You might also like
- Fundamentals of Process Control Theory, 3rd EditionFrom EverandFundamentals of Process Control Theory, 3rd EditionRating: 4 out of 5 stars4/5 (9)
- Maynard Operation Sequence Technique (MOST)Document8 pagesMaynard Operation Sequence Technique (MOST)VivekNo ratings yet
- Intelligent Vibration Control in Civil Engineering StructuresFrom EverandIntelligent Vibration Control in Civil Engineering StructuresRating: 5 out of 5 stars5/5 (1)
- Optimal Control: Linear Quadratic MethodsFrom EverandOptimal Control: Linear Quadratic MethodsRating: 4 out of 5 stars4/5 (2)
- BW Naming StandardsDocument3 pagesBW Naming StandardssvrbikkinaNo ratings yet
- Motion Study and Work Design TechniquesDocument34 pagesMotion Study and Work Design TechniquesPrincess AduanaNo ratings yet
- Agricultural Work Standard Time PTS Ergonomic Factors: Mundel and Danner, 1994Document4 pagesAgricultural Work Standard Time PTS Ergonomic Factors: Mundel and Danner, 1994Made Surya Pramana PutraNo ratings yet
- Continue: Micro Motion Study in Industrial Engineering PDFDocument3 pagesContinue: Micro Motion Study in Industrial Engineering PDFA SquerNo ratings yet
- Time and Motion StudyDocument52 pagesTime and Motion StudyJaymar M. JaminNo ratings yet
- Polytechnic University of Aguascalientes: MembersDocument16 pagesPolytechnic University of Aguascalientes: MembersJocelyn SolisNo ratings yet
- Improve Efficiency with Time & Motion StudyDocument7 pagesImprove Efficiency with Time & Motion StudyAditya Sudhesh Raghu VamsiNo ratings yet
- Predetermined Motion Time Systems (PMTS)Document28 pagesPredetermined Motion Time Systems (PMTS)Gajaindra RajNo ratings yet
- IE Lecture 6 Motion Study and Micromotion StudyDocument25 pagesIE Lecture 6 Motion Study and Micromotion StudyMariver LlorenteNo ratings yet
- MTM and Motion Economy in Industrial EngineeringDocument12 pagesMTM and Motion Economy in Industrial Engineeringmdravi89No ratings yet
- 3 IE7591 Work System DesignDocument33 pages3 IE7591 Work System DesignMADANKISHORE KUMARNo ratings yet
- MICRO MOTION STUDY Task - SolutionDocument15 pagesMICRO MOTION STUDY Task - SolutionMazhar Abbas100% (1)
- 3021 - 07 Predetermined Time SystemsDocument37 pages3021 - 07 Predetermined Time Systemssunilkjain6105100% (1)
- Motion StudyDocument32 pagesMotion StudySartika CahyasariNo ratings yet
- PMTSDocument124 pagesPMTSMANASNo ratings yet
- Work MeasurementDocument15 pagesWork MeasurementDipesh DayamaNo ratings yet
- Cbmec1 M12 MonDocument4 pagesCbmec1 M12 Monilalimngputingilaw3No ratings yet
- Lecture5 - Micro Andmemo Motion StudyDocument68 pagesLecture5 - Micro Andmemo Motion StudyALFRED KIRUBARAJ A. (1199)No ratings yet
- chapter 3Document59 pageschapter 3Temesgen GetaNo ratings yet
- Chapter Three. Motion and Micro-Motion StudyDocument45 pagesChapter Three. Motion and Micro-Motion StudySamuel BirhanuNo ratings yet
- Time and Motion StudyDocument19 pagesTime and Motion StudyAmit RathodNo ratings yet
- PPT8 - 11_Work Design_PMTS_Work Sampling_Worker-Machine RelationshipDocument33 pagesPPT8 - 11_Work Design_PMTS_Work Sampling_Worker-Machine RelationshipHASEL CONENo ratings yet
- IEDocument103 pagesIEmchiranthan3No ratings yet
- Chapter 5: Motion StudyDocument44 pagesChapter 5: Motion StudyBaleje JeremyNo ratings yet
- Work StudyDocument26 pagesWork StudyAMIYA KUMAR SAMALNo ratings yet
- Principles of Motion EconomyDocument3 pagesPrinciples of Motion EconomyR Màhá LâkshmîNo ratings yet
- ISE 3014 Lab: Comparing Predicted and Actual Assembly TimesDocument9 pagesISE 3014 Lab: Comparing Predicted and Actual Assembly TimesJane HangerNo ratings yet
- Process PlanningDocument3 pagesProcess PlanningKim ShyNo ratings yet
- Design of Work SystemsDocument19 pagesDesign of Work SystemsmanopavanNo ratings yet
- Maynard Operation Sequence Technique (MOST)Document12 pagesMaynard Operation Sequence Technique (MOST)Shailesh ShirguppikarNo ratings yet
- PPC Unit - II MICRO MOTION STUDYDocument8 pagesPPC Unit - II MICRO MOTION STUDYVELMURUGAN MNo ratings yet
- Using Work Factor Method With The MOST System For Accurate Disassembly Time EvaluationDocument6 pagesUsing Work Factor Method With The MOST System For Accurate Disassembly Time EvaluationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Predetermined motion time systems explainedDocument43 pagesPredetermined motion time systems explainedArun R UNo ratings yet
- POM Module 1 Part2Document31 pagesPOM Module 1 Part2srinivasrdd78No ratings yet
- Questening techniques & principles of motion economyDocument31 pagesQuestening techniques & principles of motion economyVishal MeenaNo ratings yet
- The Principles of Motion EconomyDocument8 pagesThe Principles of Motion Economyrrizz100% (1)
- Mis NotasDocument24 pagesMis NotasJOEL ASHERITH OCHOA ROJASNo ratings yet
- Improve Productivity with Work Study TechniquesDocument6 pagesImprove Productivity with Work Study TechniquesDanielHaileNo ratings yet
- APUNTESDocument28 pagesAPUNTESIsabelNo ratings yet
- Why Consider Motor ProgramsDocument5 pagesWhy Consider Motor ProgramsALEX SNEHANo ratings yet
- Time and Motion Study AnalysisDocument27 pagesTime and Motion Study Analysisssoppriok 12No ratings yet
- Unit 4 WorkstudyDocument6 pagesUnit 4 WorkstudyMeraj AhmadNo ratings yet
- Polytechnic University of Aguascalientes students analyze MODAPTS time measurement techniqueDocument19 pagesPolytechnic University of Aguascalientes students analyze MODAPTS time measurement techniqueJocelyn SolisNo ratings yet
- 1-ANNEX FrequencyDocument10 pages1-ANNEX FrequencyPedro Luiz SaldanhaNo ratings yet
- Lecture 7. Cycle Graph and Chrono Cycle GraphDocument5 pagesLecture 7. Cycle Graph and Chrono Cycle Graphjpbhimani100% (1)
- MostDocument2 pagesMostPrem RupareliyaNo ratings yet
- Time and Motion StudyDocument25 pagesTime and Motion StudyWaqar DarNo ratings yet
- Work StudyDocument5 pagesWork StudyLovepreet SinghNo ratings yet
- Practical Guide To Work Study [Revised Edition]From EverandPractical Guide To Work Study [Revised Edition]Rating: 4 out of 5 stars4/5 (1)
- Learning-Based Adaptive Control: An Extremum Seeking Approach – Theory and ApplicationsFrom EverandLearning-Based Adaptive Control: An Extremum Seeking Approach – Theory and ApplicationsNo ratings yet
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- TÉCNICAS DEL AUXILIAR DE ENFERMERÍA EN EL ÁREA DE QUIRÓFANOFrom EverandTÉCNICAS DEL AUXILIAR DE ENFERMERÍA EN EL ÁREA DE QUIRÓFANONo ratings yet
- Measurement of Length - Screw Gauge (Physics) Question BankFrom EverandMeasurement of Length - Screw Gauge (Physics) Question BankNo ratings yet
- Polytechnic University of Aguascalientes: MembersDocument16 pagesPolytechnic University of Aguascalientes: MembersJocelyn SolisNo ratings yet
- Polytechnic University of Aguascalientes students analyze MODAPTS time measurement techniqueDocument19 pagesPolytechnic University of Aguascalientes students analyze MODAPTS time measurement techniqueJocelyn SolisNo ratings yet
- DETECTION OF EVENTS, PATTERNS AND SYSTEMIC STRUCTURES-Jocelyn Solis ConstantinoDocument2 pagesDETECTION OF EVENTS, PATTERNS AND SYSTEMIC STRUCTURES-Jocelyn Solis ConstantinoJocelyn SolisNo ratings yet
- The Concept of SystemsDocument4 pagesThe Concept of SystemsJocelyn SolisNo ratings yet
- The Blind Men and The Elephant-Jocelyn Solis ConstantinoDocument2 pagesThe Blind Men and The Elephant-Jocelyn Solis ConstantinoJocelyn SolisNo ratings yet
- Count Nouns Nocount Nouns Pineaple Milk Peppers Juice Squash Oat Grapefruit Cereal BreadDocument1 pageCount Nouns Nocount Nouns Pineaple Milk Peppers Juice Squash Oat Grapefruit Cereal BreadJocelyn SolisNo ratings yet
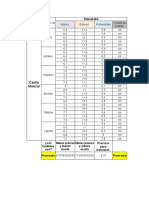
- Casita MusicalDocument2 pagesCasita MusicalJocelyn SolisNo ratings yet
- F71-N PRÁCTICA No. 5 LATHE MACHINEDocument8 pagesF71-N PRÁCTICA No. 5 LATHE MACHINEJocelyn SolisNo ratings yet
- F71-N PRÁCTICA No. 5 LATHE MACHINEDocument8 pagesF71-N PRÁCTICA No. 5 LATHE MACHINEJocelyn SolisNo ratings yet
- F71-N PRÁCTICA No. 5 LATHE MACHINEDocument8 pagesF71-N PRÁCTICA No. 5 LATHE MACHINEJocelyn SolisNo ratings yet
- F71-N PRÁCTICA No. 5 LATHE MACHINEDocument8 pagesF71-N PRÁCTICA No. 5 LATHE MACHINEJocelyn SolisNo ratings yet
- F71-N PRÁCTICA No. 5 LATHE MACHINEDocument8 pagesF71-N PRÁCTICA No. 5 LATHE MACHINEJocelyn SolisNo ratings yet
- SequencesDocument68 pagesSequencesSubrahmanyam SanaNo ratings yet
- Metric Space and Norm Linear Space Important QuestionsDocument3 pagesMetric Space and Norm Linear Space Important QuestionsP GOSWAMINo ratings yet
- Topic 14 - Infinite Series and Its ConvergenceDocument14 pagesTopic 14 - Infinite Series and Its ConvergenceajeyaNo ratings yet
- Software Engineering: Coupling and CohesionDocument26 pagesSoftware Engineering: Coupling and CohesionSahil KohliNo ratings yet
- GraspsDocument2 pagesGraspsChristian Edmierald AnchetaNo ratings yet
- PythonDocument2 pagesPythonapi-304963493No ratings yet
- Concept Design Games Research ToolDocument9 pagesConcept Design Games Research Toolchroma11No ratings yet
- Domain Theory NotesDocument61 pagesDomain Theory NotesponderosaTXNo ratings yet
- (Horizons in World Physics 237) A. S. Demidov - Generalized Functions in Mathematical Physics - Main Ideas and Concepts - Nova Science Pub Inc (2001)Document153 pages(Horizons in World Physics 237) A. S. Demidov - Generalized Functions in Mathematical Physics - Main Ideas and Concepts - Nova Science Pub Inc (2001)paku deyNo ratings yet
- Construction of Non-RepeatingDocument2 pagesConstruction of Non-RepeatingIvete PintoNo ratings yet
- Chapter 3: Recursion, Recurrence Relations, and Analysis of AlgorithmsDocument23 pagesChapter 3: Recursion, Recurrence Relations, and Analysis of AlgorithmsCLNo ratings yet
- Series: Lesson 2Document11 pagesSeries: Lesson 2Jester BorresNo ratings yet
- Operations Management: Peeyush Pandey Assistant Professor IIM RohtakDocument39 pagesOperations Management: Peeyush Pandey Assistant Professor IIM RohtakSanyam JainNo ratings yet
- DLP in MathDocument8 pagesDLP in MathMargielyn Ragos100% (1)
- Financial Statement GeneratorDocument27 pagesFinancial Statement GeneratorPrasad KaruturiNo ratings yet
- Approximation TheoryDocument159 pagesApproximation Theoryvahid100% (1)
- Metric SpacesDocument112 pagesMetric SpacesT MetinNo ratings yet
- Difference Equations With Public Health Applications - Moye KapadiaDocument409 pagesDifference Equations With Public Health Applications - Moye KapadiaalexeischxNo ratings yet
- Combinatorics:, - . - , A A, A A, - . - , ADocument26 pagesCombinatorics:, - . - , A A, A A, - . - , ASilviuNo ratings yet
- Exploring Mathematics in Our WorldDocument31 pagesExploring Mathematics in Our Worldkrazy uwuNo ratings yet
- Curriculum Map Gantt ChartDocument2 pagesCurriculum Map Gantt ChartEmmy Lyn PianarNo ratings yet
- Pre-Calculus Sequences and SeriesDocument17 pagesPre-Calculus Sequences and SeriesDuanee ClerigooNo ratings yet
- MA101-problem Sheet-1Document2 pagesMA101-problem Sheet-1Tioed OliveiraNo ratings yet
- Asm in DeldDocument33 pagesAsm in DeldAnand GharuNo ratings yet
- CDSmanual New 10-11Document36 pagesCDSmanual New 10-11Ravi VarmaNo ratings yet
- (12-17) 1A-Ch.2-Introduction To Algebra - MCDocument7 pages(12-17) 1A-Ch.2-Introduction To Algebra - MCsophia yeungNo ratings yet
- Table of Specification First Quarter Examination S.Y. 2019 - 2020Document1 pageTable of Specification First Quarter Examination S.Y. 2019 - 2020Karl Louie100% (2)
- Friedman PDFDocument323 pagesFriedman PDFgmrp2000No ratings yet
- CnU 1&2Document114 pagesCnU 1&2Chip SIngle0% (1)




















































![Practical Guide To Work Study [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/245836753/149x198/e8597dfaef/1709916910?v=1)