You might also like
- ValvesDocument26 pagesValvesSatyam KalraNo ratings yet
- These Are Two Different Types of Ball ValvesDocument18 pagesThese Are Two Different Types of Ball Valvesgabi_nanaNo ratings yet
- Installation Design and Back Pressure CompensationDocument0 pagesInstallation Design and Back Pressure CompensationDana GuerreroNo ratings yet
- Hottappingrequirement1 160722152313 PDFDocument94 pagesHottappingrequirement1 160722152313 PDFadel100% (1)
- 1113 Maintenance of PRVDocument63 pages1113 Maintenance of PRVhardito sussatrioNo ratings yet
- Equipment & Piping Layout T.N. GopinathDocument88 pagesEquipment & Piping Layout T.N. Gopinathhirenkumar patelNo ratings yet
- Es 14 603 05Document12 pagesEs 14 603 05Fakhri GhrairiNo ratings yet
- Ipc 15 Valve CharacteristicsDocument41 pagesIpc 15 Valve CharacteristicsHarsh RavalNo ratings yet
- Butterfly Valve Info PDFDocument14 pagesButterfly Valve Info PDFCS100% (1)
- Fundamentals of LOPADocument20 pagesFundamentals of LOPATanNo ratings yet
- Leakage Acceptance Rates Comparison Metal & Soft Seated Valves Api 598/api 6D/Mss Sp-61/Fci 70-2Document5 pagesLeakage Acceptance Rates Comparison Metal & Soft Seated Valves Api 598/api 6D/Mss Sp-61/Fci 70-2Ashfaq AnwerNo ratings yet
- Piping ValvesDocument51 pagesPiping ValvesRohit KambleNo ratings yet
- SWI Products MetalDocument21 pagesSWI Products MetalPrasanth PrasadNo ratings yet
- API 598, EN 12266-1 Leakage RatesDocument2 pagesAPI 598, EN 12266-1 Leakage RatesjshadwanNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Valves Renovations GuideDocument43 pagesValves Renovations GuidechaitraNo ratings yet
- Exchangers: Repairing Cracks in Refinery HeatDocument4 pagesExchangers: Repairing Cracks in Refinery Heatramadoss_alwar7307No ratings yet
- To The World Of: BearingsDocument42 pagesTo The World Of: BearingsNaag RajNo ratings yet
- OI Training - Passing Valve Training PackDocument36 pagesOI Training - Passing Valve Training Packعبدالهادي كاظم معله الخفاجي100% (1)
- Globe Valve PresentationDocument11 pagesGlobe Valve Presentationmayur22785No ratings yet
- Tank Bottom Plate CorrosionDocument5 pagesTank Bottom Plate CorrosionShaalan AI-ZuhairiNo ratings yet
- Valves 101: Gobind KhianiDocument56 pagesValves 101: Gobind Khianikongara_inst1118No ratings yet
- Nord Lock Washers InfoDocument8 pagesNord Lock Washers InfoMaclean ArthurNo ratings yet
- Floating Head Heat Exchangers: Maintenance & PartsDocument44 pagesFloating Head Heat Exchangers: Maintenance & PartsskgbondNo ratings yet
- Shell Corrosion Under InsulationDocument16 pagesShell Corrosion Under InsulationDavide CongiuNo ratings yet
- Klenger GasketDocument23 pagesKlenger Gasketjayhuacat7743No ratings yet
- RP G103 2007Document82 pagesRP G103 2007Robert SmallwoodNo ratings yet
- PipeDocument47 pagesPipemohanNo ratings yet
- Implementation of Expansion LoopsDocument13 pagesImplementation of Expansion LoopsSSSNo ratings yet
- LT Pipeline Ball ValvesDocument19 pagesLT Pipeline Ball ValvessiswoutNo ratings yet
- Orbit Valve - BrochureDocument12 pagesOrbit Valve - BrochureMohamed MeeranNo ratings yet
- PEW-406.03 Pressure TestingDocument95 pagesPEW-406.03 Pressure TestingRaymond de WeeverNo ratings yet
- Safety Valve LaserDocument15 pagesSafety Valve Lasersajjad_naghdi241No ratings yet
- Guide To Prepare WPQR According To Asme Section IxDocument5 pagesGuide To Prepare WPQR According To Asme Section IxHoque AnamulNo ratings yet
- CONTROL VALVES Complete Study PDFDocument99 pagesCONTROL VALVES Complete Study PDFMubarik AliNo ratings yet
- L&T Cast Steel Gate, Globe & Check Valves Product CatalogDocument24 pagesL&T Cast Steel Gate, Globe & Check Valves Product Catalogaaa100% (1)
- Swagelok Flange AdaptersDocument6 pagesSwagelok Flange AdapterstotcsabNo ratings yet
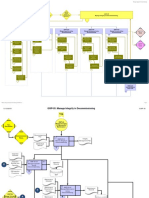
- Manage integrity for decommissioning plansDocument32 pagesManage integrity for decommissioning plansWekesa CalebNo ratings yet
- ASME Code News (Questions and Answers)Document4 pagesASME Code News (Questions and Answers)dj22500No ratings yet
- Heat Exchangers: Submitted To: Mr. AtifDocument12 pagesHeat Exchangers: Submitted To: Mr. Atifmak412No ratings yet
- Inspection of Heat ExchangerDocument83 pagesInspection of Heat ExchangerRaghavanNo ratings yet
- Heater Inspection PlanDocument2 pagesHeater Inspection Plancamasa2011No ratings yet
- Valve Interview Questions and AnswersDocument7 pagesValve Interview Questions and AnswersQasim Iqbal100% (1)
- BAF-ball Valves Rev 1 PDFDocument40 pagesBAF-ball Valves Rev 1 PDFJack ChavanNo ratings yet
- Valve MaterialTypeEquivalent PDFDocument3 pagesValve MaterialTypeEquivalent PDFInaamNo ratings yet
- IHS PetroChem Collection Listing Aug13Document48 pagesIHS PetroChem Collection Listing Aug13OumorsyNo ratings yet
- Trunnion Mounted Ball ValveDocument20 pagesTrunnion Mounted Ball ValveJignesh PandyaNo ratings yet
- Cryogenic Ball Valve: Lishui Oak Valve Parts Co,.LtdDocument7 pagesCryogenic Ball Valve: Lishui Oak Valve Parts Co,.LtdShams TabrezNo ratings yet
- 60+ Frequently Asking Piping Engineering Interview QuestionsDocument8 pages60+ Frequently Asking Piping Engineering Interview QuestionsDENYSNo ratings yet
- Technical Notes (General Specification) FOR Valves (Gate, Globe, Check, Ball, Plug, Needle, Butterfly & Piston Valves)Document30 pagesTechnical Notes (General Specification) FOR Valves (Gate, Globe, Check, Ball, Plug, Needle, Butterfly & Piston Valves)jayakumar100% (1)
- Pipeline Equipment - Ball Valves EtcDocument43 pagesPipeline Equipment - Ball Valves Etckrish69No ratings yet
- Relief Valves - NCCDocument26 pagesRelief Valves - NCCNour HNo ratings yet
- Everything You Need to Know About Small Bore Piping SystemsDocument69 pagesEverything You Need to Know About Small Bore Piping SystemsbashirNo ratings yet
- Valves Guide: Types, Parts, Standards & ClassificationDocument141 pagesValves Guide: Types, Parts, Standards & ClassificationSabith Mohammed100% (1)
- Guide to Valve Types, Uses, Maintenance and ControlDocument44 pagesGuide to Valve Types, Uses, Maintenance and Controlأحمد محمد قدريNo ratings yet
- Valves Details and UsageDocument72 pagesValves Details and UsageKagira Drawing Soltuion100% (1)
- Conventional Valves GuideDocument23 pagesConventional Valves GuidePower PlantNo ratings yet
- Valves HandbookDocument51 pagesValves Handbookedhy_0367% (3)
- Environmental Impact Assessment 1664858494Document32 pagesEnvironmental Impact Assessment 1664858494richardNo ratings yet
- Concrete Pump Safety Guidelines 1664987926Document93 pagesConcrete Pump Safety Guidelines 1664987926richardNo ratings yet
- Nfpa 13 1664300489Document242 pagesNfpa 13 1664300489richard100% (1)
- Control of Substances Hazardous To Health 1664858208Document39 pagesControl of Substances Hazardous To Health 1664858208richardNo ratings yet
- Csuci Heavy Equipment ProgramDocument23 pagesCsuci Heavy Equipment ProgramrichardNo ratings yet
- Safety in Gas Welding & Cutting Process PDFDocument11 pagesSafety in Gas Welding & Cutting Process PDFviswamanojNo ratings yet
- PIPING CODES AND STANDARDS GUIDEDocument299 pagesPIPING CODES AND STANDARDS GUIDENaresh Sharma0% (1)
- Osha 3071 PDFDocument51 pagesOsha 3071 PDFAhsani TaqwimNo ratings yet
- Confined SpaceDocument85 pagesConfined Spaceromeo ghouse83% (6)
- Best Prectice For Cleaning and Disinfection 1664987956Document16 pagesBest Prectice For Cleaning and Disinfection 1664987956richardNo ratings yet
- Comparison Between Gasoline Diesel CNG LPG 1664300610Document19 pagesComparison Between Gasoline Diesel CNG LPG 1664300610richard100% (1)
- Hazardous Materials and Waste: C H A P T E R 8Document22 pagesHazardous Materials and Waste: C H A P T E R 8Sherina EddingNo ratings yet
- Forklift Operation ProcedureDocument15 pagesForklift Operation ProcedurerichardNo ratings yet
- Near Miss Reporting Procedure 1664210216Document10 pagesNear Miss Reporting Procedure 1664210216richardNo ratings yet
- Injury and Illness PreventionDocument18 pagesInjury and Illness PreventionRomanuSNo ratings yet
- Chemical Reactivity & StorageDocument90 pagesChemical Reactivity & StoragemoonisqNo ratings yet
- 40 Main Roles and Responsibilities of Safety Officer 1664387435Document4 pages40 Main Roles and Responsibilities of Safety Officer 1664387435richardNo ratings yet
- HSE Department: Prepared by Saleh ElseiriDocument11 pagesHSE Department: Prepared by Saleh ElseiririchardNo ratings yet
- Testing and Commissioning Electrical Equipment ProceduresDocument45 pagesTesting and Commissioning Electrical Equipment ProceduresMohamed Salah100% (3)
- Chemical Hazards 1664262311Document42 pagesChemical Hazards 1664262311richardNo ratings yet
- Excel Program of WorksDocument2 pagesExcel Program of WorksrichardNo ratings yet
- Safety Management System 1663355317Document11 pagesSafety Management System 1663355317richardNo ratings yet
- PDF Guide To Risk Assessments and Safety Statements HSA IrelandDocument30 pagesPDF Guide To Risk Assessments and Safety Statements HSA IrelandmanuelNo ratings yet
- ISO Management System For UN Sustainable Development Goals 1663397135Document70 pagesISO Management System For UN Sustainable Development Goals 1663397135richardNo ratings yet
- Health Emergency Response Plan 1663397105Document60 pagesHealth Emergency Response Plan 1663397105richardNo ratings yet
- Legal Documents Evidence in Safety Related Proceedings 1663086621Document9 pagesLegal Documents Evidence in Safety Related Proceedings 1663086621richardNo ratings yet
- Complete Water Quality AnalysisDocument33 pagesComplete Water Quality AnalysisYahya IsiedNo ratings yet
- H2S Scavenger Rev.01Document62 pagesH2S Scavenger Rev.01Youcef Chorfa100% (1)
- Fire Risk Assessment 1663397010Document77 pagesFire Risk Assessment 1663397010richardNo ratings yet
- FM200 NOVEC 1230 CO2 Calculations 1662885657Document44 pagesFM200 NOVEC 1230 CO2 Calculations 1662885657richardNo ratings yet
- AppendicesDocument6 pagesAppendicesMark James Bugarin BarayugaNo ratings yet
- Recent Task 2 Essay Questions 2Document28 pagesRecent Task 2 Essay Questions 2esraaalhajNo ratings yet
- Metal Hose Manual 1301 - Uk - 8 - 05 - 20 - PDFDocument388 pagesMetal Hose Manual 1301 - Uk - 8 - 05 - 20 - PDFklich77No ratings yet
- The Abreviated Ajahn Brahm - Concise Instructions For Skillful Meditation PDFDocument8 pagesThe Abreviated Ajahn Brahm - Concise Instructions For Skillful Meditation PDFJean Bessaudou Jan BessNo ratings yet
- 3.14 Doxy PleurodesisDocument2 pages3.14 Doxy PleurodesisRheinald Joel BiscaroNo ratings yet
- Brand New Milk Tea Market: Chinese Milk Tea Development and Brand AnalysisDocument9 pagesBrand New Milk Tea Market: Chinese Milk Tea Development and Brand AnalysisMariecel G. GuañoNo ratings yet
- wp2 FinalDocument3 pageswp2 Finalapi-523698524No ratings yet
- The McKenzie Method Powerpoint - 2008Document57 pagesThe McKenzie Method Powerpoint - 2008aslooclt100% (2)
- 3 Novec™ 1230 Fire Protection Fluid Data SheetDocument4 pages3 Novec™ 1230 Fire Protection Fluid Data SheetL ONo ratings yet
- Classification: HypertensionDocument13 pagesClassification: HypertensiontermskipopNo ratings yet
- Drilling Fluid Processing System BrochureDocument20 pagesDrilling Fluid Processing System BrochureazkNo ratings yet
- OKsa DepEd FinalsDocument9 pagesOKsa DepEd FinalsCarmelito Nuque JrNo ratings yet
- Vocabulary Matching: Paragraph 1Document3 pagesVocabulary Matching: Paragraph 1MarizaNo ratings yet
- HYDRO 2023 International: Nit Warangal, IndiaDocument2 pagesHYDRO 2023 International: Nit Warangal, IndiaBhargava ReddyNo ratings yet
- Review of Accounting CycleDocument2 pagesReview of Accounting CycleAnnie RapanutNo ratings yet
- Journal 1Document2 pagesJournal 1Nick ViNo ratings yet
- External Beam Planning RGDocument870 pagesExternal Beam Planning RGrubenNo ratings yet
- Final Duct Wraps Brochure 98-0213-4600-6rrDocument8 pagesFinal Duct Wraps Brochure 98-0213-4600-6rrDiego Armando Martinez GutierrezNo ratings yet
- Estimated Difference in Subsidies Between The AHCA and The ACA by Zip CodeDocument21 pagesEstimated Difference in Subsidies Between The AHCA and The ACA by Zip CodeNorth Star Policy InstituteNo ratings yet
- Checklist of Construction SiteDocument7 pagesChecklist of Construction SiteSurya PNo ratings yet
- Irc 097-1987Document10 pagesIrc 097-1987kruttika_apNo ratings yet
- Journal No. 3 "Specialized Leaves"Document10 pagesJournal No. 3 "Specialized Leaves"Ej AgsaldaNo ratings yet
- Thuja's Effectiveness Against SmallpoxDocument361 pagesThuja's Effectiveness Against SmallpoxFrank NavaNo ratings yet
- Root-Knot and Root-Lesion Nematode SuppressionDocument6 pagesRoot-Knot and Root-Lesion Nematode SuppressionRAMIRO H.S.No ratings yet
- Data Sheet - BS6231 PVC Tri-Rated Flexible Cable - Cleveland CableDocument2 pagesData Sheet - BS6231 PVC Tri-Rated Flexible Cable - Cleveland CableCalum MartinNo ratings yet
- RCOG Guidelines - Gestational Trophoblastic DiseaseDocument12 pagesRCOG Guidelines - Gestational Trophoblastic Diseasemob3100% (1)
- Incident Report TemplateDocument3 pagesIncident Report Templateapi-412577219No ratings yet
- Meniere's Disease and Tinnitus in Nursing PractiseDocument5 pagesMeniere's Disease and Tinnitus in Nursing PractiseLizbeth MarinahNo ratings yet
- Network Marketing BusinessesDocument1 pageNetwork Marketing BusinessessukhberNo ratings yet
- Pest Management Practices of Farmers in PambujanDocument13 pagesPest Management Practices of Farmers in PambujanLucille MoralesNo ratings yet