You might also like
- Gravograph CuttersDocument6 pagesGravograph CuttersOpor SoloNo ratings yet
- Student Manual 1Document99 pagesStudent Manual 1Vardhan KatamoniNo ratings yet
- 76 Sears Tractors 3Document16 pages76 Sears Tractors 3andre leducNo ratings yet
- Mike Humphreys TutorialDocument49 pagesMike Humphreys Tutorialtonytravel100% (1)
- Quorn - Part 4.CVDocument8 pagesQuorn - Part 4.CVAndy LNo ratings yet
- Helicoil Aftermarket Products CatalogueDocument24 pagesHelicoil Aftermarket Products CatalogueGabriel StefanNo ratings yet
- Mahmaya Techanical University, Noida (U. P) : M. Tech (Regular Programme)Document31 pagesMahmaya Techanical University, Noida (U. P) : M. Tech (Regular Programme)durgeshrsharmaNo ratings yet
- Sandvik Versatile Tools 2018Document153 pagesSandvik Versatile Tools 2018jaajaNo ratings yet
- Manufacturer Directory: AmeriquipDocument16 pagesManufacturer Directory: AmeriquipAbdou AbdouNo ratings yet
- GEH-2304G DC Motors & Generators Type CD Frames 180-680Document16 pagesGEH-2304G DC Motors & Generators Type CD Frames 180-680KevinNo ratings yet
- 1 Power Band and Circular SawsDocument51 pages1 Power Band and Circular SawsJiggy Lawrence BathanNo ratings yet
- Lathe Accessories Price List: P/N Description WT Price P/N Description WT PriceDocument2 pagesLathe Accessories Price List: P/N Description WT Price P/N Description WT PriceAnonymous hos8odNo ratings yet
- Complete EDM Handbook - 12Document10 pagesComplete EDM Handbook - 12ks2000n1No ratings yet
- Hobs Form Relieved Cutters: Common Sharpening Problems: Pfa - Ut'Er.-!Maag CuttingljoolsDocument3 pagesHobs Form Relieved Cutters: Common Sharpening Problems: Pfa - Ut'Er.-!Maag CuttingljoolsFrancisco ArévaloNo ratings yet
- Minarik Catalog2012Document100 pagesMinarik Catalog2012iordache0% (1)
- Broaches - Basic CharacteristicDocument5 pagesBroaches - Basic CharacteristicDhan CNo ratings yet
- Metal LatheDocument25 pagesMetal Lathebogesz68No ratings yet
- Ironworker E600C Dec2019Document40 pagesIronworker E600C Dec2019italotma100% (1)
- WErbsen CourseworkDocument562 pagesWErbsen CourseworkRoberto Alexis Rodríguez TorresNo ratings yet
- DP p025 01 El 0003 Schematic Diagram MDB 2Document1 pageDP p025 01 El 0003 Schematic Diagram MDB 2finix33No ratings yet
- 5 NuclitecDocument62 pages5 NuclitecArif KurniawanNo ratings yet
- Electronic Components Consignment W01Document100 pagesElectronic Components Consignment W01CIO White PapersNo ratings yet
- Benchworking StudyDocument100 pagesBenchworking StudyBrianRuaroNo ratings yet
- ModelEngineerIssue May '22Document60 pagesModelEngineerIssue May '22Joe BloughNo ratings yet
- Agiecharmilles Cut P Pro Serie - en PDFDocument52 pagesAgiecharmilles Cut P Pro Serie - en PDFdimasNo ratings yet
- MIG Welding Tips PDFDocument3 pagesMIG Welding Tips PDFQA QCNo ratings yet
- Ford Model A WiringDocument85 pagesFord Model A WiringKristjan VildikasNo ratings yet
- Four Facet Drill Grinding JigDocument20 pagesFour Facet Drill Grinding Jigian_newNo ratings yet
- Asme b18.2.26 (1996) - Fasteners For Use in Structural AppllcatlonsDocument23 pagesAsme b18.2.26 (1996) - Fasteners For Use in Structural Appllcatlonsgusla7No ratings yet
- ErmetoDocument28 pagesErmetoRickson Viahul Rayan C100% (1)
- Help - IPA - Standard German - WikipediaDocument5 pagesHelp - IPA - Standard German - WikipediaJose HerreraNo ratings yet
- The Recent History of The Machine ToolDocument60 pagesThe Recent History of The Machine Toolsmhvaa939100% (1)
- Pioneer Avh-P3100dvd p3150dvd SMDocument190 pagesPioneer Avh-P3100dvd p3150dvd SMRogerio E. SantoNo ratings yet
- Proxxon pd400cnc English 2016 PDFDocument2 pagesProxxon pd400cnc English 2016 PDFPhu TRANNo ratings yet
- Series Am InchDocument76 pagesSeries Am Inchozgurturunc4No ratings yet
- ? Itür AhsaDocument8 pages? Itür AhsaTomas MalyNo ratings yet
- SICS ... : Basic Gear DesignDocument9 pagesSICS ... : Basic Gear DesignadamtuongNo ratings yet
- Fabrication of Milling Attachment in LatheDocument1 pageFabrication of Milling Attachment in LatheChockalingam Athilingam100% (1)
- Planetary GearboxDocument4 pagesPlanetary Gearboxeaglego00No ratings yet
- The Shape of The Cone of The Twist Drills Unit-2Document5 pagesThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaNo ratings yet
- Lippert - Slide Out Model In-Wall (Schwintek) Owner's ManualDocument26 pagesLippert - Slide Out Model In-Wall (Schwintek) Owner's Manual28larrysjunkmail100% (1)
- Honing Machine Actuated by ServomotorDocument45 pagesHoning Machine Actuated by ServomotorNissan PatelNo ratings yet
- PrincipalsDocument21 pagesPrincipalsAnanKay100% (1)
- Sherline Machine CatalogDocument48 pagesSherline Machine CatalogBien MorfeNo ratings yet
- Shaper Used As Surface GrinderDocument1 pageShaper Used As Surface Grinderradio-chaserNo ratings yet
- Innovations in Abrasive Products For Precision Grinding PDFDocument21 pagesInnovations in Abrasive Products For Precision Grinding PDFDaniel FigueiredoNo ratings yet
- Joh. Heinr. Bornemann GMBH Postfach 1162, D-31676 Obernkirchen Phone: +49 5724 390-0 Fax +49 5724 390 290Document6 pagesJoh. Heinr. Bornemann GMBH Postfach 1162, D-31676 Obernkirchen Phone: +49 5724 390-0 Fax +49 5724 390 290vuthanhNo ratings yet
- HT 001Document1 pageHT 001Sam Raja100% (1)
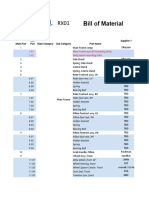
- BOM Cost OverallDocument27 pagesBOM Cost OverallMahesh KumarNo ratings yet
- Wabeco D2000 D24000 D3000 LatheDocument184 pagesWabeco D2000 D24000 D3000 LatheTAREQ_BELALNo ratings yet
- WheelHorse Snow Blower Lift Assist Accessory 8-4311Document4 pagesWheelHorse Snow Blower Lift Assist Accessory 8-4311Kevins Small Engine and Tractor ServiceNo ratings yet
- Engineering Vol 56 1893-12-15Document33 pagesEngineering Vol 56 1893-12-15ian_newNo ratings yet
- MAY 2023 Walthers New Product Announcement PDFDocument7 pagesMAY 2023 Walthers New Product Announcement PDFColin 't HartNo ratings yet
- Hitachi Electric Chain HOISTDocument17 pagesHitachi Electric Chain HOISTOkky PoerwantoNo ratings yet
- Distribution E I: SectionDocument1 pageDistribution E I: Sectionganesh kumarNo ratings yet
- M-25 Propeller ShaftDocument5 pagesM-25 Propeller ShaftHuy HùynhNo ratings yet
- Accessories: Fields of Application Professional Ground ScrewsDocument18 pagesAccessories: Fields of Application Professional Ground ScrewsMarta GameiroNo ratings yet
- Announcing: Any Repair em Exceeding $45 We Will Not CustomerDocument12 pagesAnnouncing: Any Repair em Exceeding $45 We Will Not CustomerYYZeppNo ratings yet
- Char-Lynn: Steering Control UnitsDocument7 pagesChar-Lynn: Steering Control UnitsIslam ShoukryNo ratings yet
- Cummins Catalog 1960 IndexedDocument18 pagesCummins Catalog 1960 IndexedrexNo ratings yet
- Safety Requirements For Abrading Materials With Coated Abrasive SystemsDocument22 pagesSafety Requirements For Abrading Materials With Coated Abrasive Systemsagniva dattaNo ratings yet
- Bench GrinderDocument6 pagesBench GrinderGaurav KhamkarNo ratings yet
- 3 Grinding ProcessDocument17 pages3 Grinding Processrabbi35_me10100% (2)
- Norton Water Stone Users GuideDocument2 pagesNorton Water Stone Users Guidejb71xx100% (1)
- Abrasive MachiningDocument77 pagesAbrasive MachiningIshu RathoreNo ratings yet
- Aplikasi Bahan Abrasif Terhadap Kekasaran Permukaan Resin KompositDocument5 pagesAplikasi Bahan Abrasif Terhadap Kekasaran Permukaan Resin KompositVir Prae Darma DhoniNo ratings yet
- Sandpaper Grit Scales PDFDocument1 pageSandpaper Grit Scales PDFDGWNo ratings yet
- GRINDING and Other Abrasive ProcessesDocument30 pagesGRINDING and Other Abrasive Processesshishir acharyaNo ratings yet
- Polymak Abrasives BrochureDocument16 pagesPolymak Abrasives Brochureravi shankarNo ratings yet
- Norton Abrasive Solutions-Bearing IndustryDocument64 pagesNorton Abrasive Solutions-Bearing IndustryJItesh PAtilNo ratings yet
- Study of Grinding MachinesDocument10 pagesStudy of Grinding Machinesdeepa82ece100% (1)
- N OR TH: Key PlanDocument1 pageN OR TH: Key PlanArnold Ochochoque ArcosNo ratings yet
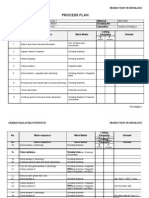
- Process Plan: Exercise 1 Mild Steel Vee Block 46.5 Hrs Surface Grinding 1Document6 pagesProcess Plan: Exercise 1 Mild Steel Vee Block 46.5 Hrs Surface Grinding 1mahazirismailNo ratings yet
- Bench Grinders SafetyDocument3 pagesBench Grinders SafetyHafidzManafNo ratings yet
- GrindingDocument6 pagesGrindingrealexplorerNo ratings yet
- Surface Dressing of Grinding WheelsDocument10 pagesSurface Dressing of Grinding WheelsMardhieyah JamaluddinNo ratings yet
- Sharpening Stones Catalog Number 200 2008Document32 pagesSharpening Stones Catalog Number 200 2008pancholopez2014No ratings yet
- Reference List - REGRINDING - PRI - REF.007.II.23.INADocument10 pagesReference List - REGRINDING - PRI - REF.007.II.23.INADimas DarfianggaNo ratings yet
- Unit82 Surface Grinding OperationsDocument49 pagesUnit82 Surface Grinding OperationsRamesh PandaNo ratings yet
- Grinding & FinishingDocument122 pagesGrinding & FinishingNitinNo ratings yet
- Amp MPDocument7 pagesAmp MPSujal RaijadeNo ratings yet
- Pencil SharpenerDocument7 pagesPencil SharpenerT NgNo ratings yet
- 070 Shapton Stones PDFDocument2 pages070 Shapton Stones PDFHomerSimsonnakis100% (1)
- Norton Saint Gobian AbrasivesDocument2 pagesNorton Saint Gobian Abrasivesagniva dattaNo ratings yet
- Mini Belt Grindetr MachineDocument22 pagesMini Belt Grindetr MachineBujarampet Divya50% (2)
- Manufacturing Processes (Abrasive Machining Processes) (BENG) HandoutDocument74 pagesManufacturing Processes (Abrasive Machining Processes) (BENG) HandoutbananaNo ratings yet
- Project Schedule Project: Replacement of Pipe in MPPL Machinery Deployment Schedule S.No. Location Machinery DescriptionDocument4 pagesProject Schedule Project: Replacement of Pipe in MPPL Machinery Deployment Schedule S.No. Location Machinery DescriptionRanjan KumarNo ratings yet
- m4 - U3 - Mounting & Dressing The Grinding WheelDocument13 pagesm4 - U3 - Mounting & Dressing The Grinding WheelViệt Đặng XuânNo ratings yet
- Dremel Bit PosterDocument1 pageDremel Bit PosterPhil BooeNo ratings yet
- Basic Principle of Grinding MachineDocument10 pagesBasic Principle of Grinding Machinecrank88100% (1)