You might also like
- Efficient Water Utilisation in Textile Wet Processing PDFDocument4 pagesEfficient Water Utilisation in Textile Wet Processing PDFPaul MocanuNo ratings yet
- Antimicrobial Activity of Clove Oil on Silk FabricDocument59 pagesAntimicrobial Activity of Clove Oil on Silk FabricAmruta Vishwaradhya PuranikmathNo ratings yet
- H&M Code of Conduct - Minimum Requirements: 1. Child LabourDocument8 pagesH&M Code of Conduct - Minimum Requirements: 1. Child LabourTHYAGUNo ratings yet
- INDUSTRIAL INTERNSHIP REPORT ON MANUFACTURING OF DYESDocument50 pagesINDUSTRIAL INTERNSHIP REPORT ON MANUFACTURING OF DYES1031 Ayush NasitNo ratings yet
- Aarvee Denim (Final Report)Document52 pagesAarvee Denim (Final Report)DarshitSejpara100% (2)
- Bharat Vijay Mills DocumentDocument62 pagesBharat Vijay Mills DocumentShivangi BhargavaNo ratings yet
- Sangam India FundDocument49 pagesSangam India FundP.B VeeraraghavuluNo ratings yet
- Industrial ReportDocument64 pagesIndustrial Reportfuad ullahNo ratings yet
- 2012 Textile Internship Report Arvind Denim DevisionDocument84 pages2012 Textile Internship Report Arvind Denim DevisionAmna FarooquiNo ratings yet
- Cotton County Apparels SWOT Analysis and RecommendationsDocument43 pagesCotton County Apparels SWOT Analysis and RecommendationsmattogillNo ratings yet
- RDSO - GE - G - 0008 jUTEDocument14 pagesRDSO - GE - G - 0008 jUTEravi kumarNo ratings yet
- Grasim Training ReportDocument32 pagesGrasim Training ReportAshutosh Pandey100% (1)
- Summer Training Project ReportDocument63 pagesSummer Training Project ReportrathodmauleshNo ratings yet
- H.R.M ProjectDocument14 pagesH.R.M ProjectSohaib QayyumNo ratings yet
- WFT BRK CNTRLDocument17 pagesWFT BRK CNTRLसोमदत्त शर्म्माNo ratings yet
- Jamunagroup BangladeshDocument16 pagesJamunagroup BangladeshAmardeep Singh HudaNo ratings yet
- Nepra AhmedabadDocument199 pagesNepra AhmedabadSwathyNo ratings yet
- Hank Yarn Study ReportDocument127 pagesHank Yarn Study Reportgizex2013No ratings yet
- Efficient pre-cleaning machine UNIclean B 12Document3 pagesEfficient pre-cleaning machine UNIclean B 12Kuamr 1234No ratings yet
- Vandana Chauhan: (Garment Manufacturing Industry) Address:A-18, Anand Parwat Industrial Area, New Rohtak Road, DelhiDocument8 pagesVandana Chauhan: (Garment Manufacturing Industry) Address:A-18, Anand Parwat Industrial Area, New Rohtak Road, DelhiSHRUTI AGRAWALNo ratings yet
- TRAINING Report For CollegeDocument103 pagesTRAINING Report For CollegeSagar ShriNo ratings yet
- BSL Internship Report Processing DivisionDocument83 pagesBSL Internship Report Processing DivisionSavant SinghNo ratings yet
- Summer Internship Report on Fabric Manufacturing ProcessDocument29 pagesSummer Internship Report on Fabric Manufacturing ProcessSHUBHAM KSHIRSAGARNo ratings yet
- Time and Action Plan: Apparel Export MerchandisingDocument21 pagesTime and Action Plan: Apparel Export MerchandisingMuskan GuptaNo ratings yet
- Handloom Industry: A Cradle of Indian Culture and TraditionDocument24 pagesHandloom Industry: A Cradle of Indian Culture and TraditionMukund VermaNo ratings yet
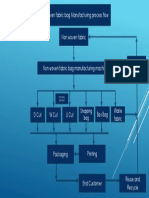
- Utkal Non Woven Fabric Bag Manufacturing Process Flow Non Woven FabricDocument1 pageUtkal Non Woven Fabric Bag Manufacturing Process Flow Non Woven FabricsatyabannayakNo ratings yet
- INDUSTRIAL VISIT REPORTDocument32 pagesINDUSTRIAL VISIT REPORTnavdeep143No ratings yet
- Advances in Sustainable Polymeric Materials From Lignocellulosic BiomassDocument29 pagesAdvances in Sustainable Polymeric Materials From Lignocellulosic BiomassDiana Londoño100% (1)
- National Institute of Textile Engineering & Research (Niter)Document100 pagesNational Institute of Textile Engineering & Research (Niter)Mir MD. Musa Ali RezaNo ratings yet
- Kesarinandan Knit FabsDocument42 pagesKesarinandan Knit Fabsmk_bothraNo ratings yet
- Zeden Automation SystemsDocument10 pagesZeden Automation SystemsYashvanth ShettyNo ratings yet
- Raymond Visit ReportDocument12 pagesRaymond Visit ReportMandy Terrell100% (1)
- Internship Training: Submitted by - Gaurav Sisodiya Sanmitra Pomane Akash Nimbalkar Girish MohiteDocument30 pagesInternship Training: Submitted by - Gaurav Sisodiya Sanmitra Pomane Akash Nimbalkar Girish MohiteAditya RainaNo ratings yet
- Non WovenDocument73 pagesNon Wovenসময়ের বাহকNo ratings yet
- Black BookDocument12 pagesBlack BookAbhijit NambiarNo ratings yet
- Textile Internship Exposure - Jaya Shree Textiles - Aditya BirlaDocument15 pagesTextile Internship Exposure - Jaya Shree Textiles - Aditya BirlaSaptarshi BagchiNo ratings yet
- Investor PresentationDocument30 pagesInvestor PresentationVishnuMaliNo ratings yet
- A Study On Customer Satisfaction Towards Urbanic Online ShoppingDocument25 pagesA Study On Customer Satisfaction Towards Urbanic Online ShoppingShivani kumawatNo ratings yet
- Daily ReportDocument2 pagesDaily ReportShalu SinghNo ratings yet
- Cotton Mill Industry OverviewDocument37 pagesCotton Mill Industry Overviewkarthick film makerNo ratings yet
- Required All Chemical & Auxiliaries in The Textile Dyeing Process & Their Function.Document13 pagesRequired All Chemical & Auxiliaries in The Textile Dyeing Process & Their Function.Md Raihan Hossain100% (1)
- Report On SKNL IndiaDocument77 pagesReport On SKNL IndiaManish BhargavaNo ratings yet
- Raymond Annual ReportDocument139 pagesRaymond Annual ReportApoorva PattnaikNo ratings yet
- Everything You Need to Know About Denim Garments ProductionDocument10 pagesEverything You Need to Know About Denim Garments ProductionSUJATHAMMA YEDDULANo ratings yet
- Bombay DyeingDocument8 pagesBombay DyeingAnmol JainNo ratings yet
- Factors Affecting Sickness of Textile IndustriesDocument24 pagesFactors Affecting Sickness of Textile IndustriesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Summer Training ProjectDocument50 pagesSummer Training ProjectNeha SinglaNo ratings yet
- 1 s2.0 S0959652608002916 MainDocument7 pages1 s2.0 S0959652608002916 MainMeenakshi SamiduraiNo ratings yet
- Machinery 40 - 14Document6 pagesMachinery 40 - 14Mohamed NaeimNo ratings yet
- Nagammal MillsDocument15 pagesNagammal Millsbala krisNo ratings yet
- Power Looms Summer Training ProjectDocument100 pagesPower Looms Summer Training ProjectSagar Virani100% (1)
- HR Practises at VardhmanDocument49 pagesHR Practises at Vardhmankarma negiNo ratings yet
- Internship Project at NaharDocument89 pagesInternship Project at NaharShreya Bahl100% (2)
- Wastewater Treatment Using Cellulose Acetate Made From Rice HuskDocument8 pagesWastewater Treatment Using Cellulose Acetate Made From Rice HuskOmowu GbengaNo ratings yet
- Woven & Nonwoven GeotextileDocument9 pagesWoven & Nonwoven GeotextileFaysal Islam MridhaNo ratings yet
- 7 Analysis of Water Consumption and Potential Savings 2019 Water in TextilDocument20 pages7 Analysis of Water Consumption and Potential Savings 2019 Water in TextilVikas Kumar ChoubeyNo ratings yet
- ABB Water - and - Wastewater - Energy - Checklist - 3AXD50000921263 - RevA - ENDocument24 pagesABB Water - and - Wastewater - Energy - Checklist - 3AXD50000921263 - RevA - ENAfiqNo ratings yet
- Wter SvingDocument8 pagesWter Svingian reyNo ratings yet
- 11-87802 Factsheet NPC Ebook PDFDocument2 pages11-87802 Factsheet NPC Ebook PDFMarina MúsicaNo ratings yet
- Full Paper OPTIMIZATION OF CLEANING PROCESS IN BREWERIES AN IMPORTANT TOOLDocument7 pagesFull Paper OPTIMIZATION OF CLEANING PROCESS IN BREWERIES AN IMPORTANT TOOLragavan rithiNo ratings yet
- BQ - BungalowDocument15 pagesBQ - Bungalowremi RahimNo ratings yet
- Department of Civil Engineering: Don Honorio Ventura State UniversityDocument8 pagesDepartment of Civil Engineering: Don Honorio Ventura State Universityoblix.gaming12No ratings yet
- Literature Review of Water Treatment ProcessDocument6 pagesLiterature Review of Water Treatment Processc5r0qjcf100% (1)
- 23 - 03 - 13-Ulysses-Mep drawings-R0-WS-PROP PDFDocument1 page23 - 03 - 13-Ulysses-Mep drawings-R0-WS-PROP PDFAshiq NishmaNo ratings yet
- Phe TS19 10 23Document17 pagesPhe TS19 10 23K. CHANDRASEKHARNo ratings yet
- Final National School WASH Guideline, Oct 2017Document45 pagesFinal National School WASH Guideline, Oct 2017AbebawNo ratings yet
- 15 - Chapter 3Document53 pages15 - Chapter 3Dhruvesh MathurNo ratings yet
- SAES-B-069 - Emergency Eyewashes and ShowersDocument10 pagesSAES-B-069 - Emergency Eyewashes and ShowersmedobasNo ratings yet
- Leopold Type 360 Data SheetDocument2 pagesLeopold Type 360 Data SheetjalanidhimareNo ratings yet
- Catching Water Where It FallsDocument50 pagesCatching Water Where It FallsASHUTOSH SINGHNo ratings yet
- Inspection& Test PlanDocument4 pagesInspection& Test PlanElias JamhourNo ratings yet
- IWaSH Assessment Tool - For Sector Plan (T5)Document156 pagesIWaSH Assessment Tool - For Sector Plan (T5)rhodoraNo ratings yet
- 103 - Chemical House M&E R-2Document7 pages103 - Chemical House M&E R-2Gayan IndunilNo ratings yet
- Litrature Study 2 Ats Greens Village, NoidaDocument28 pagesLitrature Study 2 Ats Greens Village, NoidaPiyush mauryaNo ratings yet
- Water: A Precious ResourceDocument2 pagesWater: A Precious ResourceHarshit TiwariNo ratings yet
- Testing and Commissioning Procedure ForDocument78 pagesTesting and Commissioning Procedure Forsidik_212040658No ratings yet
- Effects of Water HammerDocument10 pagesEffects of Water Hammerjkl012No ratings yet
- Environmental impacts of dams on sediment, wildlife and communitiesDocument3 pagesEnvironmental impacts of dams on sediment, wildlife and communitiesManish KhanganNo ratings yet
- Borehole No: BH-214-PZ Standpipe Piezometer No:2 - Length 26.0 MDocument1 pageBorehole No: BH-214-PZ Standpipe Piezometer No:2 - Length 26.0 Mm.askarNo ratings yet
- Research Paper Design and Operation of A Rainwater For Drinking (RFD) Project in A Rural Area: Case Study at Cukhe Elementary School, VietnamDocument8 pagesResearch Paper Design and Operation of A Rainwater For Drinking (RFD) Project in A Rural Area: Case Study at Cukhe Elementary School, VietnamJOSE ANDRES FERNANDEZ O.No ratings yet
- District Cooling: Efficiency Improvement in District Cooling System Using Direct CondensationDocument16 pagesDistrict Cooling: Efficiency Improvement in District Cooling System Using Direct CondensationIzah FriendsNo ratings yet
- CD 521 Hydraulic Design of Road Edge Surface Water Channels and Outlets Version 1.1.0Document130 pagesCD 521 Hydraulic Design of Road Edge Surface Water Channels and Outlets Version 1.1.0Balaji NaikNo ratings yet
- WS1 Softener StartupDocument6 pagesWS1 Softener StartupBkhatro MossadNo ratings yet
- Aleltu Engineering & Geology Study Final Report (Edited)Document110 pagesAleltu Engineering & Geology Study Final Report (Edited)Hechalu MeseretNo ratings yet
- SBDP Guidelines and Project Minimum StandardsDocument85 pagesSBDP Guidelines and Project Minimum StandardsMarc Arjo MontelibanoNo ratings yet
- Estimated water requirements for buildingsDocument43 pagesEstimated water requirements for buildingsRoland LewisNo ratings yet
- Mohammed Vasee Ahmed: Work ExperienceDocument4 pagesMohammed Vasee Ahmed: Work ExperienceNEB MEPNo ratings yet
- Method Statement For Plumbing WorksDocument4 pagesMethod Statement For Plumbing WorksVeronica De JesusNo ratings yet
- Soil Water PropertiesDocument55 pagesSoil Water PropertiesCt Kamariah Md SaatNo ratings yet
- DMRB CD 530 Design of Soakaways Version 1.1.0Document28 pagesDMRB CD 530 Design of Soakaways Version 1.1.0Luís BritoNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesFrom EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesRating: 5 out of 5 stars5/5 (5)
- Mooring System Engineering for Offshore StructuresFrom EverandMooring System Engineering for Offshore StructuresRating: 5 out of 5 stars5/5 (1)