You might also like
- European Patent Specification: Printed by Jouve, 75001 PARIS (FR)Document26 pagesEuropean Patent Specification: Printed by Jouve, 75001 PARIS (FR)Madhawan ChandrawanshiNo ratings yet
- TP 02 AissaouiDocument11 pagesTP 02 AissaouiKossai BskNo ratings yet
- EP04719648NWB1Document22 pagesEP04719648NWB1Pedro JuanNo ratings yet
- EP1566412B1Document51 pagesEP1566412B1Juanan LopezNo ratings yet
- Uus73987 PDFDocument38 pagesUus73987 PDFJJ JJNo ratings yet
- TEPZZ - 8 - 8468B - T: European Patent SpecificationDocument47 pagesTEPZZ - 8 - 8468B - T: European Patent SpecificationChadi EANo ratings yet
- EP0977908B1Document23 pagesEP0977908B1Muhammad AHSAN ISHAQNo ratings yet
- EP07752630NWB1Document21 pagesEP07752630NWB1Sy Nguyen VietNo ratings yet
- EP3511172B1Document88 pagesEP3511172B1Thanh Hậu TrầnNo ratings yet
- Ep1987107b1 PDFDocument9 pagesEp1987107b1 PDFJoyce Abegail De PedroNo ratings yet
- Ep 17876386 Nwa 1Document31 pagesEp 17876386 Nwa 1Dhruv DhankechaNo ratings yet
- US10045403Document32 pagesUS10045403hjdineenNo ratings yet
- European Patent Specification: ElementsDocument12 pagesEuropean Patent Specification: ElementstonyNo ratings yet
- EP0930956B1Document9 pagesEP0930956B1mohammadNo ratings yet
- US6783609Document13 pagesUS6783609ceyhun kilicNo ratings yet
- EP0750691B1Document73 pagesEP0750691B1Nourhan YoussefNo ratings yet
- TEPZZ 59 - ZB - T: European Patent SpecificationDocument16 pagesTEPZZ 59 - ZB - T: European Patent SpecificationSORIA AUZA GABRIELA ALEJANDRANo ratings yet
- EP0725696B1Document19 pagesEP0725696B1Ashkan AsefiNo ratings yet
- Paten Tke FixDocument12 pagesPaten Tke FixTREE SILVIA PUTRI MINATANo ratings yet
- Plastic Bottle PDFDocument21 pagesPlastic Bottle PDFnasyahrahNo ratings yet
- United States Patent: (10) Patent No.: US 9.285,797 B2Document15 pagesUnited States Patent: (10) Patent No.: US 9.285,797 B2AgusNo ratings yet
- Cerium Oxide Abrasive SlurryDocument15 pagesCerium Oxide Abrasive SlurryPushkaraj Salil BaneNo ratings yet
- United States Patent: (75) Inventors: Michiyuki K0N0, Neyagawa (JP) 2 1 Gnanak : 6 Al'Document24 pagesUnited States Patent: (75) Inventors: Michiyuki K0N0, Neyagawa (JP) 2 1 Gnanak : 6 Al'cantikNo ratings yet
- United States Patent (10) Patent No.: US 6,634,175 B1: Kawata Et Al. (45) Date of Patent: Oct. 21, 2003Document22 pagesUnited States Patent (10) Patent No.: US 6,634,175 B1: Kawata Et Al. (45) Date of Patent: Oct. 21, 2003RohitNo ratings yet
- United States Patent: Suzuki Et AlDocument12 pagesUnited States Patent: Suzuki Et AlFerina GuoNo ratings yet
- US8689982Document7 pagesUS8689982Kan Sang MokNo ratings yet
- United States Patent: Fiigel US 6,840,540 B2Document12 pagesUnited States Patent: Fiigel US 6,840,540 B2jemanuelvNo ratings yet
- TEPZZ 44Z 46B - T: European Patent SpecificationDocument46 pagesTEPZZ 44Z 46B - T: European Patent SpecificationJosé GonzalesNo ratings yet
- PDF DocumentDocument16 pagesPDF DocumentRajendra ChoudharyNo ratings yet
- Us 7665468Document13 pagesUs 7665468moustafahamod9No ratings yet
- EP0786594B2Document12 pagesEP0786594B2rotimi olalekan fataiNo ratings yet
- Process For Enamelling A Glass SheetDocument10 pagesProcess For Enamelling A Glass SheetbahramrezaeiNo ratings yet
- Us 10637319Document39 pagesUs 10637319Shankar PediredlaNo ratings yet
- TEPZZ 44448ZB - T: European Patent SpecificationDocument29 pagesTEPZZ 44448ZB - T: European Patent SpecificationKyaw Thu WinNo ratings yet
- European Patent Specification C08L 33/12, C08K 3/22: Before and After ThermoformingDocument19 pagesEuropean Patent Specification C08L 33/12, C08K 3/22: Before and After ThermoformingcockeiserNo ratings yet
- Quick Connector and CheckerDocument41 pagesQuick Connector and CheckerTUNCAY GUMUSNo ratings yet
- EP3083777B1 Borealis PPDocument30 pagesEP3083777B1 Borealis PPSamshihNo ratings yet
- TEPZZ Z7Z - 8A - T: European Patent ApplicationDocument34 pagesTEPZZ Z7Z - 8A - T: European Patent ApplicationHitesh DeoraNo ratings yet
- US8003261 AsahiDocument11 pagesUS8003261 AsahiSamshihNo ratings yet
- United States Patent: Lapauw Et Al. (45) Date of Patent: May 21, 2013Document15 pagesUnited States Patent: Lapauw Et Al. (45) Date of Patent: May 21, 2013Mary HullNo ratings yet
- United States Patent (19) : Kogure (45) Date of Patent: Jul. 2, 1991Document9 pagesUnited States Patent (19) : Kogure (45) Date of Patent: Jul. 2, 1991siritapeNo ratings yet
- US7605285 Patente Confirmada Produccion de Dimetil de CarbonatoDocument13 pagesUS7605285 Patente Confirmada Produccion de Dimetil de CarbonatoBRENDA MARYSABEL ESTEBAN HUARINo ratings yet
- TEPZZ 86 95 - A - T: European Patent ApplicationDocument19 pagesTEPZZ 86 95 - A - T: European Patent ApplicationandyNo ratings yet
- United States Patent (10) Patent No.: US 8.066,046 B2Document6 pagesUnited States Patent (10) Patent No.: US 8.066,046 B2Erin GokNo ratings yet
- TEPZZ ZZ6787A - T: European Patent ApplicationDocument21 pagesTEPZZ ZZ6787A - T: European Patent Application29 AkhilNo ratings yet
- Varistor Patent EP0115050B1Document35 pagesVaristor Patent EP0115050B1Nguyen Trung HuyNo ratings yet
- European Patent Specification C08K 5/10, C08L 27/12,: Printed by Jouve, 75001 PARIS (FR)Document9 pagesEuropean Patent Specification C08K 5/10, C08L 27/12,: Printed by Jouve, 75001 PARIS (FR)KENo ratings yet
- United States Patent: (10) Patent No.: US 7,605,347 B2Document20 pagesUnited States Patent: (10) Patent No.: US 7,605,347 B2Mihail AvramovNo ratings yet
- Us9976567 (B2)Document10 pagesUs9976567 (B2)Gabriel PhilippiNo ratings yet
- European Patent Application: (19) (11) (12) Published in Accordance With Art. 153 (4) EPCDocument18 pagesEuropean Patent Application: (19) (11) (12) Published in Accordance With Art. 153 (4) EPCyigitilgazNo ratings yet
- Producing Roasted Coffee Beans in Relation To Carbon Monoxide GeneratedDocument16 pagesProducing Roasted Coffee Beans in Relation To Carbon Monoxide GeneratedHiroyuki YamamotoNo ratings yet
- United States Patent: Yorifuji Et AlDocument16 pagesUnited States Patent: Yorifuji Et AlErin GokNo ratings yet
- US6804943Document6 pagesUS6804943Abdullah KhanNo ratings yet
- Cryogenic Centrifugal Pump.Document28 pagesCryogenic Centrifugal Pump.SIDDARAJU NNo ratings yet
- United States Patent: US 7,574,795 B2 Aug. 18,2009Document17 pagesUnited States Patent: US 7,574,795 B2 Aug. 18,2009amd mhmNo ratings yet
- European Patent Specification: Process For Preparing A Self-Adhesive Composition Using A Planetary ExtruderDocument17 pagesEuropean Patent Specification: Process For Preparing A Self-Adhesive Composition Using A Planetary ExtruderSinan ÇağlanNo ratings yet
- EP19702124NWB1Document15 pagesEP19702124NWB1amanraza.canNo ratings yet
- CTP in PhunDocument30 pagesCTP in Phunlong trịnhNo ratings yet
- TEPZZ 87 - 9B - T: European Patent SpecificationDocument17 pagesTEPZZ 87 - 9B - T: European Patent SpecificationDirga Delonix RegiaNo ratings yet
- How to Find Out About Patents: The Commonwealth and International Library: Libraries and Technical Information DivisionFrom EverandHow to Find Out About Patents: The Commonwealth and International Library: Libraries and Technical Information DivisionNo ratings yet
- Shinagawa Continuous CastingDocument28 pagesShinagawa Continuous CastingOctavio CarvajalNo ratings yet
- Scarfing Machines WhyDocument16 pagesScarfing Machines WhyOctavio CarvajalNo ratings yet
- Steel Statistical Yearbook 2019 Concise VersionDocument46 pagesSteel Statistical Yearbook 2019 Concise VersionOctavio CarvajalNo ratings yet
- Steel in Figures 2010Document122 pagesSteel in Figures 2010divya_devesh3742No ratings yet
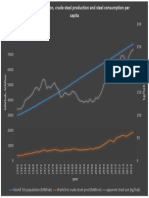
- Steel-Consumption FinalDocument1 pageSteel-Consumption FinalOctavio CarvajalNo ratings yet
- Top Three Countries Steel ConsumptionDocument1 pageTop Three Countries Steel ConsumptionOctavio CarvajalNo ratings yet
- Impact of Adding 100% Dolomitic Lime On Dephosphorization and Slag Foaming Index During Electric Arc - Definitivo1Document12 pagesImpact of Adding 100% Dolomitic Lime On Dephosphorization and Slag Foaming Index During Electric Arc - Definitivo1Octavio CarvajalNo ratings yet
- Billionaires Secrets PDFDocument28 pagesBillionaires Secrets PDFgeorgio valentino rayalaNo ratings yet
- Micro Project: Title of The ProjectDocument23 pagesMicro Project: Title of The Project725 Radhika RajdharNo ratings yet
- Sciencedirect SciencedirectDocument6 pagesSciencedirect SciencedirectTony starkNo ratings yet
- Features & Benefits: Precision Abrasive Waterjet SystemsDocument2 pagesFeatures & Benefits: Precision Abrasive Waterjet SystemsCojanu CozminNo ratings yet
- Marble & GraniteDocument15 pagesMarble & Granitep156426 Ahmad KhanzadaNo ratings yet
- AWJMDocument43 pagesAWJMgajendra2010No ratings yet
- Lantek Expert Cut 1p (EN-UK)Document2 pagesLantek Expert Cut 1p (EN-UK)LantekNo ratings yet
- Cahier Des Charges: Technical SpecificationsDocument15 pagesCahier Des Charges: Technical SpecificationsalbertoNo ratings yet
- wb136 5 Belt CleaningDocument12 pageswb136 5 Belt CleaningMohamed SanosNo ratings yet
- Chukar Waterjet Parts CatalogDocument86 pagesChukar Waterjet Parts CatalogSatish GuptaNo ratings yet
- Water Jet Machining: Dr. Harlal Singh MaliDocument12 pagesWater Jet Machining: Dr. Harlal Singh MaliAdit AgarwalNo ratings yet
- BDSsteelhandbookDocument80 pagesBDSsteelhandbookVeeraiah AnbuNo ratings yet
- Optimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188Document6 pagesOptimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188ronNo ratings yet
- EML2322L-Abrasive Water Jet ProcessesDocument16 pagesEML2322L-Abrasive Water Jet ProcessesTurgut GülmezNo ratings yet
- Fabric CuttingDocument10 pagesFabric CuttingRatul HasanNo ratings yet
- Inspect Flash RustDocument113 pagesInspect Flash RustMario Jorge Pereira100% (1)
- Abrasive Water Jet MachiningDocument47 pagesAbrasive Water Jet Machining1AdityaPathania150% (4)
- Heimbach - Keeping Formingfabrics CleanDocument4 pagesHeimbach - Keeping Formingfabrics CleanTunç TürkNo ratings yet
- EnduroMAX Pump 600064BDocument2 pagesEnduroMAX Pump 600064BJamieNo ratings yet
- Ugello Antigoccia MT - xx4C GBDocument1 pageUgello Antigoccia MT - xx4C GBtranceinttNo ratings yet
- Water Jet MachiningDocument33 pagesWater Jet Machiningjojo258No ratings yet
- Water Jet Procedd PDFDocument788 pagesWater Jet Procedd PDFVijendraAgar100% (1)
- Gee Valve SealsDocument28 pagesGee Valve SealsHARSHANo ratings yet
- An Experimental Investigation On Abrasive Jet Machining by Erosion Abrasive GrainDocument3 pagesAn Experimental Investigation On Abrasive Jet Machining by Erosion Abrasive GrainPkNo ratings yet
- Wet Slurry Blasting: ESOH NeedDocument3 pagesWet Slurry Blasting: ESOH NeedSamsu SamsNo ratings yet
- Abrasive Waterjet MachiningDocument54 pagesAbrasive Waterjet MachiningPrasad ChoureNo ratings yet
- Water Jet Machining (WJM) : Principle of The ProcessDocument30 pagesWater Jet Machining (WJM) : Principle of The ProcessMr Yasin Mech StaffNo ratings yet
- Non-Traditional Machining: Unit - 1Document48 pagesNon-Traditional Machining: Unit - 1bunty231No ratings yet
- 6424-1 LMS30 PDFDocument2 pages6424-1 LMS30 PDFadventure11111100% (1)
- Abrasive Jet Machining (AJM) : Unit 3Document54 pagesAbrasive Jet Machining (AJM) : Unit 3Satish SatiNo ratings yet
- Low-Pressure-Cleaning-Guide F&BDocument17 pagesLow-Pressure-Cleaning-Guide F&BPraveenKatkoori100% (1)