystemsDocument16 pagesEvaporative Condenser Control in Industrial Refrigeration SystemsBao NguyenNo ratings yet
- Optimization of Refrigeration Machinery : Giiran WallDocument5 pagesOptimization of Refrigeration Machinery : Giiran Wallคงเดช คํานึกNo ratings yet
- Entropy: Exergy Analysis of A Subcritical Refrigeration Cycle With An Improved Impulse Turbo ExpanderDocument16 pagesEntropy: Exergy Analysis of A Subcritical Refrigeration Cycle With An Improved Impulse Turbo Expanderคงเดช คํานึกNo ratings yet
- Evaporative Condenser Control in Industrial Refrigeration SystemsDocument16 pagesEvaporative Condenser Control in Industrial Refrigeration SystemsBao NguyenNo ratings yet
- A Study of Low GWP Refrigerants For Transport Refrigeration BasedDocument10 pagesA Study of Low GWP Refrigerants For Transport Refrigeration Basedคงเดช คํานึกNo ratings yet
- Ublications NCDocument6 pagesUblications NCNguyễn Văn HoaNo ratings yet
- Everything You Need to Know About Steam FormationDocument17 pagesEverything You Need to Know About Steam FormationKanishkNo ratings yet
- IDA Essentials - Issue 3.0Document102 pagesIDA Essentials - Issue 3.0Engineering TeamNo ratings yet
- Thermal Machines and Heat Engines GuideDocument25 pagesThermal Machines and Heat Engines GuideSadam August DulomNo ratings yet
- Two Important Areas of Application For Thermodynamics Are Power Generation and RefrigerationDocument1 pageTwo Important Areas of Application For Thermodynamics Are Power Generation and RefrigerationAliAhmerNo ratings yet
- A Review of Research On The Closed Thermodynamic Cycles of Ocean Thermal Energy ConversionDocument11 pagesA Review of Research On The Closed Thermodynamic Cycles of Ocean Thermal Energy ConversionReemal Divnesh PrasadNo ratings yet
- Automatic Air Pinch Valves for Fluids ControlDocument3 pagesAutomatic Air Pinch Valves for Fluids ControlWei-Feng FangNo ratings yet
- Group Project: (Thermodynamics I - Bda20703)Document6 pagesGroup Project: (Thermodynamics I - Bda20703)Muhammad Amirul Haziq Bin ZawawiNo ratings yet
- Experiment 1Document8 pagesExperiment 1Ceddie MianoNo ratings yet
- A Gas Turbine UnitDocument9 pagesA Gas Turbine UnitTITU NATHNo ratings yet
- Steam Turbine Gas Turbine and Dual FuelDocument37 pagesSteam Turbine Gas Turbine and Dual FuelJomeru- SenpaiNo ratings yet
- BMW Engine: Studtent Name: 1.fakher 2.fasil 3Document12 pagesBMW Engine: Studtent Name: 1.fakher 2.fasil 3Fakher AlrashidNo ratings yet
- The Effect of Elevated Inlet Air Temperature and Relative Humidity On Cogeneration SystemDocument11 pagesThe Effect of Elevated Inlet Air Temperature and Relative Humidity On Cogeneration SystemAdrian Arauco CarhuasNo ratings yet
- Heat Pipe PaperDocument5 pagesHeat Pipe PaperInquiry XEEPLNo ratings yet
- Applied Thermal Engineering: Costante M. Invernizzi, Paolo Iora, Markus Preißinger, Giampaolo ManzoliniDocument8 pagesApplied Thermal Engineering: Costante M. Invernizzi, Paolo Iora, Markus Preißinger, Giampaolo ManzoliniJosé Fco. VillegasNo ratings yet
- UNIT III Material Advance Theory of IC EnginesDocument17 pagesUNIT III Material Advance Theory of IC EnginesRajkamal PNo ratings yet
- Closed Cycle Gas Turbine Working FluidsDocument11 pagesClosed Cycle Gas Turbine Working FluidsAdil MalikNo ratings yet
- Organic Rankine CycleDocument14 pagesOrganic Rankine Cycleoverlord5555No ratings yet
- Classification of Gas Turbine Power PlantDocument7 pagesClassification of Gas Turbine Power PlantPK100% (1)
- Thermo II Lecture 21Document16 pagesThermo II Lecture 21Jamil Flt LtNo ratings yet
- First Chapter - Introduction To Applied Thermodynamic - AULA 7Document13 pagesFirst Chapter - Introduction To Applied Thermodynamic - AULA 7Gabriel SantosNo ratings yet
- Gas Turbine: Classification, Open and Closed Cycle, Gas Turbine FuelsDocument10 pagesGas Turbine: Classification, Open and Closed Cycle, Gas Turbine FuelsAsim TailorNo ratings yet
- Activity 2 Thermo 1 & 2 PDFDocument4 pagesActivity 2 Thermo 1 & 2 PDFonyxNo ratings yet
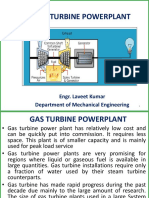
- Gas Turbine Powerplant - 2018Document55 pagesGas Turbine Powerplant - 2018Karam Ali Khuwaja100% (1)
- Organic Rankine Cycle For Turboprop Engine ApplicaDocument21 pagesOrganic Rankine Cycle For Turboprop Engine ApplicaHebaNo ratings yet
- Validation of A Vapour Compression Refrigeration System Design ModelDocument7 pagesValidation of A Vapour Compression Refrigeration System Design Modelkannanmech87No ratings yet
- CTDCHA2 - Learning Unit 1C 2019Document63 pagesCTDCHA2 - Learning Unit 1C 2019Brandon GreenwoodNo ratings yet