You might also like
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiNo ratings yet
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- Some Aspects of System Modelling For The Estimation of Lightning Performance of High Voltage SubstationsDocument6 pagesSome Aspects of System Modelling For The Estimation of Lightning Performance of High Voltage SubstationsdankorankoNo ratings yet
- What Every Engineer Should Know About Welding 2Document5 pagesWhat Every Engineer Should Know About Welding 2Sanjay BhootakaNo ratings yet
- How To Determine The Arc Stability Marjan SubanDocument7 pagesHow To Determine The Arc Stability Marjan SubanMarjan Suban100% (1)
- 2014 Study On Effect of Electrode Force On Resistance Spot Welding ProcessDocument8 pages2014 Study On Effect of Electrode Force On Resistance Spot Welding Processguravshubham7777No ratings yet
- What Every Engineer Should Know About WeldingDocument10 pagesWhat Every Engineer Should Know About WeldingDeepu mohanNo ratings yet
- Variasi Arus Terhadap Kekuatan Tarik Dan Bending Pada Hasil Pengelasan Sm490Document11 pagesVariasi Arus Terhadap Kekuatan Tarik Dan Bending Pada Hasil Pengelasan Sm490Chio HahaNo ratings yet
- BF02660998Document12 pagesBF02660998Ahmad Zulfy AlhamdyNo ratings yet
- Lorch Welding NotesDocument8 pagesLorch Welding NotesnaderyounanNo ratings yet
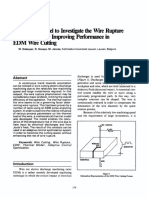
- Thermal Model To Investigate The Wire RuptureDocument12 pagesThermal Model To Investigate The Wire RuptureThi Phuong Thanh LeNo ratings yet
- Fully Automatic Spot Welding System For Application in Automotive IndustryDocument8 pagesFully Automatic Spot Welding System For Application in Automotive Industryi50229No ratings yet
- Experimental Investigation of GMAW For AISI 1045 MaterialDocument5 pagesExperimental Investigation of GMAW For AISI 1045 MaterialFatih BahşiNo ratings yet
- Características Del Arco de GMAW Asistida Por Onda UltrasónicaDocument6 pagesCaracterísticas Del Arco de GMAW Asistida Por Onda Ultrasónicadavid perezNo ratings yet
- Energies 14 03132Document13 pagesEnergies 14 03132Yunan RamadhanNo ratings yet
- Effect of Grading Ring On Voltage Distribution of ArrestorsDocument7 pagesEffect of Grading Ring On Voltage Distribution of ArrestorsTravis WoodNo ratings yet
- Ref 20Document9 pagesRef 20SREEJITH S NAIRNo ratings yet
- 05 Krawczyk Welding Parameter Ranges in Relation To Metal Transfer Method in Welding ArcDocument6 pages05 Krawczyk Welding Parameter Ranges in Relation To Metal Transfer Method in Welding Arcprabhatkumar_6657012No ratings yet
- Análisis de Firmas para Monitoreo de Calidad en GMAW de CortocircuitoDocument8 pagesAnálisis de Firmas para Monitoreo de Calidad en GMAW de Cortocircuitodavid perezNo ratings yet
- Development of A Method of Calculating The Melting Characteristics of OPGW Strands Due To DC Arc Simulating Lightning StrikeDocument8 pagesDevelopment of A Method of Calculating The Melting Characteristics of OPGW Strands Due To DC Arc Simulating Lightning StrikeHugh cabNo ratings yet
- Smaw Stainless SteelDocument9 pagesSmaw Stainless SteelAhmad MaulanaNo ratings yet
- Relationship Between Geometric Welding Parameters and Optical-Acoustic Emissions From Electric Arc in GMAW-S ProcessDocument9 pagesRelationship Between Geometric Welding Parameters and Optical-Acoustic Emissions From Electric Arc in GMAW-S ProcessSreeharanNo ratings yet
- Effects of Various Process Parameters byDocument8 pagesEffects of Various Process Parameters byMuhammad FarhalNo ratings yet
- Determination of Complex Permeability of Silicon Steel For Use in High - Frequency Modeling of Power TransformersDocument8 pagesDetermination of Complex Permeability of Silicon Steel For Use in High - Frequency Modeling of Power TransformersIgor KatkovNo ratings yet
- 2013 Shunting Effect in Resistance Spot Welding Steels - Part 2 Theoretical AnalysisDocument8 pages2013 Shunting Effect in Resistance Spot Welding Steels - Part 2 Theoretical Analysisguravshubham7777No ratings yet
- Development of An Electronic Instrument For Eddy Current TestingDocument9 pagesDevelopment of An Electronic Instrument For Eddy Current TestingsafaaNo ratings yet
- Modeling Metal Oxide Surge Arrester For The Modern Polarization Based DiagnosticsDocument10 pagesModeling Metal Oxide Surge Arrester For The Modern Polarization Based DiagnosticsGligor JauleskiNo ratings yet
- Informe Proc Manufactura I - Lab 5 UnionesDocument7 pagesInforme Proc Manufactura I - Lab 5 UnionesJair Palacin SuárezNo ratings yet
- Manual Metal Arc Weld Modelling: Part 1 Effect of Process Parameters On Dimensions of Weld Bead and Heat-Affected ZoneDocument13 pagesManual Metal Arc Weld Modelling: Part 1 Effect of Process Parameters On Dimensions of Weld Bead and Heat-Affected ZoneWilfredo RamirezNo ratings yet
- Analysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsDocument5 pagesAnalysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsSudhanshu KumarNo ratings yet
- ArtigoDocument8 pagesArtigoFernando RibeiroNo ratings yet
- Effects of Electrode Polarity On The Droplet Transfer Mode in Self-Shielded (Ok)Document11 pagesEffects of Electrode Polarity On The Droplet Transfer Mode in Self-Shielded (Ok)Rafi ZhaffNo ratings yet
- Pulsed GMAW PDFDocument0 pagesPulsed GMAW PDFSridharan ChandranNo ratings yet
- Journal of Materials Processing TechnologyDocument6 pagesJournal of Materials Processing TechnologymonikeshNo ratings yet
- Iiw 212-997-01Document13 pagesIiw 212-997-01Marjan SubanNo ratings yet
- A Study On Arc Characteristics and Its Application To Height Control in Plasma Arc CuttingDocument6 pagesA Study On Arc Characteristics and Its Application To Height Control in Plasma Arc Cuttingislander261No ratings yet
- Research On Vibration and Noise of Transformer Under DC Bias Based On MagnetostrictionDocument4 pagesResearch On Vibration and Noise of Transformer Under DC Bias Based On MagnetostrictionCesar VasquesNo ratings yet
- Kozakov 2013 J. Phys. D Appl. Phys. 46 224001Document14 pagesKozakov 2013 J. Phys. D Appl. Phys. 46 224001fereidoon marefatNo ratings yet
- The Electrical Properties of Galvanized Steel Conductors For Overhead Transmission Lines.Document14 pagesThe Electrical Properties of Galvanized Steel Conductors For Overhead Transmission Lines.Gokul VenugopalNo ratings yet
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDocument10 pagesWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliNo ratings yet
- Vibrational GalvanometerDocument32 pagesVibrational GalvanometerJay ParkheNo ratings yet
- Overview of Resistance Spot Welding ControlDocument11 pagesOverview of Resistance Spot Welding ControlShaoyu WangNo ratings yet
- Experimental Investigation On The Effects of Process Parameters of GMAW and Transient Thermal Analysis of AISI321 SteelDocument16 pagesExperimental Investigation On The Effects of Process Parameters of GMAW and Transient Thermal Analysis of AISI321 SteelumisaaadahNo ratings yet
- Parametric Optimization of Mig WeldingDocument8 pagesParametric Optimization of Mig WeldingMihaela NastaseNo ratings yet
- Effect of Current On Metal Transfer in SAW Part 2: AC: Welding Journal August 2017Document9 pagesEffect of Current On Metal Transfer in SAW Part 2: AC: Welding Journal August 2017Andrés Mauricio UribeNo ratings yet
- Refrensi 30 ElsevierDocument18 pagesRefrensi 30 Elseviergangdukuh251No ratings yet
- Analysis of The Influence of SMAW Welding Current On Low Carbon Steel Material On The Strength of The Join MaterialDocument2 pagesAnalysis of The Influence of SMAW Welding Current On Low Carbon Steel Material On The Strength of The Join MaterialRahmad FauziNo ratings yet
- Approach For Determination of Technology For Repair Welding of Excavator Gears For Circular Motion EŠ 10/70Document8 pagesApproach For Determination of Technology For Repair Welding of Excavator Gears For Circular Motion EŠ 10/70PetarNo ratings yet
- Analisis Kekuatan Tarik, Kekerasan, Dan Struktur PengelasanDocument10 pagesAnalisis Kekuatan Tarik, Kekerasan, Dan Struktur PengelasanNurkholis NurkholisNo ratings yet
- Saravanan2017 Article StudiesOnMetallurgicalAndMechaDocument8 pagesSaravanan2017 Article StudiesOnMetallurgicalAndMechaPardeepNo ratings yet
- The Effect of Electrical Current Strength and DCEN Polarity On SMAW Welding Results in Butt Joint Position 1G (OK)Document9 pagesThe Effect of Electrical Current Strength and DCEN Polarity On SMAW Welding Results in Butt Joint Position 1G (OK)Rafi ZhaffNo ratings yet
- Metals: Ffects of Arc Length Adjustment On Weld BeadDocument17 pagesMetals: Ffects of Arc Length Adjustment On Weld BeadSREEJITH S NAIRNo ratings yet
- Artigo 2015 Computational Analysis of The Effect of Welding Parameters On Energy Consumption in GTA Welding ProcessDocument9 pagesArtigo 2015 Computational Analysis of The Effect of Welding Parameters On Energy Consumption in GTA Welding ProcessJoão Paulo NascimentoNo ratings yet
- 1.1 Introduction To GmawDocument43 pages1.1 Introduction To GmawNaveenprakashNo ratings yet
- Optimization of Resistance Spot Welding Parameters On Joining Electrogalvanized Steel Using The Taguchi MethodDocument10 pagesOptimization of Resistance Spot Welding Parameters On Joining Electrogalvanized Steel Using The Taguchi MethodM. SukarmanNo ratings yet
- Spectral Analysis of Welding Plasma of Magnesium Alloy Using Flux Coated WireDocument6 pagesSpectral Analysis of Welding Plasma of Magnesium Alloy Using Flux Coated WireKaushik SenguptaNo ratings yet
- Spintronics for Next Generation Innovative DevicesFrom EverandSpintronics for Next Generation Innovative DevicesKatsuaki SatoNo ratings yet
- Assessment of The Integrity and Life of Welded Panel Using Local Stresses Procena Integriteta I Veka Zavarenog Panela Primenom Lokalnih NaponaDocument9 pagesAssessment of The Integrity and Life of Welded Panel Using Local Stresses Procena Integriteta I Veka Zavarenog Panela Primenom Lokalnih NaponaPetarNo ratings yet
- Approach For Determination of Technology For Repair Welding of Excavator Gears For Circular Motion EŠ 10/70Document8 pagesApproach For Determination of Technology For Repair Welding of Excavator Gears For Circular Motion EŠ 10/70PetarNo ratings yet
- Nfluence of Welding Parameters On Joint Properties and Possibility of Post-Weld Cold-Rolling of Friction Stir Welded Aluminum Alloy 5083Document7 pagesNfluence of Welding Parameters On Joint Properties and Possibility of Post-Weld Cold-Rolling of Friction Stir Welded Aluminum Alloy 5083PetarNo ratings yet
- Characterization of Pulsed GMAW Including Recording of Dynamic Characteristic and Heat Input CalculationDocument5 pagesCharacterization of Pulsed GMAW Including Recording of Dynamic Characteristic and Heat Input CalculationPetarNo ratings yet