You might also like
- Interacademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.From EverandInteracademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.No ratings yet
- Die Swell of Complex Polymeric SystemsDocument21 pagesDie Swell of Complex Polymeric SystemsNicole Campos CastroNo ratings yet
- Numerical Simulation of Liquids Draining From A TaDocument12 pagesNumerical Simulation of Liquids Draining From A TaputhenkulamNo ratings yet
- Application of Computational Fluid Dynamics To Design of Polymer Extrusion DiesDocument7 pagesApplication of Computational Fluid Dynamics To Design of Polymer Extrusion Dies李庆森No ratings yet
- PolymersDocument18 pagesPolymerssmedvideoNo ratings yet
- Anti-Clogging Drip Irrigation Emitter Design Innovation: Ali Abdulqader Mohammed AliDocument11 pagesAnti-Clogging Drip Irrigation Emitter Design Innovation: Ali Abdulqader Mohammed AliVijay ChavanNo ratings yet
- Proceding TeDocument7 pagesProceding TeAnonymous cncdtlNNo ratings yet
- An Analytical, Numerical, and Experimental Comparison of The Fluid Velocity in The Vicinity of An Open Tank With One and Two Lateral Exhaust Slot Hoods and A Uniform CrossdraftDocument13 pagesAn Analytical, Numerical, and Experimental Comparison of The Fluid Velocity in The Vicinity of An Open Tank With One and Two Lateral Exhaust Slot Hoods and A Uniform CrossdraftnurizzaatiNo ratings yet
- Extrusion Simulation and Experimental Validation To Optimize Precision Die DesignDocument5 pagesExtrusion Simulation and Experimental Validation To Optimize Precision Die DesignFethi Arslan KılınçNo ratings yet
- Design of Drum Type Apparatus For Processing of Bulk Materials 2014 Procedia ChemistryDocument9 pagesDesign of Drum Type Apparatus For Processing of Bulk Materials 2014 Procedia Chemistrymfruge5No ratings yet
- 2022 - Applications of Computational Fluid Dynamics in The E-Cigarettes IndustryDocument12 pages2022 - Applications of Computational Fluid Dynamics in The E-Cigarettes IndustrytrongndNo ratings yet
- Numerical Analasys of Fluid in A PipeDocument9 pagesNumerical Analasys of Fluid in A PipeVinay KusumanchiNo ratings yet
- Non-Stationary CFD Simulation of A Gear Pump: SciencedirectDocument8 pagesNon-Stationary CFD Simulation of A Gear Pump: SciencedirectJuanCa BarbosaNo ratings yet
- Revisiting The Dang Van CriterionDocument5 pagesRevisiting The Dang Van CriterionHsan HaddarNo ratings yet
- Fluids: Numerical Simulations of The Flow Dynamics in A Tube With Inclined Fins Using Open-Source SoftwareDocument16 pagesFluids: Numerical Simulations of The Flow Dynamics in A Tube With Inclined Fins Using Open-Source SoftwareNicolàs Ortega GarcìaNo ratings yet
- Droplet Ejection Performance of A Monolithic Thermal Inkjet Print HeadDocument9 pagesDroplet Ejection Performance of A Monolithic Thermal Inkjet Print HeadTiffany RusNo ratings yet
- 20 OPTIMIZATIONOnDocument9 pages20 OPTIMIZATIONOnDavid AlejandroNo ratings yet
- Basic Parameter Study For The Separation of A Isopropanol-Water Mixture by Using Fricdiff TechnologyDocument20 pagesBasic Parameter Study For The Separation of A Isopropanol-Water Mixture by Using Fricdiff TechnologymarytudorNo ratings yet
- Filament Wound PV Optimal DesignDocument8 pagesFilament Wound PV Optimal DesignWaseem GulNo ratings yet
- Design of Extrusion Die For Plastic Profile Using Ansys Polyflow SoftwareDocument6 pagesDesign of Extrusion Die For Plastic Profile Using Ansys Polyflow SoftwareThejus RamachandranNo ratings yet
- Computational Modeling of Vehicle Radiators UsingDocument21 pagesComputational Modeling of Vehicle Radiators UsingGabriel AzevedoNo ratings yet
- Optimum Process Designs For Ultrafiltration Microfiltration Systems and CrossflowDocument5 pagesOptimum Process Designs For Ultrafiltration Microfiltration Systems and Crossflowsihan wangNo ratings yet
- Project Report Final03Document42 pagesProject Report Final03vign2211No ratings yet
- Optimization and Numerical Simulation of Outlet of Twin Screw ExtruderDocument5 pagesOptimization and Numerical Simulation of Outlet of Twin Screw ExtruderGabriel PóvoaNo ratings yet
- Shortcourseof Optimization TechniqueDocument52 pagesShortcourseof Optimization TechniqueAddisu TsehayNo ratings yet
- Failure Analysis of A High-Pressure Natural Gas Heat Exchanger and Its Modified Design-Chapter 14Document19 pagesFailure Analysis of A High-Pressure Natural Gas Heat Exchanger and Its Modified Design-Chapter 14lei-yong jiangNo ratings yet
- Accepted Manuscript: Applied Thermal EngineeringDocument20 pagesAccepted Manuscript: Applied Thermal EngineeringalfonsoNo ratings yet
- Kel 1 PDFDocument8 pagesKel 1 PDFIluy OnKyuNo ratings yet
- E3sconf Star2024 00027Document11 pagesE3sconf Star2024 00027seherr719No ratings yet
- Entropy 14 00599 PDFDocument15 pagesEntropy 14 00599 PDFGonçalo CoutoNo ratings yet
- Analysis of Filling Distance in Cylindrical Microfeatures For Microinjection MoldingDocument9 pagesAnalysis of Filling Distance in Cylindrical Microfeatures For Microinjection Moldingregil01No ratings yet
- 2021-Hasan-Earth Air Tunnel Heat Exchanger ForDocument18 pages2021-Hasan-Earth Air Tunnel Heat Exchanger ForraviNo ratings yet
- Openfoan 2Document6 pagesOpenfoan 2orlando alexander herrera valdiviaNo ratings yet
- Goncalves 2014 DesignDocument8 pagesGoncalves 2014 DesignAmr KamelNo ratings yet
- Hole Cleaning Performance of Light-Weight Drilling Fluids During Horizontal Underbalanced DrillingDocument6 pagesHole Cleaning Performance of Light-Weight Drilling Fluids During Horizontal Underbalanced Drillingswaala4realNo ratings yet
- Liên Quan 2Document13 pagesLiên Quan 2Anh Tài VũNo ratings yet
- Numerical Simulation of Coughed Droplets in Conference Room - Zhang2017Document7 pagesNumerical Simulation of Coughed Droplets in Conference Room - Zhang2017MortezaAli MasoomiNo ratings yet
- Depressurization of Carbon Dioxide in Pipelines-MoDocument9 pagesDepressurization of Carbon Dioxide in Pipelines-MoAmmarul NafikNo ratings yet
- Heat Transfer of Double Pipe Heat Exchanger Performance by Using Nanofluids and Serrated FinsDocument12 pagesHeat Transfer of Double Pipe Heat Exchanger Performance by Using Nanofluids and Serrated FinsnabeelNo ratings yet
- 16-21 (Jurnal Expansion Loop)Document6 pages16-21 (Jurnal Expansion Loop)bagas karaNo ratings yet
- Analysis of The Mobility of Printed Organic P-ChanDocument7 pagesAnalysis of The Mobility of Printed Organic P-ChansoldatmichNo ratings yet
- M14 - Poglavlje U Knjizi INTECHDocument17 pagesM14 - Poglavlje U Knjizi INTECHMilos VasicNo ratings yet
- Fluid Friction Measurement Experiment Jan20Document5 pagesFluid Friction Measurement Experiment Jan20Ammar AzfarNo ratings yet
- Simulation ThickenerDocument11 pagesSimulation ThickenerEnrique Santiago MaldonadoNo ratings yet
- Optimization of The Pultrusion Process For A Rod With A Large DiameterDocument8 pagesOptimization of The Pultrusion Process For A Rod With A Large DiameterAlex FinalFightNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument27 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsSebastian PinzonNo ratings yet
- Pressure Vessels FinalDocument38 pagesPressure Vessels FinalKumarNo ratings yet
- Entropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional ApproachDocument15 pagesEntropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional Approachkoustavghosh1986No ratings yet
- The Design of Extrusion Screws: An Optimization ApproachDocument50 pagesThe Design of Extrusion Screws: An Optimization ApproachRicham HamzeNo ratings yet
- Experimental and Analytical Evaluation of Ow in A Square-To-Square Wind Tunnel ContractionDocument16 pagesExperimental and Analytical Evaluation of Ow in A Square-To-Square Wind Tunnel ContractionDr-Manish SharmaNo ratings yet
- Computational and Experimental Evaluation of Two Models For The Simulation of Thermoplastics Injection MoldingDocument128 pagesComputational and Experimental Evaluation of Two Models For The Simulation of Thermoplastics Injection MoldingfbahsiNo ratings yet
- Study On The Leakage Flow Through A Clearance GapDocument10 pagesStudy On The Leakage Flow Through A Clearance GapShannon HutchinsonNo ratings yet
- 1 s2.0 S1877705817350543 Main PDFDocument7 pages1 s2.0 S1877705817350543 Main PDFRafi Bachtiar SaputraNo ratings yet
- ME325 Project 2h85vf9Document17 pagesME325 Project 2h85vf9christian.canaleNo ratings yet
- Using MDO To Optimize Fuel NozzleDocument6 pagesUsing MDO To Optimize Fuel NozzleGowtham Kumar DronamrajuNo ratings yet
- Wa0016.Document3 pagesWa0016.Dinesh ChowdaryNo ratings yet
- Entropy Generation Analysis of Water Jet Pump Using Computational Fluid DynamicsDocument8 pagesEntropy Generation Analysis of Water Jet Pump Using Computational Fluid DynamicsEnrique FloresNo ratings yet
- Woo Il Lee Springer - 1987 - A Model of The Manufacturing Process of Thermoplastic Matrix CompositesDocument41 pagesWoo Il Lee Springer - 1987 - A Model of The Manufacturing Process of Thermoplastic Matrix CompositesMerve Nur GüvenNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument11 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsali iravaniNo ratings yet
- Experimentacion RapidasDocument10 pagesExperimentacion RapidasOscar Choque JaqquehuaNo ratings yet
- Extrusion of Al/sic by Stir Casting and Powder MetallurgyDocument4 pagesExtrusion of Al/sic by Stir Casting and Powder MetallurgyvaalgatamilramNo ratings yet
- Sink CSMDocument2 pagesSink CSMZulfiqar AhmedNo ratings yet
- Math 2021 Past PaperDocument27 pagesMath 2021 Past PaperayaanrayhaanNo ratings yet
- Chapter 4-Behavior Evaluation of Vehicule Materials-Lecture 2Document44 pagesChapter 4-Behavior Evaluation of Vehicule Materials-Lecture 2roy barmoNo ratings yet
- Steps To Improve Roads On Black Cotton SoilsDocument9 pagesSteps To Improve Roads On Black Cotton SoilsAmrutha SivaramanNo ratings yet
- 06 Melting PointDocument21 pages06 Melting PointFranchiezca AoananNo ratings yet
- Industrial Crops & Products: Bishwajit Changmai, Putla Sudarsanam, Lalthazuala RokhumDocument10 pagesIndustrial Crops & Products: Bishwajit Changmai, Putla Sudarsanam, Lalthazuala RokhumIdemudia VictorNo ratings yet
- Strength of Materials - Task 1. Chapter 1.Document3 pagesStrength of Materials - Task 1. Chapter 1.Eduard Avila Meriño100% (1)
- Chapter 9 - Linear MotionDocument47 pagesChapter 9 - Linear MotionMohammad VhoraNo ratings yet
- 0234 - Chimney Structural - R0Document7 pages0234 - Chimney Structural - R0Rufus D SNo ratings yet
- Physics - II - Tutorial Sheet - Unit - 4 - Semiconductor PhysicsDocument12 pagesPhysics - II - Tutorial Sheet - Unit - 4 - Semiconductor PhysicsKadis PrasadNo ratings yet
- Datasheet Micro Solenoid Valve Series v367 v03b Asco en 5377170Document2 pagesDatasheet Micro Solenoid Valve Series v367 v03b Asco en 5377170jackzhang7608No ratings yet
- Third Floor Beam Design CalculationDocument3 pagesThird Floor Beam Design CalculationArnold VercelesNo ratings yet
- Covalent Bonding: Mrs. C. Williams-Massey Third From ChemistryDocument15 pagesCovalent Bonding: Mrs. C. Williams-Massey Third From ChemistryJoshua BrownNo ratings yet
- Design of Structural Steel Pipe Racks PDFDocument12 pagesDesign of Structural Steel Pipe Racks PDFmobin1978100% (3)
- Peakon-Wazwaz 2006Document13 pagesPeakon-Wazwaz 2006songs qaumiNo ratings yet
- Materials Science at The Nanoscale: C.N.R. RaoDocument12 pagesMaterials Science at The Nanoscale: C.N.R. RaoPratheeshVnNo ratings yet
- Siemens Power Engineering Guide 7E 343Document1 pageSiemens Power Engineering Guide 7E 343mydearteacherNo ratings yet
- Lab 3Document19 pagesLab 3Nosheen AliNo ratings yet
- Exercises - Mag Circuits+ XFMRsDocument5 pagesExercises - Mag Circuits+ XFMRsMINH Nguyễn TuấnNo ratings yet
- Lab Assignment 1 EEE-466, Power Electronics Lab: Design and Simulation of Bridge RectifiersDocument9 pagesLab Assignment 1 EEE-466, Power Electronics Lab: Design and Simulation of Bridge RectifiersKhairulNo ratings yet
- 4270GP PDFDocument1 page4270GP PDFImadNo ratings yet
- Chapter-9 - THERMODYNAMICSDocument37 pagesChapter-9 - THERMODYNAMICSJoanne SohNo ratings yet
- GenChem1 Module5Document27 pagesGenChem1 Module5Nancy DumpitNo ratings yet
- Samsung CAC Duct S Brochure 20140729 0Document16 pagesSamsung CAC Duct S Brochure 20140729 0Callany AnycallNo ratings yet
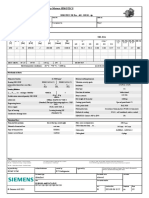
- Data Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1CV3407B Simotics SD Pro - 400 - Im B3 - 4PDocument2 pagesData Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1CV3407B Simotics SD Pro - 400 - Im B3 - 4Pnadia perezNo ratings yet
- Volvo Hydraulic Hammer PDFDocument6 pagesVolvo Hydraulic Hammer PDFrammysi100% (1)
- Iris Power RIV Camera System: Rotor-in-Place Visual Inspection of Rotating MachinesDocument2 pagesIris Power RIV Camera System: Rotor-in-Place Visual Inspection of Rotating MachinesamirNo ratings yet
- Solutions To Practice Problems, Module 2: Engineering MechanicsDocument16 pagesSolutions To Practice Problems, Module 2: Engineering MechanicsShaun Patrick AlbaoNo ratings yet
- Greene Tweed Arlon 1000 Typical Property SheetDocument3 pagesGreene Tweed Arlon 1000 Typical Property SheetYang WangNo ratings yet