You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- High-Performance GM LS-Series Cylinder Head GuideFrom EverandHigh-Performance GM LS-Series Cylinder Head GuideRating: 4.5 out of 5 stars4.5/5 (2)
- HT Barrelsscrews e PDFDocument2 pagesHT Barrelsscrews e PDFsantu_23No ratings yet
- Am ItDocument27 pagesAm Itakalbhor90No ratings yet
- Gun Drill PriceDocument15 pagesGun Drill Price1mmahoneyNo ratings yet
- FENN Division Tcm20-23390Document15 pagesFENN Division Tcm20-23390Juan Fernando Campuzano100% (1)
- Pro Rod BrochureDocument9 pagesPro Rod BrochureMIRCEA1305No ratings yet
- Manufacturing Machines and ToolsDocument5 pagesManufacturing Machines and Tools2K18/ME/237 UJJWAL BHARTINo ratings yet
- Meraj Engineering - CatalogueDocument29 pagesMeraj Engineering - CatalogueMohammad Iqbal KhanNo ratings yet
- Astrum BrochureDocument20 pagesAstrum BrochureGohilakrishnan ThiagarajanNo ratings yet
- Mstube BrochureDocument8 pagesMstube Brochuresatish3682No ratings yet
- Sai Extrumech Alias Sai EngineeringDocument18 pagesSai Extrumech Alias Sai EngineeringsaiextrumechNo ratings yet
- Long Products Rolling MillsDocument21 pagesLong Products Rolling Millsralish12No ratings yet
- Scraper TrapDocument6 pagesScraper TrapMayur PatelNo ratings yet
- The 7-Stage Ship Building ProcessDocument60 pagesThe 7-Stage Ship Building ProcessShankar AchallaNo ratings yet
- W6!7!304E Skin-Pass Mills ReferencesDocument36 pagesW6!7!304E Skin-Pass Mills Referencesdorin serbanNo ratings yet
- Mini Mill 100Document2 pagesMini Mill 100Muhammad HarisNo ratings yet
- S Wager BrochureDocument2 pagesS Wager BrochureMoustaffa100% (1)
- Complete Tank FabricationDocument8 pagesComplete Tank Fabricationnike_y2kNo ratings yet
- CatalogueDocument2 pagesCatalogueebersworld_2011No ratings yet
- Abraline PDFDocument32 pagesAbraline PDFAmel DurakovicNo ratings yet
- Deltatec High Performance CNC-CuttingDocument4 pagesDeltatec High Performance CNC-CuttingmtonellyNo ratings yet
- 3d Milling Copy BrochureDocument28 pages3d Milling Copy BrochureDana IrinaNo ratings yet
- VIETZ Pipe Bending Machines GuideDocument16 pagesVIETZ Pipe Bending Machines GuideBoopathi RajuNo ratings yet
- AUTOMATIC WELDING OF STORAGE TANKSDocument8 pagesAUTOMATIC WELDING OF STORAGE TANKSJimmy RodriguesNo ratings yet
- Welders Cold Rolling Plants enDocument12 pagesWelders Cold Rolling Plants enParichayBhattacharjeeNo ratings yet
- KTM Complete Line PDFDocument84 pagesKTM Complete Line PDFAdhie WaelacxhNo ratings yet
- What Exactly is Rolling? The Process and Key FactsDocument39 pagesWhat Exactly is Rolling? The Process and Key FactsAshish12312No ratings yet
- 01 Brochure - Plants For Tire Cord - Bead Wire - Hose Wire - Staple Wire - Wire RopeDocument12 pages01 Brochure - Plants For Tire Cord - Bead Wire - Hose Wire - Staple Wire - Wire RopeYahyaMoummouNo ratings yet
- Carding: Card Clothing For Short Staple ApplicationsDocument20 pagesCarding: Card Clothing For Short Staple ApplicationsnashedisNo ratings yet
- Sigma Heavy Engineering's Metal Fabrication ProcessesDocument8 pagesSigma Heavy Engineering's Metal Fabrication ProcessesHarmeetNo ratings yet
- Emp Dry ProcessDocument6 pagesEmp Dry ProcessragandaNo ratings yet
- ProfilDocument18 pagesProfilAnonymous 6EW2MsFbkNo ratings yet
- WR424GB00DDocument16 pagesWR424GB00DIgor San Martín PeñalozaNo ratings yet
- Surface Belt Structure: Cema C & D SeriesDocument8 pagesSurface Belt Structure: Cema C & D SeriesSari Ully SibaraniNo ratings yet
- W7 304E Plating Lines MontageDocument9 pagesW7 304E Plating Lines MontageAnonymous wtK1AZBi100% (1)
- Sam McCoy MFG - Catalogue 2004 - 2Document29 pagesSam McCoy MFG - Catalogue 2004 - 2Sam McCoy ManufacturingNo ratings yet
- About UsDocument13 pagesAbout UsAhmed SobhyNo ratings yet
- Senior Flexonics Expansion JointsDocument93 pagesSenior Flexonics Expansion JointssunethbabuNo ratings yet
- Thornton Vessel Shop PresentationDocument30 pagesThornton Vessel Shop PresentationChris CarterNo ratings yet
- X 341E CEM Technology Compact Endless Cast and Rolling MillDocument2 pagesX 341E CEM Technology Compact Endless Cast and Rolling MillGowtham VishvakarmaNo ratings yet
- SMS Meer Blankstahl-Schaelen GB ScreenRZ-2Document24 pagesSMS Meer Blankstahl-Schaelen GB ScreenRZ-2AlexandruTomaNo ratings yet
- MS Vibrating ScreenDocument2 pagesMS Vibrating ScreenVivek AgrawalNo ratings yet
- LNT Form WorkDocument12 pagesLNT Form Workprem_k_sNo ratings yet
- Unity Pwoer Point-2Document61 pagesUnity Pwoer Point-2Jai SankerNo ratings yet
- Aws Weldingmarketplace 201401 PDFDocument16 pagesAws Weldingmarketplace 201401 PDFSivalingam SubashNo ratings yet
- Carmex Catalogue WebDocument203 pagesCarmex Catalogue WebPaisaje SilenciosoNo ratings yet
- ERDEMIR General Product BrochureDocument32 pagesERDEMIR General Product BrochureTC Mehmet Danış Eryılmaz100% (1)
- 20 - KME-M - Bars and Profiles - ENDocument12 pages20 - KME-M - Bars and Profiles - ENMusteizerNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Screwcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsFrom EverandScrewcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsNo ratings yet
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicFrom EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNo ratings yet
- Shinagawa Continuous CastingDocument28 pagesShinagawa Continuous CastingOctavio CarvajalNo ratings yet
- Patent Grinding Method for Steel BilletsDocument17 pagesPatent Grinding Method for Steel BilletsOctavio CarvajalNo ratings yet
- Steel Statistical Yearbook 2010 DataDocument122 pagesSteel Statistical Yearbook 2010 Datadivya_devesh3742No ratings yet
- Steel Statistical Yearbook 2019 Concise VersionDocument46 pagesSteel Statistical Yearbook 2019 Concise VersionOctavio CarvajalNo ratings yet
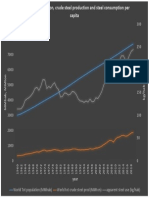
- Steel-Consumption FinalDocument1 pageSteel-Consumption FinalOctavio CarvajalNo ratings yet
- Top Three Countries Steel ConsumptionDocument1 pageTop Three Countries Steel ConsumptionOctavio CarvajalNo ratings yet
- Billionaires Secrets PDFDocument28 pagesBillionaires Secrets PDFgeorgio valentino rayalaNo ratings yet
- Impact of Adding 100% Dolomitic Lime On Dephosphorization and Slag Foaming Index During Electric Arc - Definitivo1Document12 pagesImpact of Adding 100% Dolomitic Lime On Dephosphorization and Slag Foaming Index During Electric Arc - Definitivo1Octavio CarvajalNo ratings yet
- Overall Equipment Effectiveness (OEE)Document16 pagesOverall Equipment Effectiveness (OEE)Arif Abu FarhanaNo ratings yet
- G16S-0205-03 - Hot Drip GalvDocument2 pagesG16S-0205-03 - Hot Drip Galvpuwarin najaNo ratings yet
- Construction and Building Materials: Vitoldas Vaitkevic Ius, Evaldas Šerelis, Harald HilbigDocument3 pagesConstruction and Building Materials: Vitoldas Vaitkevic Ius, Evaldas Šerelis, Harald Hilbigalo aloNo ratings yet
- D 5937 - 96Document4 pagesD 5937 - 96Provocateur SamaraNo ratings yet
- Tutorial CorrosionDocument2 pagesTutorial CorrosionSana chaudharyNo ratings yet
- Ball Screws Splines Cten PDFDocument186 pagesBall Screws Splines Cten PDFJulián GarcíaNo ratings yet
- DT Year 10Document2 pagesDT Year 10Prince LibbohholeNo ratings yet
- Illustrative-Problem-2 (Normal and Abnormal Losses)Document22 pagesIllustrative-Problem-2 (Normal and Abnormal Losses)rei biatchNo ratings yet
- Competence Overview - New Candidates - BMSDocument19 pagesCompetence Overview - New Candidates - BMSJose DiazNo ratings yet
- Heat Treatment Typical Questions With AnswersDocument5 pagesHeat Treatment Typical Questions With AnswersMatodzi FhumulaniNo ratings yet
- Introduction To WeavingDocument17 pagesIntroduction To WeavingJahaziNo ratings yet
- Katalog Aug10 E OpDocument13 pagesKatalog Aug10 E OpAhmed Al BidaouiNo ratings yet
- Vinnapas 5111 L PdsDocument2 pagesVinnapas 5111 L PdsreneNo ratings yet
- Tool Room Machine ListDocument12 pagesTool Room Machine ListsachinNo ratings yet
- Hammer Peening s00170-021-07993-5Document19 pagesHammer Peening s00170-021-07993-5Md MehtabNo ratings yet
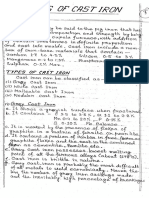
- Welding of Cast IronDocument10 pagesWelding of Cast IronKrishnendu RouthNo ratings yet
- Acctg 1102 Module 7 - Economies of Scale and ScopeDocument4 pagesAcctg 1102 Module 7 - Economies of Scale and ScopeElj Grace BaronNo ratings yet
- Hall 1985Document12 pagesHall 1985moonstarNo ratings yet
- Effects of Water Immersion Ageing On Composites Made of Non-Dry Flax FibresDocument3 pagesEffects of Water Immersion Ageing On Composites Made of Non-Dry Flax FibresNavid HoseiniNo ratings yet
- Drilling Machine Accessories GuideDocument29 pagesDrilling Machine Accessories Guidemanoj_005No ratings yet
- Rip RapDocument2 pagesRip RapAlvin ConcepcionNo ratings yet
- Universal 1-Component Polyurethane Joint Sealant: DescriptionDocument2 pagesUniversal 1-Component Polyurethane Joint Sealant: DescriptionAkram ShaikhNo ratings yet
- L12 - Pressable CeramicsDocument34 pagesL12 - Pressable CeramicsALAA IBRAHIM IBRAHIM50% (2)
- Basic tech Grade 7-9 questionsDocument4 pagesBasic tech Grade 7-9 questionsSamuel John OmoleNo ratings yet
- DIY Ladder Desk PlanDocument6 pagesDIY Ladder Desk PlanAlejandra GNo ratings yet
- AbstractDocument22 pagesAbstractDan Mae Catian HermosoNo ratings yet
- Script Pitching Vid ElcDocument1 pageScript Pitching Vid ElcnazryNo ratings yet
- 3D - CparDocument32 pages3D - CparKristine AllejeNo ratings yet
- BS en 10083-3-2006Document58 pagesBS en 10083-3-2006Martijn GrootNo ratings yet
- CISCRYL-DS50 (Duct Sealant)Document2 pagesCISCRYL-DS50 (Duct Sealant)ajeet soniNo ratings yet