You might also like
- VDR G4 Manual Steinsohn PDFDocument185 pagesVDR G4 Manual Steinsohn PDFVariya Dharmesh100% (1)
- L6S White Belt - NorwegianDocument36 pagesL6S White Belt - NorwegianAsmaa BahrawyNo ratings yet
- Compression Molding Machine PriceDocument13 pagesCompression Molding Machine PriceSalma FarooqNo ratings yet
- MINTZBERGDocument32 pagesMINTZBERGgeezee10004464100% (2)
- RIBA Outline Plan of Work ExplainedDocument20 pagesRIBA Outline Plan of Work ExplainedkenNo ratings yet
- Die Material Spec FordDocument35 pagesDie Material Spec FordluisA1923No ratings yet
- Properties FCD 50Document5 pagesProperties FCD 50dwi Kuntoro100% (1)
- Ningbo LK Technology Co., LTDDocument24 pagesNingbo LK Technology Co., LTDAlexander PrietoNo ratings yet
- Buhler Spray and ExtraxtionDocument14 pagesBuhler Spray and ExtraxtionHa GautamNo ratings yet
- Die trial sheet analysisDocument2 pagesDie trial sheet analysisravindra kumar100% (1)
- Project PresentationDocument17 pagesProject PresentationSopitadePollo26No ratings yet
- Pascal Die Casting Machine SystemDocument20 pagesPascal Die Casting Machine Systemenascimento32No ratings yet
- Toshiba Machine Co., Ltd. Die Cast Machine Engineering DivDocument25 pagesToshiba Machine Co., Ltd. Die Cast Machine Engineering DivmikeNo ratings yet
- 1.value Workbook - 2019Document99 pages1.value Workbook - 2019sherif mahmoudNo ratings yet
- Effect of Melt Cleanliness on Porosity in Die Cast Aluminum PartsDocument12 pagesEffect of Melt Cleanliness on Porosity in Die Cast Aluminum PartsNwofor ChigoziNo ratings yet
- (##) Automatic Clutch and Braking System.Document102 pages(##) Automatic Clutch and Braking System.mohan100% (1)
- Casting/Founding Process OverviewDocument24 pagesCasting/Founding Process OverviewRizuanul Arefin EmonNo ratings yet
- TROUBLE SHOOTING (Ravindra)Document4 pagesTROUBLE SHOOTING (Ravindra)ravindra kumarNo ratings yet
- Project Work InstructionDocument5 pagesProject Work InstructionRAJU RAJPUTNo ratings yet
- Lecture 4 Scab Formation On Castings SurfacesDocument57 pagesLecture 4 Scab Formation On Castings SurfacesLuis Arturo RamirezNo ratings yet
- Die DesignDocument348 pagesDie DesignYoNo ratings yet
- Huong Dan Su Dung CnckadDocument245 pagesHuong Dan Su Dung CnckadBlock Serious100% (1)
- How to Adjust PQ Valve AmplifierDocument4 pagesHow to Adjust PQ Valve AmplifiermikeNo ratings yet
- PQ TOS555 How To Check PQ Amplifier (During Pump Run)Document3 pagesPQ TOS555 How To Check PQ Amplifier (During Pump Run)mike100% (1)
- Mold DesignDocument326 pagesMold DesignYoNo ratings yet
- Mould Technology Training GuideDocument70 pagesMould Technology Training GuideJagatheeswaran RNo ratings yet
- 2019 Afab Press Brake ToolsDocument30 pages2019 Afab Press Brake ToolsAFAB Machinery and Tools LtdNo ratings yet
- Amat Teknik Sdn. Bhd. Product OverviewDocument22 pagesAmat Teknik Sdn. Bhd. Product OverviewMuhammad Zulhilmi0% (1)
- Alucast 2020 Technical VolumeDocument95 pagesAlucast 2020 Technical Volumeshiv kumarNo ratings yet
- Union Budget FY23 stays focused on demand-side push to boost economy via higher capexDocument20 pagesUnion Budget FY23 stays focused on demand-side push to boost economy via higher capexVANDANA GLOBALNo ratings yet
- Pneumatic Seal Catalogue 2022Document141 pagesPneumatic Seal Catalogue 2022Septyan kurnia ardiansyahNo ratings yet
- Stampingjournal20110708 DLDocument52 pagesStampingjournal20110708 DLMichaël ArticoNo ratings yet
- Yizumi Pursues Innovation and Customer ExperienceDocument30 pagesYizumi Pursues Innovation and Customer ExperienceJuan Hernadez MartinezNo ratings yet
- TS-0002074 Rev AfDocument9 pagesTS-0002074 Rev AfRaul GarciaNo ratings yet
- Regulations for Exterior Defects Standard (RevisedDocument43 pagesRegulations for Exterior Defects Standard (RevisedyeucongnghemoiNo ratings yet
- 02 Rejection - Report After MachiningDocument34 pages02 Rejection - Report After MachiningVinod SaleNo ratings yet
- IPD Costing PDFDocument10 pagesIPD Costing PDFSaddy DipoNo ratings yet
- Incremental Forming in Tailor Welded BlanksDocument24 pagesIncremental Forming in Tailor Welded BlanksSitanshu S0% (1)
- ForgingDocument17 pagesForgingNAGARAJUNo ratings yet
- SWW2014 PPT Costing GuideDocument33 pagesSWW2014 PPT Costing GuideAdithyan GowthamNo ratings yet
- Grinding Polishing: Kiesow Dr. BrinkmannDocument36 pagesGrinding Polishing: Kiesow Dr. BrinkmannChoice OrganoNo ratings yet
- Capital Cost of Food Plants 109: Vessels Fluids Transport Conveyor BeltsDocument23 pagesCapital Cost of Food Plants 109: Vessels Fluids Transport Conveyor BeltsNicolMendozaNo ratings yet
- Cupola Melting CostDocument3 pagesCupola Melting CostnirevievNo ratings yet
- Toshiba Machine Co., Ltd. Die Cast Machine Engineering DivDocument23 pagesToshiba Machine Co., Ltd. Die Cast Machine Engineering DivmikeNo ratings yet
- Die Casting Mold Design For Aluminum Alloy Shell oDocument4 pagesDie Casting Mold Design For Aluminum Alloy Shell ometmlzmuhNo ratings yet
- Abhishek Kansara Resume 2Document3 pagesAbhishek Kansara Resume 2HariNo ratings yet
- Design and Analysis of Progressive Tool For An Automobile ComponentDocument9 pagesDesign and Analysis of Progressive Tool For An Automobile ComponentAnna100% (1)
- FXJ Maintenance: Grease Up and Others Grease Up and OthersDocument19 pagesFXJ Maintenance: Grease Up and Others Grease Up and Othersshandy bagusNo ratings yet
- Solidcast IranDocument239 pagesSolidcast IranMario Farfan Cantoya NetoNo ratings yet
- Tailor Welded BlanksDocument52 pagesTailor Welded BlanksYuvaraj YuvarajNo ratings yet
- Production and Manufacturing of Automotive Engine ComponentsDocument24 pagesProduction and Manufacturing of Automotive Engine ComponentsMr. Jerome Nithin Gladson100% (1)
- Projects EstimatesDocument99 pagesProjects Estimatesketan100% (1)
- Technical Information on Valve Materials and Heat TreatmentsDocument46 pagesTechnical Information on Valve Materials and Heat TreatmentsFelipe SilvaNo ratings yet
- 07 - Castingdesign - BackdraftDocument3 pages07 - Castingdesign - BackdraftAlex Kiko VillalobosNo ratings yet
- KPI's, EMS Training MaterialDocument18 pagesKPI's, EMS Training MaterialAhmed WaelNo ratings yet
- DM25 A OperationDocument302 pagesDM25 A OperationRodrigo Andres Diaz Bascuñan100% (1)
- HSM Webinar GCode Mike MatteraDocument21 pagesHSM Webinar GCode Mike MatteraCHAYHUYNH100% (1)
- As 1881-1986 Zinc Alloys - Casting Ingots and Castings - Quality RequirementsDocument7 pagesAs 1881-1986 Zinc Alloys - Casting Ingots and Castings - Quality RequirementsSAI Global - APACNo ratings yet
- Vijay Resume 1Document5 pagesVijay Resume 1sathyajiNo ratings yet
- Emmc JuniDocument17 pagesEmmc JuniReki OktavianusNo ratings yet
- Unscrewing Release With Rotary MotorDocument17 pagesUnscrewing Release With Rotary MotorGhazouNo ratings yet
- Heat TreatmentDocument2 pagesHeat TreatmentAnonymous VRspXsmNo ratings yet
- Design of Spoon Mold Using Flow Analysis and Higher End Design SoftwareDocument6 pagesDesign of Spoon Mold Using Flow Analysis and Higher End Design SoftwareashishNo ratings yet
- Spectacles Die Casting and Injection Moulding ProjectDocument48 pagesSpectacles Die Casting and Injection Moulding Projectkishore pmNo ratings yet
- Glass FINALDocument43 pagesGlass FINALkishore pmNo ratings yet
- Academic Project PresentationDocument20 pagesAcademic Project Presentationkishore pm100% (1)
- Numerical Analysis and Comparison of Film Cooling and Convective Cooling For Turbojet Engine ApplicationDocument4 pagesNumerical Analysis and Comparison of Film Cooling and Convective Cooling For Turbojet Engine Applicationkishore pmNo ratings yet
- Water Filter Housing CapDocument34 pagesWater Filter Housing Capkishore pmNo ratings yet
- Gedee Technical Training InstituteDocument54 pagesGedee Technical Training Institutekishore pmNo ratings yet
- Design and Analysis of Water Purifier Filter Housing Cap MouldDocument53 pagesDesign and Analysis of Water Purifier Filter Housing Cap Mouldkishore pmNo ratings yet
- Cartridge Filter Housings: Microfiltration SeriesDocument20 pagesCartridge Filter Housings: Microfiltration Serieskishore pmNo ratings yet
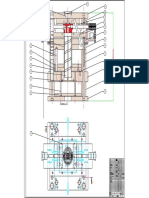
- Section A-A': Tool Assembly With Ejector GridDocument1 pageSection A-A': Tool Assembly With Ejector Gridkishore pmNo ratings yet
- Design Time Plan for Injection Mould ProjectDocument2 pagesDesign Time Plan for Injection Mould Projectkishore pmNo ratings yet
- REPORTDocument54 pagesREPORTkishore pmNo ratings yet
- Suresh Kanna 2Document3 pagesSuresh Kanna 2kishore pmNo ratings yet
- Intermediate Accounting 2 - CL NCL Lecture NotesDocument2 pagesIntermediate Accounting 2 - CL NCL Lecture NotesRacheel SollezaNo ratings yet
- DWDM Route Planning A4 WPDocument3 pagesDWDM Route Planning A4 WPChavara MatekweNo ratings yet
- Patient Admission Note TemplateDocument4 pagesPatient Admission Note Templatejonnyahn100% (1)
- 24.ratios, Rates and Proportions PDFDocument9 pages24.ratios, Rates and Proportions PDFMilsonNo ratings yet
- Bài tập tiếng Anh 12 (Reading)Document7 pagesBài tập tiếng Anh 12 (Reading)Minh AnhNo ratings yet
- RTR Piping Inspection GuideDocument17 pagesRTR Piping Inspection GuideFlorante NoblezaNo ratings yet
- Measurement of Mass and Weight by NPLDocument34 pagesMeasurement of Mass and Weight by NPLN.PalaniappanNo ratings yet
- 0520 Int OTG P4 MSDocument12 pages0520 Int OTG P4 MSTrévina JosephNo ratings yet
- The Mysteries of Plato: Lunar NotebookDocument2 pagesThe Mysteries of Plato: Lunar NotebookDavor BatesNo ratings yet
- Teaching Vocabulary Through TPR Method ToDocument41 pagesTeaching Vocabulary Through TPR Method ToAan Safwandi100% (3)
- Fisher - Techincal Monograph 42 - Understanding DecibelsDocument8 pagesFisher - Techincal Monograph 42 - Understanding Decibelsleslie.lp2003No ratings yet
- 02 1 Cohen Sutherland PDFDocument3 pages02 1 Cohen Sutherland PDFSarra AnitaNo ratings yet
- Trial BalanceDocument2 pagesTrial BalanceJoseph Bayo BasanNo ratings yet
- Active Directory: Lab 1 QuestionsDocument2 pagesActive Directory: Lab 1 QuestionsDaphneHarrisNo ratings yet
- Curriculam VitaeDocument3 pagesCurriculam Vitaeharsha ShendeNo ratings yet
- Introduction to Globalization ExplainedDocument27 pagesIntroduction to Globalization ExplainedMichael Ron DimaanoNo ratings yet
- Business Judgment Rule and Directors' Duty to Inform in Smith v Van GorkomDocument1 pageBusiness Judgment Rule and Directors' Duty to Inform in Smith v Van GorkomDorothy ParkerNo ratings yet
- DTS-00750 Mast Maintenance ManualDocument12 pagesDTS-00750 Mast Maintenance Manualsertecs polNo ratings yet
- St. Anthony College Calapan City Syllabus: Course DescriptionDocument6 pagesSt. Anthony College Calapan City Syllabus: Course DescriptionAce HorladorNo ratings yet
- Xt600e 3tb-3uw 90-95Document46 pagesXt600e 3tb-3uw 90-95Kenneth SynnesNo ratings yet
- TM T70 BrochureDocument2 pagesTM T70 BrochureNikhil GuptaNo ratings yet
- 2 Both Texts, and Then Answer Question 1 On The Question Paper. Text A: Esports in The Olympic Games?Document2 pages2 Both Texts, and Then Answer Question 1 On The Question Paper. Text A: Esports in The Olympic Games?...No ratings yet
- Consumer Behavior PP Chapter 4Document36 pagesConsumer Behavior PP Chapter 4tuongvyvyNo ratings yet
- Ap4955 PDFDocument4 pagesAp4955 PDFGilvan HenriqueNo ratings yet
- Is Iso 2692-1992Document24 pagesIs Iso 2692-1992mwasicNo ratings yet
- B.Ed Syllabus NEW 2015-16 PDFDocument170 pagesB.Ed Syllabus NEW 2015-16 PDFVikas KuthadiNo ratings yet
- Tugas Bahasa Inggris Analytical Exposition Text: Disusun Oleh: Nama:Hansel Hendrawan Effendy Kelas:XI IPA 1Document4 pagesTugas Bahasa Inggris Analytical Exposition Text: Disusun Oleh: Nama:Hansel Hendrawan Effendy Kelas:XI IPA 1Hansel HendrawanNo ratings yet