You might also like
- Sucker Rod PumpingDocument27 pagesSucker Rod Pumpingzezo2011100% (4)
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesFrom EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesRating: 5 out of 5 stars5/5 (1)
- Artificial Lift ModellingDocument35 pagesArtificial Lift Modellingvi7to8No ratings yet
- PEG 4102 - Sucker Rod Pump Project PresentationDocument22 pagesPEG 4102 - Sucker Rod Pump Project PresentationAlex StollNo ratings yet
- Sucker Rod PumpDocument23 pagesSucker Rod Pumpbracho08No ratings yet
- 2. Forsthoffer's Rotating Equipment Handbooks: PumpsFrom Everand2. Forsthoffer's Rotating Equipment Handbooks: PumpsRating: 1 out of 5 stars1/5 (1)
- Vdocument - in Sucker Rod Pump 566f1a30d934aDocument22 pagesVdocument - in Sucker Rod Pump 566f1a30d934aالمصور الدائريNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Vertical Turbine Pumps Basics &Document12 pagesVertical Turbine Pumps Basics &AnshumanNo ratings yet
- Net Positive Suction Head for Rotodynamic Pumps: A Reference GuideFrom EverandNet Positive Suction Head for Rotodynamic Pumps: A Reference GuideRating: 5 out of 5 stars5/5 (1)
- Design of Sucker Rod Pump for Offshore Oil WellDocument13 pagesDesign of Sucker Rod Pump for Offshore Oil Wellpramod_prasad_3No ratings yet
- Sucker Rod Pumps Bombeo MecanicoDocument10 pagesSucker Rod Pumps Bombeo MecanicoGabriel José Gonzalez Granela100% (1)
- BeamDocument6 pagesBeamsaeedNo ratings yet
- Sucker Rod PresentionDocument46 pagesSucker Rod PresentionWunna Htun100% (3)
- Deep Well Pump ManualDocument34 pagesDeep Well Pump ManualNguyễn Thống NhấtNo ratings yet
- Pump Installation & MaintenanceDocument116 pagesPump Installation & MaintenanceMohammed El-Shahat100% (8)
- Pumps, Fans and Blowers and CompressorsDocument80 pagesPumps, Fans and Blowers and CompressorsRomart Barosa100% (2)
- Sucker Rod PumpDocument18 pagesSucker Rod PumpSuleiman BaruniNo ratings yet
- c7 PDFDocument34 pagesc7 PDFAnjaana PrashantNo ratings yet
- Industrial Automation and Robotics Assignment-1Document21 pagesIndustrial Automation and Robotics Assignment-1punreetNo ratings yet
- Hydraulic Pumps IIDocument61 pagesHydraulic Pumps IIloveincyber3100% (3)
- Pump Design Guide: Classifying Pumps and Piston Pump OperationDocument45 pagesPump Design Guide: Classifying Pumps and Piston Pump OperationFredric PaulNo ratings yet
- Livestock Watering: Using Stream Energy To Pump Livestock WaterDocument4 pagesLivestock Watering: Using Stream Energy To Pump Livestock WaterraffaNo ratings yet
- PumpDocument81 pagesPumpabdulmuqutadir1No ratings yet
- Sucker Rod PumpDocument28 pagesSucker Rod Pumpakshitppe11100% (1)
- Fundamentals of Centrifugal PumpsDocument120 pagesFundamentals of Centrifugal Pumpswholenumber100% (1)
- Pump document title under 40 charactersDocument32 pagesPump document title under 40 charactersKehinde Adebayo100% (1)
- Rotating EquipmentDocument235 pagesRotating EquipmentpraSHANT2331100% (5)
- Hydraulic Pumps IIDocument61 pagesHydraulic Pumps IIregis_456No ratings yet
- Mud Pump Mechanical V3 (Part 1)Document56 pagesMud Pump Mechanical V3 (Part 1)BRAHIM FEKAOUNINo ratings yet
- Shallow Well Jet Pumps: PrimingDocument2 pagesShallow Well Jet Pumps: PrimingShahjad AlamNo ratings yet
- Positive-Displacement Pumps: Types, Principles and ApplicationsDocument33 pagesPositive-Displacement Pumps: Types, Principles and ApplicationscmahendrNo ratings yet
- SRP Report: Sucker Rod Pumping System OverviewDocument20 pagesSRP Report: Sucker Rod Pumping System OverviewDivyansh Singh ChauhanNo ratings yet
- Free Energy Ram Pump or Hydram TechnologyDocument21 pagesFree Energy Ram Pump or Hydram TechnologyLakshita SharmaNo ratings yet
- 7 Cargo and Ballast Pumps: Learning ObjectivesDocument25 pages7 Cargo and Ballast Pumps: Learning Objectivesvalentina cojocariuNo ratings yet
- CE PumpsDocument65 pagesCE PumpssarojNo ratings yet
- Sec 4Document18 pagesSec 4Shashank SharmaNo ratings yet
- PumpsDocument80 pagesPumpsMuhammad Nursalam100% (1)
- CPump PresentationDocument118 pagesCPump PresentationTalha Ahmad100% (1)
- Hydraulic Pumps FAQDocument5 pagesHydraulic Pumps FAQJatadhara GSNo ratings yet
- Deep Well Turbine and Submersible PumpsDocument16 pagesDeep Well Turbine and Submersible Pumpsahsanul haqueNo ratings yet
- Chapter - 1. Introduction and Scope of Work: 1.1 Introduction To Axial-Piston PumpsDocument8 pagesChapter - 1. Introduction and Scope of Work: 1.1 Introduction To Axial-Piston PumpsChandra SekaranNo ratings yet
- Chapter 2Document32 pagesChapter 2Uzair MaswanNo ratings yet
- Axial Flow PumpDocument4 pagesAxial Flow Pumpjonayat222100% (2)
- Bombas CentrifugasDocument34 pagesBombas CentrifugasMauro MuñozNo ratings yet
- Sucker Rod Pump Design - 2016Document101 pagesSucker Rod Pump Design - 2016bambangri1No ratings yet
- Artificial-Lift RapportDocument32 pagesArtificial-Lift RapportFakher JemliNo ratings yet
- Deep Well Turbine and Submersible PumpsDocument92 pagesDeep Well Turbine and Submersible Pumpsahsanul haqueNo ratings yet
- Development and Experimental Setup of Peristaltic Pump: Chapter-5Document21 pagesDevelopment and Experimental Setup of Peristaltic Pump: Chapter-5nxpxdNo ratings yet
- 1 SRP FundamentalDocument50 pages1 SRP FundamentalAiham AltayehNo ratings yet
- Sucker ROD PumpDocument34 pagesSucker ROD PumpSunny BbaNo ratings yet
- Sucker Rod Pump OverviewDocument12 pagesSucker Rod Pump OverviewAbdelrahman GenedyNo ratings yet
- 9 Centrifugal Pumps: Applications, Types, AdvantagesDocument24 pages9 Centrifugal Pumps: Applications, Types, Advantagesjosegabrielrosas100% (1)
- Boiler Feed Pumps: Section Page #Document25 pagesBoiler Feed Pumps: Section Page #kara_25No ratings yet
- Artificial Lift Methods GuideDocument38 pagesArtificial Lift Methods Guide000No ratings yet
- Classification of PumpsDocument7 pagesClassification of PumpsJoanna Marie100% (1)
- Beginners Guide VibrationDocument131 pagesBeginners Guide VibrationAmr Mohamed Hassan100% (1)
- PTP-19.2 HandoutDocument23 pagesPTP-19.2 HandoutJayNo ratings yet
- PTP-19.1 HandoutDocument11 pagesPTP-19.1 HandoutJayNo ratings yet
- Training on Meter Provers and CalibrationDocument10 pagesTraining on Meter Provers and CalibrationJayNo ratings yet
- PTP-19.4 HandoutDocument19 pagesPTP-19.4 HandoutJayNo ratings yet
- PTP-19.3 HandoutDocument13 pagesPTP-19.3 HandoutJayNo ratings yet
- PTP 18.0 HandoutDocument12 pagesPTP 18.0 HandoutJayNo ratings yet
- PTP-13.1 HandoutDocument14 pagesPTP-13.1 HandoutJayNo ratings yet
- Equipment Isolation ProceduresDocument20 pagesEquipment Isolation ProceduresJayNo ratings yet
- PTP-11.2 HandoutDocument21 pagesPTP-11.2 HandoutJayNo ratings yet
- ESP Operation and Troubleshooting GuideDocument11 pagesESP Operation and Troubleshooting GuideJayNo ratings yet
- Reciprocating Compressor Components and PrinciplesDocument21 pagesReciprocating Compressor Components and PrinciplesJayNo ratings yet
- Chpt1-5th-Edition WeibullDocument11 pagesChpt1-5th-Edition WeibullHannel TamayoNo ratings yet
- FMEA Guide for CMRP ExamDocument4 pagesFMEA Guide for CMRP ExamJayNo ratings yet
- RCA Next Level Failure AnalysisDocument53 pagesRCA Next Level Failure AnalysisJay100% (1)
- PTP-12 HandoutDocument21 pagesPTP-12 HandoutJayNo ratings yet
- PTP-04.1 HandoutDocument19 pagesPTP-04.1 HandoutJayNo ratings yet
- 10 steps to reliability leadershipDocument60 pages10 steps to reliability leadershipJay100% (1)
- RAM Analaysis StudyDocument113 pagesRAM Analaysis StudyJayNo ratings yet
- Electrical Submersible Pump (ESP) : Components (Equipment Description) PTP-6.1Document20 pagesElectrical Submersible Pump (ESP) : Components (Equipment Description) PTP-6.1JayNo ratings yet
- PTP-07.2 HandoutDocument11 pagesPTP-07.2 HandoutJayNo ratings yet
- 07.1 P Gas Turbine RefresherDocument35 pages07.1 P Gas Turbine RefresherJayNo ratings yet
- PTP 08.1 HandoutDocument11 pagesPTP 08.1 HandoutJayNo ratings yet
- PTP 02.2 HandoutDocument29 pagesPTP 02.2 HandoutJayNo ratings yet
- PTP 10.1 HandoutDocument16 pagesPTP 10.1 HandoutJayNo ratings yet
- PTP 07.1 HandoutDocument29 pagesPTP 07.1 HandoutJayNo ratings yet
- RAM Analaysis StudyDocument113 pagesRAM Analaysis StudyJayNo ratings yet
- DocDocument24 pagesDocJayNo ratings yet
- Maintenance KPIDocument5 pagesMaintenance KPIJayNo ratings yet
- Astm A 217 - 04Document4 pagesAstm A 217 - 04Raul Humberto Mora VillamizarNo ratings yet
- Civil Works Inspection - QA - QC-Construction LTDDocument1 pageCivil Works Inspection - QA - QC-Construction LTDNashrul KarimNo ratings yet
- Design of Silos 2010Document21 pagesDesign of Silos 2010Topaca Paec100% (3)
- Behaviour of Skew Footings Resting On Clayey and Sandy SoilDocument10 pagesBehaviour of Skew Footings Resting On Clayey and Sandy SoilShahzad AnwarNo ratings yet
- Shrinkage & CreepDocument6 pagesShrinkage & Creepbadr amNo ratings yet
- Section 9Document27 pagesSection 9vijay kumar yadavNo ratings yet
- Column Slides - Chapter 9Document17 pagesColumn Slides - Chapter 9DHRUV KAMATNo ratings yet
- Re-Bar Staggered Lap SplicesDocument4 pagesRe-Bar Staggered Lap Splicestyger089100% (2)
- Samsung Electric Dryer Dve54r7600 Dve54r7200 Manual OptimizedDocument124 pagesSamsung Electric Dryer Dve54r7600 Dve54r7200 Manual OptimizedArgus JazminNo ratings yet
- Daylight Design RulesDocument9 pagesDaylight Design Rulesmehak guptaNo ratings yet
- Lab DPR 18.05.2023Document1 pageLab DPR 18.05.2023vamsiNo ratings yet
- Silica FumeDocument24 pagesSilica FumeRatna Sai0% (1)
- Gears - Parts List - 2016Document14 pagesGears - Parts List - 2016Centrifugal SeparatorNo ratings yet
- Part Cataloge Chain Hoist DK 10 SETDocument42 pagesPart Cataloge Chain Hoist DK 10 SETfatchur_demagNo ratings yet
- Valve Specification SummaryDocument136 pagesValve Specification Summarysumit kumarNo ratings yet
- AC inspection checklist titleDocument1 pageAC inspection checklist titlezahid_497No ratings yet
- Seismic design forces for a four-storey RC buildingDocument26 pagesSeismic design forces for a four-storey RC buildingjonnyprem100% (1)
- Bg4A & Bg4B Hydraulic Hoist: Installation, Maintenance and Service ManualDocument34 pagesBg4A & Bg4B Hydraulic Hoist: Installation, Maintenance and Service Manualridwansaungnage_5580No ratings yet
- Catalogsheet Baseline BL 10Document2 pagesCatalogsheet Baseline BL 10api-221502147No ratings yet
- RC Chapter 3 (PART 01)Document24 pagesRC Chapter 3 (PART 01)Yohannes EndaleNo ratings yet
- PM Heavy Equipment, AC, PC RecoveryDocument11 pagesPM Heavy Equipment, AC, PC Recoveryfadli arsyadaNo ratings yet
- The Strut-and-Tie Method of Design (Online) : AppendixcDocument8 pagesThe Strut-and-Tie Method of Design (Online) : AppendixcAtul KulkarniNo ratings yet
- OPEN - GW2 Approval of The Procurement of Contractor Services - Nunhead LaneDocument15 pagesOPEN - GW2 Approval of The Procurement of Contractor Services - Nunhead LaneMohamed987No ratings yet
- MaintenanceDocument442 pagesMaintenancetkamhlanga001No ratings yet
- Convair New Tanker Operation & Maintenance Manual Nov 2010Document24 pagesConvair New Tanker Operation & Maintenance Manual Nov 2010engfaridmalk100% (1)
- Techniques For Seismic Isolation Retrofit Work While A Building Is Being UsedDocument6 pagesTechniques For Seismic Isolation Retrofit Work While A Building Is Being UsedJohnny Condori UribeNo ratings yet
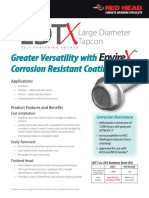
- Greater Versatility With Corrosion Resistant Coating: ApplicationsDocument2 pagesGreater Versatility With Corrosion Resistant Coating: Applicationsblessed cccNo ratings yet
- Full CalculationDocument8 pagesFull CalculationkprabishNo ratings yet
- SEO-Optimized Title for Foundation Design DocumentDocument16 pagesSEO-Optimized Title for Foundation Design DocumentAhmed Shaban100% (1)
- AAAC ConductorsDocument14 pagesAAAC ConductorsDipanku GoswamiNo ratings yet
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyFrom EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNo ratings yet
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeFrom EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeRating: 4 out of 5 stars4/5 (130)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Implementing an Integrated Management System (IMS): The strategic approachFrom EverandImplementing an Integrated Management System (IMS): The strategic approachRating: 5 out of 5 stars5/5 (2)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Biogas Production: Pretreatment Methods in Anaerobic DigestionFrom EverandBiogas Production: Pretreatment Methods in Anaerobic DigestionNo ratings yet
- DIY Free Home Energy Solutions: How to Design and Build Your own Domestic Free Energy SolutionFrom EverandDIY Free Home Energy Solutions: How to Design and Build Your own Domestic Free Energy SolutionRating: 5 out of 5 stars5/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksFrom EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksNo ratings yet
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyFrom EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyRating: 5 out of 5 stars5/5 (3)
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AFrom EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ARating: 5 out of 5 stars5/5 (1)